Перемещение верхней части штампа осуществляется через промежуточные втулки по трем направляющим колонкам. Диаметры рабочих поверхностей колонок значительно увеличены по сравнению с размерами колонок обычных штампов. Колонки и втулки изготовляются из легированной стали 35ХМЮА с последующим азотированием, что повышает их износоустойчивость.
Сопрягаемые поверхности колонок притирают по втулкам для обеспечения тугой посадки и высокой степени чистоты Ra=0,016 мкм по ГОСТу 2789—59.
Способ крепления фасонных пуансонов в штампах для изготовления пластин
Контур вырубаемой пластины оформляется матрицей и тремя пуансонами, которые изготовляют из легированной стали Х12Ф1.
Окончательные размеры этих деталей после их термической обработки достигаются шлифованием. Для повышения жесткости конструкции, а также устранения вибрации матрицу и пуансонодержатель запрессовывают в промежуточном кольце, с помощью которого они получают дополнительное крепление на плите. Фасонные пуансоны закрепляют в пуансонодержателе путем заливки их хвостовиков сплавом ПОС 40 при сборке штампа, что обеспечивает правильное расположение пуансонов.
При сборке штампа необходимо уделять особое внимание правильному расположению режущих элементов пуансонов и матрицы, так как недостаточные величины зазоров ведут к резкому снижению стойкости штампа. Кроме того, с помощью ограничителей следует правильно выставлять величину захода пуансонов в матрицу. Эта величина должна составлять 1,5 толщины штампуемого материала.
Особенности конструкции хвостовика штампов для изготовления пластин статоров и роторов
В конструкции штампа применен самоустанавливающийся (плавающий) хвостовик. Сферический вкладыш позволяет хвостовику принимать различные положения относительно вертикальной оси, сохраняя при этом постоянный центр давления. Самоустанавливающийся хвостовик устраняет влияние погрешностей хода ползуна пресса на штамп.
Особенности конструкции колонок штампов для изготовления пластин статоров и роторов
. На рис.показаны три конструкции колонок с повышенной износоустойчивостью. Колонки типа А и Б армированы пластинами твердого сплава, впаянными в пазы колонок.
В отверстиях втулок устанавливают твердосплавные кольца, закрепляемые механически или посредством пайки.
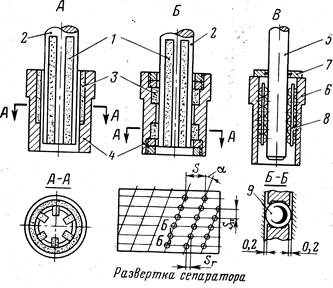
Направляющие колонки высокой износостойкости для штампов: 1 — твердосплавная пластина; 2 — стальная державка; 5— твердосплавная втулка; 4 — стальная втулка; 5 — направляющая колонка; 5— направляющая втулка; 7 —крышка с сальником; 8— сепаратор; 9 — шарик
Широкое распространение получили колонки типа В, Между рабочими поверхностями таких колонок и втулок монтируют сепараторы. Сепаратор представляет собой втулку с отверстиями, расположенными по винтовой линии (см. развертку сепаратора).
Отверстия сепаратора имеют ступенчатую форму, причем глубина большего отверстия рассчитывается так, что высшая точка заложенного в отверстие шарика выступает над наружной поверхностью сепаратора на 0,2 мм. Для предохранения шариков от выпадания из гнезд, края отверстий с наружной стороны сепаратора подчеканиваются (не заклинивая шарик). В сепаратор, как правило, закладывают шарики диаметром 4 мм (но не свыше 5 мм), Конструкция колонки типа В обеспечивает высокую точность сопряжения рабочих поверхностей колонок со втулками и плавность хода верхней плиты штампа.
Способ и устройство подачи полосового материала в штамп
Подача полосового материала в штамп должна обеспечиваться автоматически. Наиболее распространенными видами автоматической подачи полос являются крючковая и валковая.
В случае валковой подачи вместе с прессом работает специальная установка для предварительного перемещения полосы в валковый механизм. Согласованная работа данной установки и пресса с валковой подачей обеспечивается электрической связью. Валковая подача приводится в действие коленчатым валом пресса, а установка для предварительного перемещения полосы — сжатым воздухом.
Дата: 2016-10-02, просмотров: 364.