Аннотация
В данном дипломном проекте разрабатывается конструктивное исполнение блока преобразования сигнала РЛС, разрабатывается конструктивное исполнение ячейки АЦП, входящей в блок, согласно исходным данных и требованиям технического задания. Проводятся конструкторские расчёты несущей конструкции (блока) и ячейки. Приводится технология изготовления печатной платы, технология сборки блока. Рассчитываются показатели технологичности для блока. Разрабатывается схема сборности блока и маршрутные карты на изготовление печатной платы.
Проводится экономический расчёт проекта и приводится его экономическая целесообразность.
Рассчитывается система освещения и вентиляция для производственного помещения.
Делается заключение о выполненной работе, ее новизне и практической применимости.
\
Оглавление
Введение. 9
1 Анализ исходных данных и разработка технического задания на конструирование. 10
1.1 Исходные данные для проектирования 10
1.2 Выбор и обоснование темы 10
1.3 Описание принципа работы блока по схемам блока и модуля на печатной плате 11
1.4 Поверочные расчеты 15
1.4.1 Расчёт потребляемой мощности ячейки. 15
1.4.2 Ориентировочный расчёт надежности. 16
1.5 Разработка технического задания на конструирование 19
1.5.1 Наименование и область применения. 19
1.5.2 Технические требования. 19
1.5.2.1 Назначение. 19
1.5.2.2 Технические требования. 20
1.5.2.3 Конструктивные требования. 20
1.5.2.4 Требования по надежности. 20
1.5.2.5 Условия эксплуатации. 21
1.5.2.6 Механические воздействия. 21
1.5.2.7 Условия хранения и транспортировки. 21
1.5.2.8 Серийность. 21
1.5.2.9 Исходные данные. 21
2 Конструкторская часть. 22
2.1 Выбор и обоснование метода конструирования. 22
2.2 Разработка и анализ вариантов конструкции. 25
2.3 Разработка и обоснование конструкции функциональной ячейки. 26
2.4 Выбор способов электрических и механических соединений. 27
2.5 Выбор материалов и защитных покрытий 28
2.6 Конструкторские расчеты 30
2.6.1 Расчет размеров печатных проводников. 30
2.6.2 Расчет диаметров переходных отверстий. 31
2.6.3 Расчет теплового режима блока. 32
2.6.4 Выбор способа охлаждения функциональной ячейки. 35
2.6.5 Расчет и анализ надежности. 38
2.6.6 Расчёт конструкции ячейки на вибропрочность. 41
2.6.7 Расчёт конструкции ячейки на ударопрочность. 45
2.7 Использование САПР при разработке дипломного проекта 48
2.7.1 Использование САПР при проектировании функциональной ячейки ………………………………………………………………………..48
2.7.2 Использование САПР при проектировании блока. 52
3 Технологическая часть. 52
3.1 Разработка схемы сборности. 52
3.2 Оценка технологичности. 54
3.2.1 Коэффициент механизации подготовки элементов к монтажу. 57
3.2.2 Коэффициент автоматизации и механизации монтажа изделия. 58
3.2.3 Коэффициент сложности сборки. 58
3.2.4 Коэффициент механизации операций контроля и настройки электрических параметров. 59
3.2.5 Коэффициент прогрессивности формообразования. 59
3.2.6 Коэффициент повторяемости ЭРЭ.. 59
3.2.7 Коэффициент точности обработки. 60
3.2.8 Комплексный показатель технологичности. 60
3.2.9 Уточнение годового выпуска. 61
3.2.9.1 Уточнение годового выпуска для блока. 61
3.2.9.2 Уточнение годового выпуска печатной платы.. 61
3.2.9.3 Такт и ритм выпуска блока. 61
3.3 Технология изготовления печатной платы 62
3.4 Выбор технологического оборудования и оснастки. 65
3.5 Схема технологического процесса сборки функциональной ячейки. 67
3.6 Типовой технологический процесс сборки и монтажа унифицированной конструкции блока…. 67
4. Организационно-экономическая часть. 69
4.1 Введение 69
4.2 Описание продукта 70
4.3 Анализ рынка сбыта 70
4.4 Конкурентоспособность 70
4.5 План маркетинга 71
4.6 План производства 71
4.7 Организационный план 73
4.8 Расчет трудозатрат и договорной цены 79
4.8.1 Материалы,покупные изделия и полуфабрикаты.. 79
4.8.2 Специальное оборудование для научных(эксперементальных) работ 81
4.8.3 Основная заработная плата научного персонала. 81
4.8.4 Дополнительная заработная плата научного персонала. 82
4.8.5 Отчисления в страховые фонды. 83
4.8.6 Командировочные расходы. 83
4.8.7 Оплата работ, выполняемых сторонними организациями. 83
4.8.8 Накладные расходы.. 83
4.8.9 Прочие расходы.. 83
4.8.10 Себестоимость. 83
4.8.11 Прибыль. 83
4.8.12 НДС. 83
4.8.13 Договорная цена. 84
4.9 Технико-экономическое обоснование целесообразности и выполнения проекта 84
4.10 Выводы 85
5. Экологичность и безопасность проекта. 86
5.1 Введение 86
5.2 Условие зрительной работы 87
5.3 Воздушная среда 90
5.4 Технологический процесс изготовления блока 91
5.5 Мероприятия по обеспечению условий труда 93
5.5.1.Расче местной вентиляции при пайке 95
5.5.2 Расчет выделения тепла и влаги 97
5.6 Вывод 102
Заключение. 103
Библиографический список. 104
Приложение
П1. Спецификация на блок
П2. Спецификация на ячейку
П3. Перечень элементов на функциональную ячейку
П4. Перечень элементов на блок
П5. Маршрутные карты сборки блока
П6 Спецификация на ячейку генератора шумов
Введение
Роль и значение работ, связанных с разработкой конструкции и технологии производства, в общем процессе создания электронной аппаратуры все более возрастает. Это связано, с одной стороны, с ростом степени интеграции применяемой микроэлектронной элементной базы, что требует новых подходов к решению задач компоновки, помехоустойчивости, обеспечения нормальных тепловых режимов и высокой надежности. С другой стороны – расширением сфер применения ЭА, что требует современных методов конструирования и технологических процессов, обеспечивающих оптимальное сочетание необходимых эксплуатационных и экономических характеристик. Поэтому от правильного решения конструкторских и технологических проблем при проектировании ЭА зависит в конечном итоге ее потребительская жизнь.
1 Анализ исходных данных и разработка технического задания на конструирование
Исходные данные для проектирования
1. Схема электрическая принципиальная блока автоматической компенсации шумовых сигналов – МРАГ.468365.005Э3.
2. Схема электрическая принципиальная модуля на печатной плате – МРАГ.468742.008Э3.
3. Напряжение питания – 220 В.
4. Условия эксплуатации: наземная, передвижная, не работающая на ходу, климатическое исполнение УХЛ 4.3 по ГОСТ 15150-69; относительная влажность воздуха от 45% до 98% при температуре от -40°C до +65°C; давление до 11 кПа;
5. Вероятность безотказной работы Р(t) = 0,98 за 1000 ч.
6. Габаритные размеры не более – 530´480´220 мм.
7. Масса и стоимость – минимальные.
8. Тип производства – мелкосерийное.
Выбор и обоснование темы
Тема: «Блок преобразования кодовых временных интервалов».
В процессе развития радиотехники и электроники шкаф претерпел серьезные изменения, требовалось устройство которое могло бы в автоматическом режиме преобразовывать сигналы.
Блок преобразования кодовых временных интервалов относится к устройствам систем автоматики, телемеханики, вычислительной техники и связи и может быть использован в системах сбора, обработки и передачи многоканального потока информации.
Работа этого блока основана на подсчете числа периодов генератора тактовых импульсов в измеряемые интервалы времени и представлении полученного числа в двоичном коде и может обеспечить надежный прием и достоверную регистрацию поступающих с переменной интенсивностью мощных потоков данных, когда скорость поступления и объем информации значительно превышает пропускную способность средств образки, и поэтому может быть использован в современных системах, предназначенных для приема и обработки данных, поступающих к ним по каналам связи от множества отдаленных терминалов.
Также устройство должно идти на экспорт и должно отвечать все требованиям заказчика. В соответствии с этим нужно рассмотреть аналоги, выбрать и усовершенствовать их для данного изделия.
Разработка устройства должна быть выполнена с приоритетом минимальных массогабаритных параметров и на современной элементной базе.
Поверочные расчеты
Назначение
Блок обеспечивает прием и обработку в реальном масштабе времени радиолокационных сигналов, отраженных от целей, и сигналов, излучаемых ответчиками радиолиний. При обработке сигналов, отраженных от целей, блок выполняет оптимальную частотно-временную обработку сигналов, первичное обнаружение полезных сигналов по информации одного зондирования и вычисление их координат. При обработке сигналов ответчиков радиолиний блок выполняет оптимальный прием этих сигналов, формирование сигналов ошибок при сопровождении и прием бортовой информации.
1.5.2.2. Технические требования
Питание блока от напряжения 220В.
Мощность потребляемая блоком от источника питания не превышает 600Вт.
Изоляция электрических цепей должна обеспечить отсутствие пробоя для питающих напряжений ячеек 5В и импульсных сигналов команд.
Информационные сигналы, коды команд, должны доставляться без искажений по форме и фазовым фронтам.
1.5.2.3. Конструктивные требования
Габаритные размеры не более 220*530*480 мм.
Масса не более 55 кг.
Необходимо использовать стандартные типоразмеры печатных плат стандарта «Евромеханика» для достижения требуемого уровня стандартизации и унификации.
Требования по надежности
Время наработки на отказ не менее 1000 часов с вероятностью отказа 0,98.
Температура рабочей среды блока, в пределах которой он выполняет свои функции, лежит в интервале от 0 до +40˚C.
Под аппаратным отказом понимается нарушение заданного оператором режима функционирования, приводящее к срыву выполнения задачи и устраняемое путем ремонта или регулировки аппаратуры.
Условия эксплуатации
Диапазон рабочих температур от -40ºС до 65ºС;
Влажность от 45 % до 98 %;
Давление до 11 кПа;
Сквозной продув шкафа со скоростью движения воздуха шкафу 3 м/с.
Механические воздействия
Основные характеристики вибрационных воздействий: возимая РЭА, не работающая на ходу, частота колебаний от 1 до 80 Гц при ускорении 19,6 м/с2.
Ударопрочность: сила удара15g при длительности 1-3 мс. Удар единичный.
Серийность
9 штук в год.
Исходные данные
Схема электрическая принципиальная блока;
Схема электрическая принципиальная ячейки;
Перечень элементов блока;
Перечень элементов ячейки;
Настоящее ТЗ на конструирование.
Конструкторская часть
Конструкторские расчеты
Расчет и анализ надежности.
Прогноз безотказности ЭРЭ иностранного производства выполнен по методу анализа нагрузок на элементы. В основе метода лежат так называемые коэффициентные модели, когда базовая интенсивность отказов для каждой группы изделий дополняется коэффициентами, учитывающими особенности режимов и условий работы элементов [24].
В общем случае интенсивность отказов зависит от следующих факторов:
- Электрического режима работы элементов
- Температуры окружающей среды
- Влажности
- Давления
- Вибрационных воздействий
- Механических ударов
- Линейных ускорений
- Воздействий биологических факторов
- Радиации и т.д.
Тогда интенсивность отказов рассчитывается по формуле [19], [24]:

 - номинальная интенсивность отказов элементов;
- номинальная интенсивность отказов элементов;
К  ...К
...К  - поправочные коэффициенты общие для всей конструкции;
- поправочные коэффициенты общие для всей конструкции;
К  - учитывает вибрацию;
- учитывает вибрацию;
К  - учитывает ударные нагрузки;
- учитывает ударные нагрузки;
К  - учитывает влияние влажности;
- учитывает влияние влажности;
К  - учитывает влияние атмосферного давления;
- учитывает влияние атмосферного давления;
 - коэффициент режима.
- коэффициент режима.
КЭ - коэффициент эксплуатации, был выбран в пункте 1.5.2 и равен КЭ=2,0.
В связи со спецификой данного оборудования коэффициенты К ...К не учитываются, так как на ходу данная аппаратура не работает, шкаф и кабина имеют систему кондиционирования воздуха и поддержания температуры.
Тогда интенсивность отказов изделия определяется по формуле [19]:
 ,
,
где k – количество элементов на плате.
Коэффициент режима Кр определяется по таблице [19] для каждого из элементов с помощью коэффициента нагрузки КН, который в худшем случае равен КН=0,5. Пайка и разъемы имеют КН=1.
Промежуточные результаты расчетов сведены в таблицу 7:
| Тип элемента | Обозначение элементов на схеме | Число элементов Ni ,шт | λ0 *10-6, 1/ч | КР | N* КР* λ0*(10-6), 1/ч |
| 530КП11 | D1,D2,D3,D8,D88…D91,D93,D94 | 13 | 0,024 | 1 | 0,312 |
| 1533КП11 | D4,D16,D3,D5,D7,D9 | 6 | 0,0036 | 1 | 0,0216 |
| 1804ВУ4 | D6,D8,D10 | 3 | 0,00467 | 1 | 0,011675 |
| 1533ТМ2 | D7 | 1 | 0,048 | 1 | 0,024 |
| 530ЛИ3 | D8,D28,D29,D36,D52 | 5 | 0,086 | 1 | 0,172 |
| 530ЛА1 | D9 | 1 | 0,006 | 1 | 0,003 |
| 530ЛН1 | D10 | 1 | 0,08 | 1 | 0,08 |
| 530ИД7 | D15,D20,D21,D22,D7, D9 | 6 | 0,037 | 1 | 0,0185 |
| 530ТМ9 | D17,D18,D19,D31,D34 | 5 | 0,0236 | 1 | 0,0118 |
| 530ЛЕ1 | D23,D26 | 2 | 0,03 | 1 | 0,0185 |
| 530ТМ2 | D26 | 1 | 0,08 | 1 | 0,24 |
| 585АП16 | D31,D33 | 2 | 0,0236 | 1 | 0,0236 |
| 585АП26 | D32,D34,D69,D70…D76 | 10 | 0,0309 | 1 | 0,04635 |
| 530ЛА3 | D35,D43,D62,D62 | 4 | 0,082 | 1 | 0,123 |
| 533ЛЛ1 | D37 | 1 | 0,0236 | 1 | 0,0118 |
| 1533ИР24 | D38…D41,D44….D47 | 8 | 0,0309 | 1 | 0,01545 |
| 1533ИР37 | D42,D49,D53,D55 | 4 | 0,0315 | 1 | 0,01825 |
| 533ЛП8 | D48,D49,D50 | 2 | 0,0054 | 1 | 0,0027 |
| 1533ЛИ1 | D51 | 1 | 0,316 | 1 | 0,32 |
| 5861РР1Т | D57…D60,D77…D80 | 1 | 0,0606 | 1 | 0,0303 |
| 1533КП11 | D86 | 8 | 0,0024 | 1 | 0,0336 |
| 249КП4АТ | D56 | 1 | 0,006 | 1 | 0,011675 |
| Б18-11 | D96…D103 | 8 | 0,02 | 1 | 0,024 |
| К53-18-16 В-10 мкФ±20 %-В | C1,C2 | 2 | 0,03 | 0,52 | 0,056576 |
| К10-17а-Н90-0,68 мкФ-В | C3…C22 | 20 | 9,7E-05 | 0,59 | 0,000887 |
| Вилка СНП58-72/104х14В-21-1-В | X1,X2 | 2 | 0,32 | 1 | 0,64 |
| Контакт контрольный АИСТ.745423.003 | XN1…XN28 | 28 | 0,0024 | 1 | 0,0672 |
| Суммарная интенсивность отказов | 2,523976 | ||||
Итоговая интенсивность отказов с учётом коэффициента эксплуатации:

Средняя наработка на отказ определяется по формуле:
 ;
;

Вероятность безотказной работы для времени, заданного в техническом задании равна:

Сравнение результаты расчета поверочного и уточненного, показывают что используемые элементы в облегченном электрическом режиме повышает надежность устройства в целом. Так как вероятность безотказной работы значительно превышает заданную, то устройство не требует дополнительного резервирования.
Формирование файла цепей
Файл цепей необходим для переноса взаимосвязей между элементами из принципиальной электрической схемы непосредственно на плату для дальнейшей работы.
Для создания файла цепей (Net-файла) необходимо иметь файл электрической принципиальной схемы с правильной нумерацией цепей.
Электрическая принципиальная схема исполняется в P-CAD Schematic, с её же помощью и формируется файл связей.
Для этого необходимо:
· открыть необходимый файл схемы
· На вкладке Utils выбрать пункт GenerateNetlist.
· В появившемся окне в пункте NetlistFormat выбрать подходящий формат (в данном случае Tango).
· При помощи кнопки NetlistFilename указать путь и имя будущего Net-файла.
· Нажать кнопку OK.
Дальнейшая работа проводится в P-CAD PCB
Технологическая часть
Разработка схемы сборности.
Сборочные процессы отличаются большим разнообразием по виду операций, степени автоматизации, материалам и т.д., поэтому для того чтобы определить необходимую совокупность сборочных процессов нужно разобрать логику соединений, исключить несовместимые операции, подобрать необходимое оборудование. Все это можно определить при создании схемы сборности[28].
Схема сборности – технологический инвариант, выполненный в виде технологической структуры конструктивно – технологических взаимосвязей, входящих в устройство частей.
Схема сборности строиться с соблюдением ряда правил:
· Схема сборности не зависит от вида производства, т.е. от программы выпуска.
· Схема является абстрактной, теоретической, которая отличается от реальной схемы сборности, необходимой для производства этого изделия, но предусматривает все возможные варианты схем сборки.
· Основная цель составления схем сборности – определить связь сборочного процесса с конструкцией РЭС.
· Схема сборности строиться в двух направлениях (в топографическом виде): в горизонтальном направлении откладывают имеющиеся и образующиеся конструктивные части, а в вертикально отмечаются ступени сборки: 1,2,3…
· На нулевой ступени отмечаются все конструктивные элементы, которые входят в изделие в соответствии со спецификацией, но без стандартного крепежа и материалов.
· Для образования одной сборочной единицы необходимо иметь как минимум два конструктивных элемента.
· На первой ступени сборки желательно обеспечить возможность сборки максимального количества сборочных единиц.
По схеме сборности определяем:
Qпр - количество промежуточных сборочных единиц.
Qпр =2
1 .Среднюю полноту сборочного состава
Рср=  ,
,
где n - количество ступеней схемы.
Рср= 
Модуль расчлененности
m=  ,
,
где monep - количество операций на схеме сборности.
m=2/2=1.
Вывод: при изготовлении ячейки применяется последовательный вариант сборки.
Этапы сборки блока:
1. На первом этапе, производится сборка корпуса, с помощью винтовых соединений устанавливаются стойки, а на стойки с помощью силовых замыканий ставятся направляющие для печатных плат, на переднюю панель с помощью винтовых соединений и петель крепиться крышка.
2. В корпус в сборе с мощью винтовых соединений устанавливается объединительная плата. Далее устанавливаются функциональные, функциональные ячейки своими разъемами входят в ответную часть разъемов, находящихся на объединительной плате. Функциональные ячейки крепятся силовым замыканием с помощью защёлок на панели платы к раме и винтовым соединением панели платы и рамы.
3. На блок в сборе устанавливают планку с надписями, вилку и выполняют объемный монтаж. На передней панели гравируют серийный номер и клеймят клеймо приемки.
Оценка технологичности.
Отработка конструкции изделия на технологичность является важной составной частью технологической подготовки производства. Поэтому при дипломном проектировании по специальности «Проектирование и технология производства РЭС» предусмотрена отработка разрабатываемой конструкции на технологичность. Для успешного решения указанных задач необходимы соответствующие сведения теоретического и справочного характера.
Конструкция изделия существенно влияет на его технологию изготовления и эксплуатационные свойства. Поэтому надо так конструировать изделие, чтобы оно не только обладало необходимыми тактико-техническими показателями, но и было возможно проще и дешевле при изготовлении и эксплуатации. Это достигается отработкой конструкции изделия на технологичность. Осуществляемой в процессе технологической подготовки производства.
Неполное и нечеткое выполнение указанной функции на практике является причиной неоправданных затрат труда, времени, средств и материалов при производстве и эксплуатации изделий. Поэтому в ЕСТПП устанавливается обязательность отработки конструкции на технологичность и предусматриваются правила такой отработки.[27]
Эти правила носят достаточно общий характер. Для своего практического применения они требуют конкретизации с учетом особенностей тех или иных видов изделий. Такая конкретизации осуществляется в отраслевых стандартах, касающихся вопросов технологичности, согласно ГОСТ 14.205-83 под технологичностью конструкции изделия понимается совокупность свойств этой конструкции, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работы. Таким образом, степень технологичности варианта конструкции изделия в конечном итоге определяется количеством затрат на его изготовление и эксплуатацию. Чем меньше эти затраты, тем выше технологичность.
По области проявления различают технологичность производственную и эксплуатационную. Производственная технологичность определяется приспособленностью конструкции к достижению оптимальных затрат при проектировании и производстве, а эксплуатационная - при техническом обслуживании и ремонте изделия.
В дальнейшем будет рассматриваться только производственная технологичность.
Под технологичностью конструкции изделия (ГОСТ 18831-73), принимается совокупность свойств конструкции изделия, проявляемых в возможности оптимальности затрат труда, средств, материалов и времени при технологической подготовке производства, изготовления, эксплуатации и ремонта, по сравнению с соответствующими показаниями однотипных конструкций изделий того же назначения, обеспечении установленных значений показателей качества и принятых в условиях изготовления, эксплуатации и ремонта.
Существуют два вида оценки технологичности: качественная и количественная.
Качественная оценка всегда субъективна. Ее достоверность существенно зависит от опыта конкретного конструктора или технолога, а также сложности конструкции. Поэтому качественная оценка может применяться только для относительно простых конструкций. Что касается сложных конструкций, то здесь она применима лишь для "отсева" вопиюще нетехнологичных вариантов.
Однако некоторые характеристики конструкций блоков РЭС возможно оценить только качественно. К ним относятся взаимозаменяемость, регулируемость, контролепригодность и ремонтопригодность блоков.
В настоящее время преимущественно используется количественная оценка, которая осуществляется с помощью так называемых показателей технологичности.
На основе перечисленного будем придерживаться методики, приведенной далее.
Величины, используемые в качестве показателей технологичности.
Так как степень технологичности конструкции изделия определяется производственными затратами, то естественно использовать в качестве показателей технологичности такие величины как технологическая себестоимость и трудоемкость изготовления изделия.
Однако, если ограничиться только этими показателями, то оказываются неясными конкретные пути совершенствования конструкции с целью улучшения ее технологичности. Поэтому в качестве показателей технологичности используются также величины, которые, во-первых, влияют на технологическую себестоимость и трудоемкость (т.е. на производственные затраты), а во-вторых, указывают конкретные пути отработки конструкции на технологичность.
Обычно для оценки технологичности конструкции используется не один, а несколько частных показателей. При этом возможна следующая ситуация: по одной части показателей конструкция отработана на технологичность очень хорошо, а по другой - плохо. В таком случае оценить технологичность конструкции в целом затруднительно.
Это затруднение устраняется применением для оценки технологичности комплексного показателя.
Комплексный показатель обобщает несколько частных показателей, являясь функцией от них, и выражается одним числом.
Все показатели технологичности разделяются на абсолютные и относительные.
Абсолютные показатели выражаются величиной, измеряемой в каких-либо единицах. Например, к ним относятся технологическая себестоимость (измеряется в рублях) и трудоемкость (измеряется в часах). Относительные показатели выражаются через отношение каких-либо величин.
Частные относительные показатели могут изменяться в диапазоне от нуля до единицы. Чем ближе значение показателя к единице - тем лучше отработана на технологичность конструкция по соответствующему признаку.
Комплексный показатель обычно выражается через обобщаемые им частные относительные показатели Кi с помощью следующей функциональной зависимости:
К = 
где Кэi - коэффициенты экономической эквивалентности (весовые коэффициенты).
Коэффициенты Кэi показывают степень влияния соответствующих частных показателей ни трудоемкость или технологическую себестоимость изделия.
Легко видеть, что комплексный показатель может изменяться в диапазоне от нуля до единицы. Причем увеличение комплексного показателя свидетельствует о повышении технологичности конструкции изделия в целом.
3.2.1. Коэффициент механизации подготовки элементов к монтажу
где  – количество ЭРЭ, шт, подготовка которых к монтажу может осуществляться механизированным или автоматизированным способом или не требующих подготовки к монтажу;
– количество ЭРЭ, шт, подготовка которых к монтажу может осуществляться механизированным или автоматизированным способом или не требующих подготовки к монтажу;  - количество ЭРЭ.
- количество ЭРЭ.


Уточнение годового выпуска
Такт и ритм выпуска блока
Такт выпуска рассчитывается по формуле:

где F - Годовой фонд времени работы оборудования.
N - Годовой выпуск


Ритм выпуска составляет:

Процесс изготовления многослойных печатных плат методом электрохимической металлизации сквозных отверстий состоит в изготовлении отдельных внутренних слоев химическим методом, прессования слоев в монолитный пакет, сверлении сквозных отверстий и их металлизации. При сверлении на стенках отверстий вскрывают торцы контактных площадок внутренних слоев. Соединения их друг с другом и с контактными площадками наружных слоев получаются за счет металлизации отверстий. Поскольку все отверстия в плате являются сквозными, плотность межсоединений несколько ограничена, так как каждое отверстие используется для внутреннего соединения только один раз и в то же время занимает определенную площадь на каждом слое, ограничивая свободу трассировки печатных цепей. Вводя промежуточные внутренние соединения или сквозные отверстия для групп слоев, межслойные соединения можно располагать, друг над другом или только между теми слоями, где они нужны, не ограничивая трассировку печатных цепей на других слоях. Изготовление многослойных печатных плат по таким схемам обеспечивает наибольшую свободу в выборе месторасположения внутренних соединений и путей трассировки печатных проводников, следовательно, позволяет получить максимальную плотность межсоединений.Метод металлизации сквозных отверстий, по сушеству единственный метод создания конструкций с наиболее оптимальной электрической структурой, обеспечивающей надежную передачу наносекундных импульсов и распределение питания между активными элементами. Такие конструкции многослойных печатных плат позволяют выполнить печатные цепи как полосковые линии передач и создают эффективное экранирование одной группы цепей от другой.
Таким образом, наряду с высокой технологичностью многослойные печатные платы, изготовленные методом металлизации сквозных отверстий, имеют высокую плотность монтажа, большое количество вариантов трассировки печатных цепей, более короткие линии связей, возможность электрического экранирования, улучшение характеристик, связанное с устойчивостью к воздействию окружающей среды за счет расположения всех печатных проводников в массе монолитного диэлектрика, возможность увеличения числа слоев без существенного увеличения стоимости и длительности процесса.
Недостатком метода металлизации сквозных отверстий является относительно механически слабая связь металлизации отверстий с торцами контактных площадок внутренних слоев. Изготовление МПП этим методом осложнено проблемой точного совмещения печатных слоев из-за погрешностей фотошаблонов и деформаций базовых материалов в процессе изготовления внутренних слоев и прессования. Особой тщательности требует подбор режимов прессования для обеспечения прочной адгезии пакета слоев, устойчивой к воздействию групповой пайки. Наконец, в процессе использования МПП возникают трудности, при внесении изменений в трассировку при ремонте плат.
Метод металлизации сквозных отверстий характеризуется тем, что собирают пакет из отдельных слоев фольгированного диэлектрика (внешних — одностороннего, внутренних — с готовыми печатными схемами) и межслойных склеивающихся прокладок, пакет прессуют, а межслойные соединения выполняют путем металлизации сквозных отверстий. Технологический процесс включает следующие операции (рис. 5.23):
• получение заготовок фольгированного диэлектрика и межслойных склеивающихся прокладок;
• получение рисунка печатной схемы внутренних слоев фотохимическим способом аналогично ДПП;
• пресование пакета МПП при температуре 160—180 °С и давлении 2—5 МПа;
• сверление отверстий в пакете;
• получение защитного рисунка схемы наружных слоев фотоспособом;
• нанесение слоя лака;
• подтравливание диэлектрика в отверстиях в смеси серной и плавиковой кислот в соотношении 4:1 при
температуре (60±5) °С в течение 10—30 с. При этом растворяется смола стеклопластиков и стеклоткань склеивающих прокладок устранения следов наволакивания смолы, обнажения контактных площадок и увеличения площади контактирования;
•химическое меднение сквозных отверстий;
• удаление слоя лака;
• гальваническое меднение отверстий и контактных площадок до толщины 25—30 мкм в отверстиях;
• нанесение металлического резиста гальваническим путем (сплавы Sn—Pb, Sn—Ni);
• удаление защитного слоя рисунка и травление меди с пробельных мест;
• осветление (оплавление) металлического резиста;
• механическая обработка МПП (снятие технологического припуска);
• контроль и маркировка. Выбор и обоснование технологического оборудования и оснастки.
Сборка компонентов на МПП состоит из подачи их к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, сопряжения со сборочными элементами и фиксация в требуемом положении. Она в зависимости от характера производства может выполняться вручную, механизированным или автоматизированным способами. При мелкосерийном производстве наиболее экономически выгодно применять ручную сборку. Существенным достоинством ручной сборки является возможность постоянного визуального контроля, что позволяет использовать относительно большие допуски на размеры выводов, контактных площадок и монтажных отверстий, делает возможным обнаружение дефектов ПП и компонентов[22].
Общие правила выбора технологической оснастки, как средства технологического оснащения регламентируются ГОСТ 14.301-73.
Введение.
В организационно-экономической части дипломного проекта будет проведена работа по планированию НИОКР при проектировании и изготовлении блока преобразования кодовых временных интервалов, использующегося в военно-промышленном комплексе (ВПК).. Данный блок использует зарубежную элементную базу, переработанные изделия стандарта «Евромеханика», ряд новшеств и улучшений направленных на увеличение надёжности, упрощение ремонта и эксплуатации и ориентирован на экспортные поставки и государственный заказ.
Описание продукта .
Разрабатываемый в данном дипломном проекте блок преобразования кодовых временных интервалов выполнен преимущественно на зарубежной элементной базе в соответствии с международными стандартами и ориентирован на применение в экспортном варианте аппаратуры. Разработанная в данном дипломном проекте функциональная ячейка источника питания (ИП) использует печатную плату на металлическом основании, что позволяет не вводить дополнительных экранов в конструкцию, а так же убрать радиатор, имеющийся в аналоге. Данные изменения в конструкции и технологии позитивным образом сказываются на массогабаритных параметрах, прочностных характеристиках ячейка, а так же не требует значительных вложений в изменение производственных линий.
Характеристики блока: Наработка на отказ: 1000 ч. Габаритные размеры блока:530×220×480 мм Масса : 45 кг Потребляемая мощность: 550 Вт Напряжение питания: 220 В В состав блока входят 20 ячейки стандарта «Евромеханика»
Анализ рынка сбыта
Предприятие-разработчик данного изделия работает на военно-промышленный комплекс, из-за этого рынок сбыта имеет характерную особенность – чистая монополия на внутреннем рынке, так как в стране не существует других предприятий, производящих аналогичную продукцию. Изделие, в состав которого входит данный блок, является уникальным в своем роде и не имеет зарубежных аналогов. Исходя из уникальности изделия и из того, что оно выполняется по государственному заказу, проблем с реализацией изделия не возникает. Имеется вариант продажи отдельно блока с необходимой адаптацией для внешних и внутренних потребителей.
Конкурентоспособность
Основные особенности товара при продаже изделия:
· Комплекс обладает малыми габаритами;
· Имеется возможность программной настройки комплекса.
Основные особенности товара при продаже блока:
· Предназначен для предназначен для преобразования кодовых временнх интервалов;
· Имеет широкий диапазон программной модернизации;
· Имеет широкий диапазон аппаратной модернизации для расширения функциональности;
· Используются ячейки типоразмера 6U, с разъёмами стандарта DIN.
· Разработан для установки в шкаф и применения в ограниченном пространстве кабины (кузова).
· Переработан с использованием зарубежной элементной базы.
План маркетинг а
В связи со спецификой изделия необходимо учитывать политический аспект. Российские ЗРК и РЛС хорошо себя зарекомендовали на мировом рынке вооружения. Основные направления деятельности:
1. Работа с проверенными партнёрами.
2. Участие в выставках и проведение демонстраций функционирования для привлечения новых клиентов.
План производства.
На схеме ниже приведена структура подразделения выполняющего НИР, ОКР выполняется сторонней организацией, которая в структуру не включается.

Рисунок 1 Организационная структура подразделения.
Общее количество занятых сотрудников составляет 16 человек.
Задачи дипломника:
· Переработка принципиальных схем устройства;
· Участие в разработке конструкторской документации на изделие;
· Участие в разработке технологической документации на изделие;
· Подготовка изделия к производству;
· Участие в проведении испытаний, настройки и отладки готового изделия.
4.7. Организационный план.
Общий план выполняемых работ:
1. Анализ исходных данных
2. Разработка ТЗ
3. Согласование и утверждение ТЗ
4. Анализ вариантов разработки и определение объема работ
5. Подготовка материалов для эскизного проектирования
6. Разработка эскизной документации
7. Конструкторская разработка изделия
8. Разработка технологических процессов
9. Разработка комплекта конструкторской документации
10. Выпуск рабочей документации
11. Написание программ
12. Изготовление
13. Программирование микросхем на собранных платах
14. Настройка блока
Некоторые из данных работ могут выполняться параллельно или последовательно-параллельно. Ниже приведён календарный график длительности работ, представляющий из себя диаграмму Ганта, который наглядно иллюстрирует какие работы могут выполняться параллельно и последовательно-параллельно.
Организация работ.
Расчётные данные трудоёмкости по этапам выполнения работ сведены в таблицу ниже.
Таблица 1
| № работы | Этап НИОКР | Наименование работы | Должность | Трудоёмкость, чел-дн | Длительность, раб. дни |
| 1 | ТЗ | Анализ исходных данных | Начальник отдела Начальник сектор 1 Начальник сектора 2 | 4 4 4 | 12 |
| 2 | Разработка ТЗ | Начальник отдела Начальник сектор 1 Начальник сектора 2 | 4 4 4 | 12 | |
| 3 | Согласование и утверждение ТЗ | Начальник отдела Начальник сектор 1 Начальник сектора 2 | 4 4 4 | 12 | |
| 4 | ТП | Анализ вариантов разработки и определение объёма работ | Начальник отдела Начальник сектор 1 Начальник сектора 2 | 3 3 3 | 9 |
| 5 | Подготовка материалов для эскизного проектирования | Ведущий инженер сектора 2 Ведущий инженер сектора 2 Инженер 1 категории сектора 1 Инженер 1 категории сектора 2 | 3 3 3 3 | 12 | |
| 6 | ЭП | Разработка эскизной документации | Ведущий инженер сектора 2 Инженер 1 категории сектора 1 Инженер 2 категории сектора 1 Ведущий инженер сектора 2 Инженер 2 категории сектора 2 | 10 10 10 10 10 | 50 |
| 7 | Конструкторская разработка изделия | Начальник сектора 1 Ведущий инженер сектора 2 Инженер 1 категории сектора 1 Инженер 2 категории сектора 1 Начальник сектора 2 Ведущий инженер сектора 2 Инженер 1 категории сектора 2 | 10 10 10 10 10 10 10 | 70 | |
| 8 | Разработка технологических процессов | Ведущий инженер сектора 2 Ведущий инженер сектора 2 Инженер сектора 2 Инженер сектора 2 | 10 10 10 10 | 40 | |
| 9 | ТП | Разработка комплекта конструкторской документации | Ведущий инженер сектора 2 Инженер 1 категории сектора 1 Инженер 2 категории сектора 1 Ведущий инженер сектора 2 | 6 6 6 6 | 24 |
| 10 | Выпуск рабочей документации | Ведущий инженер сектора 2 Ведущий инженер сектора 2 Инженер 1 категории сектора 2 Инженер 1 категории сектора 1 | 4 4 4 4 | 16 | |
| 11 | Настройка | Написание программ | Начальник сектора 2 Инженер 1 категории сектора 2 | 4 4 | 8 |
| 12 | Изготовление | - | Сторонняя организация | 28 | - |
| 13 | Настройка
| Программирование микросхем на собранных платах | Инженер 1 категории сектора 1 Ведущий инженер 2 сектора Инженер 1 категории сектора 2 Инженер 2 категории сектора 2 | 14 14 14 14 | 52 |
| 14 | Настройка блока | Инженер 1 категории 2 сектора Инженер 1 категории сектора 1 | 10 10 | 20 | |
Таблица 2
| Наименование | Количество | Цена за ед. ,руб. | Сумма, руб. |
| Ручка чёрная | 20 шт. | 20 | 400 |
| Ручка синяя | 20 шт. | 20 | 400 |
| Папка д/бумаг | 15 шт. | 50 | 750 |
| Бумага А4 | 4 уп. | 250 | 1000 |
| Бумага А3 | 2 уп. | 290 | 580 |
| Бумага А1 | 2 рулона | 600 | 1200 |
| Картридж д/принтера | 3 шт. | 2000 | 6000 |
| Итого: | 10330 | ||
Таблица 3
| Наименование | Количество, шт | Цена за ед., руб. | Сумма, руб |
| Каркас | 20×1 | 16000 | 320000 |
| Лист АМг 2.5 | 5 | 100 | 500 |
| ЭРЭ | 20×600 | 150 | 1800000 |
| Переключатели | 20×1 | 10 | 200 |
| Разъемы и гнезда | 20×83 | 100 | 166000 |
| Провода | 20×50 | 20 | 20000 |
| Прочее | 20×50 | 10 | 10000 |
| Итого: | 2316700 | ||
Общая стоимость материальных затрат:
Cмат = 2316700+10330 = 2327030 руб.
Таблица 4 - Основная заработная плата ИТР
Должность
Длительность, чел-дн.
Оклад, руб/мес
Оплата за день, руб
Командировочные расходы
Затрат нет
Накладные расходы
Накладные расходы составляют 250% от ОЗП [5]:
Снакл = 2,5 * ОЗП = 2,5 * 508959,7 = 1272399,25
Прочие расходы
Затрат нет
Себестоимост ь
Полная себестоимость –затраты хозяйственного субъекта на производство товара или оказание услуги. Полная себестоимость рассчитываются по формуле: 
Ссеб = 1272399,25+183225,492+610751,64+21993764 = 24060140,382
Прибыль
Плановая прибыль представляет собой планируемый доход предприятия за определённый период хозяйственной деятельности, которая определяется разностью между всеми планируемыми поступлениями предприятия и всеми издержками, связанными с производством его товаров и услуг [5].
В данном проекте прибыль предприятия примем равной 25% от себестоимости изделия.
Сприб= Ссеб *0,25= 0,25 * 24060140,382 = 6015035,096
НДС
Налог на добавленную стоимость (НДС) не учитывается, так как изделие изготавливается по государственному заказу [2, 3].
Договорная цена.
Оптовая цена будет договорной, и рассчитывается по формуле:
Сопт = Ссеб+ Сприб = 24060140,382+ 6015035,096 = 30075175,478
Итоговая таблица расходов
Ниже представлена таблица калькуляции изделия, в которую сведены все расходы связанные с разработкой и производством блока при заданной серийности.
Таблица 5
| № | Наименование статей расхода | Затраты руб. |
| 1 | Материалы, покупные изделия | 2327030 |
| 2 | Специальное оборудование для научных (экспериментальных) работ (затрат нет) | — |
| 3 | Основная заработная плата научного персонала. | 508959,7 |
| 4 | Дополнительная зарплата научного персонала | 101791,94 |
| 5 | Отчисления в страховые фонды | 183225,492 |
| 6 | Командировочные расходы (затрат нет) | |
| 7 | Оплата работ, выполняемых сторонними организациями и предприятиями (затрат нет) | — |
| 8 | Накладные расходы. | 1272399,25 |
| 9 | Прочие расходы (затрат нет) | — |
| 10 | Себестоимость | 24060140,382 |
| 11 | Прибыль | 6015035,096 |
| 12 | НДС (затрат нет) | — |
| 13 | Договорная цена | 30075175,478 |
Введение
Процесс изготовления плат преобразователя кодовых временных интервалов складывается из следующих основных технологических операций: механическая обработка (раскрой материала и изготовление заготовок плат), нанесение рисунка схемы кислотостойкой краской, травление схемы, удаление защитного слоя краски, крацовка, нанесение защитной эпоксидной маски, горячее лужение мест пайки, штамповка, маркировка.
При внедрении проектируемого устройства в серийное производство, одним из этапов его изготовления будет травление печатных плат для последующей сборки. Далее будут рассмотрены условия труда и возможные вредные факторы, которые могут возникнуть при работе на участке по травлению печатных плат, так как этот участок содержит самое большое количество вредных факторов.
Травление выполняется на полуавтоматическом агрегате, представляющем собой поточную линию. Травление осуществляется раствором хлорного железа. Далее на агрегате выполняются следующие функции:
- вытравливание фольги в местах, незащищённых краской;
- удаление остатков травящего раствора с плат методом обдува струёй воздуха;
- промывка плат водой двусторонним дождеванием;
- сушка плат струёй горячего (60 - 70°С) воздуха.
При этом возможны следующие неблагоприятные факторы:
- Выделение вредных веществ;
- Повышение температуры и влажности воздуха;
- Выделение пожаро – взрывоопасных веществ;
- Высокое напряжение в электроустановках, что может привести к поражению электрическим током;
- Вредные вещества в сточных водах;
- Освещение;
- Шум.
В связи с заданием, особое внимание будет уделено освещению и кондиционированию воздуха на выбранном участке производства.
Условия зрительной работы
Управление полуавтоматическим станком травления печатных плат, согласно СНиП 23-05-10 по характеру зрительной работы относится к постоянному общему наблюдению за ходом производственного процесса (VII разряд, подразряд а). В помещениях, где производятся зрительные работы данного разряда, освещение должно быть совмещённым (естественным и искусственным).
Величина коэффициента естественной освещённости (КЕО) должна соответствовать СНиП 23-05-10 и составлять не менее 0,6% при боковом освещении.
Согласно СНиП 23-05-10 искусственное освещение должно быть общее и обеспечивать освещённость не менее 200 лк.
Фактическая площадь остекления создаёт коэффициент освещённости 3%.
В программе DIALux 4.11 спроектировано помещение-цех, в котором будут проводиться операции по травлению.
Рис.1. План помещения для проведения операции травления
Общая площадь помещения составляет 50 м2, высота – 4м.
Точка, освещённость которой равна среднему значению, расположена в передней трети или ближе к середине помещения (в зависимости от равномерности освещения), т.е. там, где обычно размещают рабочие места. Освещённость определяют для рабочей поверхности на высоте 1 м от пола. [40]
В данном помещении рабочее место смещено чуть выше центра, чтобы не затруднять проход от двери. Боковые окна обеспечивают необходимую освещенность и находятся достаточно близко к рабочему месту. Ввиду того, что длина цеха большая, следует расположить 2 окна, приблизительно на одинаковом расстоянии, чтобы обеспечить равномерную освещенность помещения.
Рис.2 План расположения светильников.
Всего светильников: 12 шт.
Общий световой поток: 112000 лм;
Общая мощность:2784 Вт;
Равномерность на рабочей поверхности:
Emax =70 лк; Ecp = 40 лк; Emin= 10 лк.
Emin / Ecp: 0,200 (1:2)
Emin / Emax: 0,110 (1:2)
Общее искусственное освещение обеспечивается газоразрядными источниками света и обеспечивает освещённость 300 лк.
В качестве источника света выбрана газоразрядная лампа NPESM 06 158 фирмы EEE. Далее представлены некоторые характеристики выбранной лампы [41].

Рис. 3. Типы искусственноых источников света.
Чтобы искусственное освещение удовлетворяло требованиям СНиП 23-05-10, необходимо разместить 4 лампы равномерно над рабочим местом.
Воздушная среда
Травление осуществляется в помещении с активной химической средой. При работе на участке травления печатных плат выделяется большое количество вредных газообразных веществ. Травление происходит в растворе хлорного железа, температура которого составляет 60 – 70°С.
При этом выделяется хлорид меди CuCl2, водород Н, возможно выделение хлора Cl. Хлор относится ко второму классу опасности (высокоопасные вещества), его предельно допустимая концентрация в воздухе рабочей зоны не должна превышать 1 мг/м3 , согласно ГОСТ 12.1.005-88. Он может вызвать тяжёлые отравления со смертельным исходом.
Фактическая температура в помещении равна в среднем 23°С.
Влажность воздуха составляет 40 – 50%. Скорость движения воздуха равна 0…0,1 м/с
Таким образом, значения температуры, влажности и скорости движения воздуха в помещении соответствуют требованиям как оптимизированные значения (ГОСТ 12.1.005-88). Выделяемый в процессе травления водород, при смешивании с атмосферным кислородом образует взрывоопасную смесь. По степени пожарной опасности данное производство согласно СНиП П-90-81 может быть отнесено к категории Д, так как характеризуются наличием только несгораемых веществ и материалов в холодном состоянии.
Аннотация
В данном дипломном проекте разрабатывается конструктивное исполнение блока преобразования сигнала РЛС, разрабатывается конструктивное исполнение ячейки АЦП, входящей в блок, согласно исходным данных и требованиям технического задания. Проводятся конструкторские расчёты несущей конструкции (блока) и ячейки. Приводится технология изготовления печатной платы, технология сборки блока. Рассчитываются показатели технологичности для блока. Разрабатывается схема сборности блока и маршрутные карты на изготовление печатной платы.
Проводится экономический расчёт проекта и приводится его экономическая целесообразность.
Рассчитывается система освещения и вентиляция для производственного помещения.
Делается заключение о выполненной работе, ее новизне и практической применимости.
\
Оглавление
Введение. 9
1 Анализ исходных данных и разработка технического задания на конструирование. 10
1.1 Исходные данные для проектирования 10
1.2 Выбор и обоснование темы 10
1.3 Описание принципа работы блока по схемам блока и модуля на печатной плате 11
1.4 Поверочные расчеты 15
1.4.1 Расчёт потребляемой мощности ячейки. 15
1.4.2 Ориентировочный расчёт надежности. 16
1.5 Разработка технического задания на конструирование 19
1.5.1 Наименование и область применения. 19
1.5.2 Технические требования. 19
1.5.2.1 Назначение. 19
1.5.2.2 Технические требования. 20
1.5.2.3 Конструктивные требования. 20
1.5.2.4 Требования по надежности. 20
1.5.2.5 Условия эксплуатации. 21
1.5.2.6 Механические воздействия. 21
1.5.2.7 Условия хранения и транспортировки. 21
1.5.2.8 Серийность. 21
1.5.2.9 Исходные данные. 21
2 Конструкторская часть. 22
2.1 Выбор и обоснование метода конструирования. 22
2.2 Разработка и анализ вариантов конструкции. 25
2.3 Разработка и обоснование конструкции функциональной ячейки. 26
2.4 Выбор способов электрических и механических соединений. 27
2.5 Выбор материалов и защитных покрытий 28
2.6 Конструкторские расчеты 30
2.6.1 Расчет размеров печатных проводников. 30
2.6.2 Расчет диаметров переходных отверстий. 31
2.6.3 Расчет теплового режима блока. 32
2.6.4 Выбор способа охлаждения функциональной ячейки. 35
2.6.5 Расчет и анализ надежности. 38
2.6.6 Расчёт конструкции ячейки на вибропрочность. 41
2.6.7 Расчёт конструкции ячейки на ударопрочность. 45
2.7 Использование САПР при разработке дипломного проекта 48
2.7.1 Использование САПР при проектировании функциональной ячейки ………………………………………………………………………..48
2.7.2 Использование САПР при проектировании блока. 52
3 Технологическая часть. 52
3.1 Разработка схемы сборности. 52
3.2 Оценка технологичности. 54
3.2.1 Коэффициент механизации подготовки элементов к монтажу. 57
3.2.2 Коэффициент автоматизации и механизации монтажа изделия. 58
3.2.3 Коэффициент сложности сборки. 58
3.2.4 Коэффициент механизации операций контроля и настройки электрических параметров. 59
3.2.5 Коэффициент прогрессивности формообразования. 59
3.2.6 Коэффициент повторяемости ЭРЭ.. 59
3.2.7 Коэффициент точности обработки. 60
3.2.8 Комплексный показатель технологичности. 60
3.2.9 Уточнение годового выпуска. 61
3.2.9.1 Уточнение годового выпуска для блока. 61
3.2.9.2 Уточнение годового выпуска печатной платы.. 61
3.2.9.3 Такт и ритм выпуска блока. 61
3.3 Технология изготовления печатной платы 62
3.4 Выбор технологического оборудования и оснастки. 65
3.5 Схема технологического процесса сборки функциональной ячейки. 67
3.6 Типовой технологический процесс сборки и монтажа унифицированной конструкции блока…. 67
4. Организационно-экономическая часть. 69
4.1 Введение 69
4.2 Описание продукта 70
4.3 Анализ рынка сбыта 70
4.4 Конкурентоспособность 70
4.5 План маркетинга 71
4.6 План производства 71
4.7 Организационный план 73
4.8 Расчет трудозатрат и договорной цены 79
4.8.1 Материалы,покупные изделия и полуфабрикаты.. 79
4.8.2 Специальное оборудование для научных(эксперементальных) работ 81
4.8.3 Основная заработная плата научного персонала. 81
4.8.4 Дополнительная заработная плата научного персонала. 82
4.8.5 Отчисления в страховые фонды. 83
4.8.6 Командировочные расходы. 83
4.8.7 Оплата работ, выполняемых сторонними организациями. 83
4.8.8 Накладные расходы.. 83
4.8.9 Прочие расходы.. 83
4.8.10 Себестоимость. 83
4.8.11 Прибыль. 83
4.8.12 НДС. 83
4.8.13 Договорная цена. 84
4.9 Технико-экономическое обоснование целесообразности и выполнения проекта 84
4.10 Выводы 85
5. Экологичность и безопасность проекта. 86
5.1 Введение 86
5.2 Условие зрительной работы 87
5.3 Воздушная среда 90
5.4 Технологический процесс изготовления блока 91
5.5 Мероприятия по обеспечению условий труда 93
5.5.1.Расче местной вентиляции при пайке 95
5.5.2 Расчет выделения тепла и влаги 97
5.6 Вывод 102
Заключение. 103
Библиографический список. 104
Приложение
П1. Спецификация на блок
П2. Спецификация на ячейку
П3. Перечень элементов на функциональную ячейку
П4. Перечень элементов на блок
П5. Маршрутные карты сборки блока
П6 Спецификация на ячейку генератора шумов
Введение
Роль и значение работ, связанных с разработкой конструкции и технологии производства, в общем процессе создания электронной аппаратуры все более возрастает. Это связано, с одной стороны, с ростом степени интеграции применяемой микроэлектронной элементной базы, что требует новых подходов к решению задач компоновки, помехоустойчивости, обеспечения нормальных тепловых режимов и высокой надежности. С другой стороны – расширением сфер применения ЭА, что требует современных методов конструирования и технологических процессов, обеспечивающих оптимальное сочетание необходимых эксплуатационных и экономических характеристик. Поэтому от правильного решения конструкторских и технологических проблем при проектировании ЭА зависит в конечном итоге ее потребительская жизнь.
1 Анализ исходных данных и разработка технического задания на конструирование
Исходные данные для проектирования
1. Схема электрическая принципиальная блока автоматической компенсации шумовых сигналов – МРАГ.468365.005Э3.
2. Схема электрическая принципиальная модуля на печатной плате – МРАГ.468742.008Э3.
3. Напряжение питания – 220 В.
4. Условия эксплуатации: наземная, передвижная, не работающая на ходу, климатическое исполнение УХЛ 4.3 по ГОСТ 15150-69; относительная влажность воздуха от 45% до 98% при температуре от -40°C до +65°C; давление до 11 кПа;
5. Вероятность безотказной работы Р(t) = 0,98 за 1000 ч.
6. Габаритные размеры не более – 530´480´220 мм.
7. Масса и стоимость – минимальные.
8. Тип производства – мелкосерийное.
Выбор и обоснование темы
Тема: «Блок преобразования кодовых временных интервалов».
В процессе развития радиотехники и электроники шкаф претерпел серьезные изменения, требовалось устройство которое могло бы в автоматическом режиме преобразовывать сигналы.
Блок преобразования кодовых временных интервалов относится к устройствам систем автоматики, телемеханики, вычислительной техники и связи и может быть использован в системах сбора, обработки и передачи многоканального потока информации.
Работа этого блока основана на подсчете числа периодов генератора тактовых импульсов в измеряемые интервалы времени и представлении полученного числа в двоичном коде и может обеспечить надежный прием и достоверную регистрацию поступающих с переменной интенсивностью мощных потоков данных, когда скорость поступления и объем информации значительно превышает пропускную способность средств образки, и поэтому может быть использован в современных системах, предназначенных для приема и обработки данных, поступающих к ним по каналам связи от множества отдаленных терминалов.
Также устройство должно идти на экспорт и должно отвечать все требованиям заказчика. В соответствии с этим нужно рассмотреть аналоги, выбрать и усовершенствовать их для данного изделия.
Разработка устройства должна быть выполнена с приоритетом минимальных массогабаритных параметров и на современной элементной базе.
Описание принципа работы блока по схемам блока и модуля на печатной плате
Описания принципа работы блока осуществляем по электрической схеме блока БПКВИ МРАГ.468365.005Э3 и по электрической схеме ячейки БПКВИ -01 МРАГ.468742.008Э3
В блоке применен принцип квадратурной компенсации помех. Блок БПКВИ содержит три одинаковых компенсационных канала (КК) по числу компенсируемых помех.
Функциональная схема блока БПКВИ приведена на рисунке 1.

Сигнал основного (защищаемого) канала приходит на плату 2m c широкополосной линией задержки, которая выравнивает время прохождения сигналов основного канала (ОК) с временем прохождения сигналов в КК от входа блока до схемы вычитания (ячейка БПКВИ -05).
Сигнал помехи каждого КК поступает на вход соответствующей ячейки регулируемого усилителя (РУ) [ячейка БПКВИ -07], которая изменяет амплитуду и фазу входного сигнала управляющими напряжениями, вырабатываемыми в соответствующих цепях корреляционной обратной связи (КОС) [ячейки БПКВИ Е-06, Б БПКВИ -08, БПКВИ -09]. Подключение соответствующего КК к защищаемому каналу происходит по командам
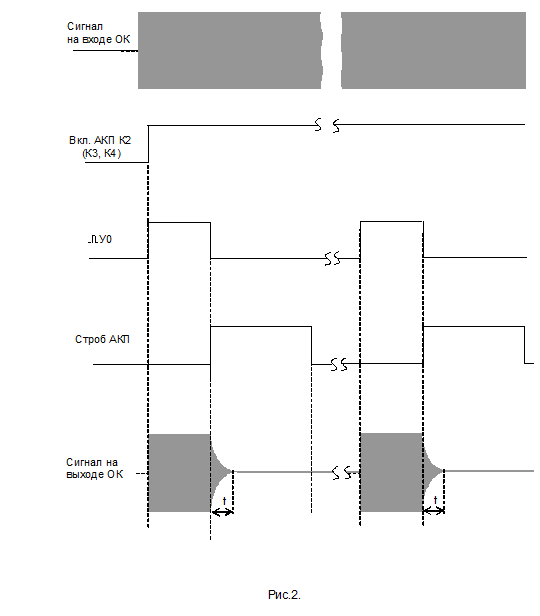
« Вкл.АКП К2 (3, 4)», поступающим на ячейку управления блоком БАКШС -10. Команда « Строб АКП» задает время, в течение которого цепи КОС замкнуты и формируют управляющие напряжения для РУ. По окончании команды « Строб АКП» КОС размыкается и выработанные управляющие напряжения запоминаются и сохраняются до следующего включения (цикла) режима АКП. Под действием управляющих напряжений амплитуда и фаза сигнала помехи КК должны изменяться в ячейке БПКВИ -07 так, чтобы этот сигнал, поступив в ячейку вычитания БПКВИ -05, скомпенсировал сигнал той же помехи, принятой основным каналом å (jв, jн).
Импульс «У0» обнуляет значения управляющих напряжений, сформированных в КОС во время предыдущего цикла работы АКП и подготавливает цепи КОС к работе в следующем цикле АКП.
Временное положение команд и примерный вид осциллограмм помехового сигнала на выходе блока показан на рисунке 2.
Выходной сигнал ячейки БПКВИ -05 усиливается в ячейке БПКВИ -06, распределяется на три цепи КОС и поступает на входы ячеек фазового детектора БПКВИ -09. На другие входы ячеек БПКВИ -09 поступают сигналы соответствующих КК после их усиления и ограничения по уровню в ячейках БПКВИ -08. В этой ячейке находится и плавный фазовращатель на 360º, осуществляющий регулировку фазы сигнала КК, что обеспечивает формирование отрицательной обратной связи в системе КОС.
Работоспособность блока БПКВИ проверяется в режиме контроля при установке тумблеров КОНТРОЛЬ и ГШ в верхнее положение. Ячейка БПКВИ -01 формирует непрерывный шумовой контрольный сигнал, который распределяется между основным каналом и тремя КК. Уровень сигнала ГШ регулируется потенциометром УР ГШ. Фаза контрольного сигнала, поступающего в ОК, изменяется переключателем ФАЗА с передней панели блока.
Поверочные расчеты
Дата: 2019-11-01, просмотров: 349.