Сортамент проката
Прокат можно разделить на пять основных групп: 1) заготовки всех видов, 2) сортовая сталь, 3) листовая сталь, 4) специальные виды проката, 5) трубы.
Заготовки всех видов или полупродукт включают блюмы, слябы, заготовки передельные, осевые, трубные, кузнечные и другие. Они являются исходным материалом для последующей прокатки сортовых, листовых профилей, специальных видов проката и бесшовных труб.
Сортовую сталь (рис. 22.1), в свою очередь, можно разделить на профили массового потребления и профили специального назначения. К первой группе профилей относят круглую квадратную, .шестигранную, полосовую и угловую сталь, проволоку, швеллеры, двутавровые балки и др. Ко второй группе рельсы, профили особой формы, применяемые в строительств (шпунтовые сваи и др.), машиностроении (автообод, кольцо автообода, опорная планка направляющего ножа трактора др.) и других отраслях народного хозяйства.
Листовая сталь в зависимости от толщины листов разделяется на две основные группы: толстолистовую — толщина 4. ..160 мм, тонколистовую — толщиной 1,2. ..4 мм.
К специальным видам проката относят бандажи, шар цельнокатаные колеса и периодические профили (переменно поперечное сечение по длине полосы).
Стальные трубы разделяют на бесшовные и сварные. Доля стальных труб в общем выпуске проката с каждым годом увеличивается, особенно быстро растет производство сварных труб.
Размеры и допуски на прокат, требования к качеству поверхности, механическим и технологическим свойствам определяются государственными и отраслевыми стандартами (ГОСТами, ОСТами) или техническими условиями (ТУ).
Основные технологические операции прокатного производства
Технологический процесс прокатки представляет собой комплекс последовательных термомеханических операций, выполняемых на соответствующем оборудовании и в определенной последовательности и предназначенных для получения продукции с заданными показателями качества (точности формы и геометрических размеров, состояния поверхности и т. д.). Наиболее общая схема технологического процесса прокатки включает операции подготовки исходного металла к прокатке, нагрева перед обработкой давлением, собственно прокатки для получения заданного профиля, отделку проката и контроль его качества. В зависимости от стадии прокатки (производство заготовок или готовой продукции из слитка или литой заготовки) и вида проката число технологических операций и их последовательность может изменяться.
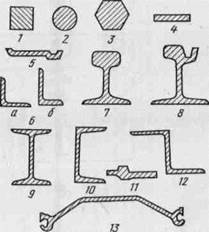
Рис. 22.1. Профили сортовой стали
1 — квадратный; 2 — круглый; 3 — шестигранный; 4 — полосовой; 5—автообод; 6 — угловой (а — равнобокий, б — нерав-нобокий); 7 — рельс железнодорожный; 8 — рельс трамвайный; 9 — балочный; 10 — швеллерный; 11 — опорная планка направляющего колеса трактора; 12 — зетовый профиль; 13 — шпунт
Схема технологического процесса производства сортового проката из слитков приведена следующая:1 -слиток (1 слитки), 2-нагрев слитков в нагревательных колодцах, 3-прокатка на блюминге, 4- зачистка поверхностных дефектов на машине огневой зачистки, 5-раскрой раската на ножницах на блюмы., 6-прокатка на непрерывном заготовочном стане, 7-раскрой раската на заготовки, 8-охлаждение на холодильнике,9- зачистка поверхностных дефектов (2-9 - получение полупродукта), 10-нагрев заготовок в методической печи, 11-прокатка на сортовом стане, 12-раскрой проката на заданные длины, 13-охлаждение проката (10-13 –получение готового сортового проката), 14-термическая обработка проката, 15 –правка, 116-зачистка поверхностных дефектов, 17-упаковка, маркировка, взвешивание, отгрузка готовой продукции (14-17—отделка проката) .
При подготовке исходного металла к прокатке с него удаляют различные поверхностные дефекты, что увеличивает выход готового проката. Эта операция особенно необходима при прокатке качественной углеродистой и легированной стали. При прокатке контролируют начальную и конечную температуру, заданный режим обжатия. Для контроля за состоянием
перекатываемого металла, называют вытяжными. К вытяжным калибрам относят прямоугольные (ящичные), ромбические, квадратные, овальные и др.
Для постепенного приближения поперечного сечения прокатываемой заготовки к готовому профилю применяют подготовительные или предчистовые калибры. Форма чистового калибра точно соответствует форме готового проката, но размеры калибра приняты с учетом коэффициента температурного расширения металла и минусового допуска.
Важнейшая задача калибровки — расчет режима обжатий при прокатке. Устанавливая режим обжатия, учитывают пластичность металла и его сопротивление деформации, допустимый угол захвата, прочность валков и деталей стана, мощность двигателя, величину уширения.
Дата: 2019-07-30, просмотров: 301.