Основные понятия производства и технологических процессов
Производственный процесс - совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий.
Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Деталь - изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций.
Любое производство классифицируется 3 категориями: тип производства, вид производства, часть производства.
Типы производства - это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделия.
Различают 3 производства: массовый, серийный и единичный.
Массовым называют производство, характерное большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых длительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. При массовом производстве для каждой операции выбирается наиболее производительное дорогое оборудование. Рабочее место оснащают высокопроизводительными устройствами и приспособлениями. В результате чего при большом объеме выпуска изделий достигается наиболее низкая себестоимость продукции.
Серийным называют производство, характерное изготовлением повторяющихся партий изделий. Размеры партий (количество заготовок, одновременно подаваемых на рабочее место) могут быть большими или малыми. Они определяют серийность производства. Различают производства: крупносерийное, среднесерийное и мелкосерийное. Чем крупнее партия, тем реже сменяемость на рабочих местах, тем ближе производство приближается к массовому типу производств. И, соответственно, себестоимость выпускаемой продукции уменьшается. В приборостроении крупносерийным считается производство, при объеме выпуска не менее 5000 штук в год, среднесерийное производство - 1000-5000, мелкосерийное - до 1000 штук в год.
Единичным называют производство, характерное малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается. Высокая себестоимость продукции.
Вид производства - это классификационная категория производства, выделяемая по признаку применяемого метода изготовления изделия и наличия технологической подготовки производства. Пример: литейная, сварочная, механо-обраб. и т.д.
Части производства - это понятие, включающее в себя основные и вспомогательные производства.
Основное производство - это производство товарной продукции, которая изгот. изд. для поставки, то есть изготовление заготовок, готовых деталей и их сборка.
Вспомогательное производство - это производство средств, необходимых для обеспечения функционирования основного производства, то есть вспомогательные операции.
Технологический процесс - это часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния предмета труда. Под изменением состояния понимается: изменение формы, размеров, физических свойств предмета и тому подобное. К предметам труда относятся заготовки и изделия.
Виды технологических процессов:
Единичный технологический процесс разрабатывается для изготовления группы изделий с общими конструктивными и технологическими признаками.
Групповой технологический процесс разрабатывается для изготовления группы изделий с разными конструктивными признаками, но общими технологическими признаками.
Структура технологического процесса:
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте.
Установка - часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
Технологический переход - законченная часть технологической операции, выполняемая одними и теми же средствами технол. осн-я при постоянных технологический режимах и установке.
Вспомогательный переход - законченная часть технологической операции, состоящей из действий человека и/или оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимые для выполнения технологического перехода. Входит: замена инструмента…
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки и сопровождается изменением форм, размеров, качества поверхностей и форм поверхности заготовки.
Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования.
Прием - законченная совокупность действий человека при выполнении определенной части операции, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Пример: переключить станок. Прием является частью вспомогательного перехода.
Испытание машин
Целью испытания машин является проверка правильности работы и взаимодействия всех механизмов машины, проверка ее мощности, производительности и точности. Таким образом, испытание машины является проверкой общего качества Машин, полученного в результате всего производственного процесса ее изготовления. В зависимости от вида, назначения и масштаба выпуска машины, машины проходят испытание на холостом ходу (проверка работы механизмов и паспортных данных), в работе под нагрузкой, а так же испытания на производительность, жесткость, мощность и точность.
Испытания на холостом ходу. При этом испытании проверяют все включения и переключения органов управления и механизмов машины. Определяют правильность их взаимодействия и надежность блокировки. Проверяют безотказность действия и точность работы автоматических устройств. Вместе с тем проверяют соблюдение норм правильности работы подшипников, зубчатых колес и так далее.
Испытания машины под нагрузкой. Должны выявить качество ее работы в производственных условиях. Поэтому, для работы машины создаются условия, близкие к условиям эксплуатации.
Испытания на производительность. Подвергают обычно не все машины, а лишь машины специального назначения и опытные образцы. В процессе испытания выявляют: достаточно ли полно отвечает изготовленная машина по производительности требованиям заказа, обеспечен ли выпуск требуемого количества изделий в единицу времени, обладает ли машина требуемой скоростью.
Испытания на жесткость. Проходят, главным образом, станки. Сейчас испытания машины на жесткость стандартизированы.
Испытания на мощность. Этим испытаниям подвергают все машины, выпускаемые единичным порядком и все или выборочно машины, выпускаемые серийно. Не испытывают на мощность машины простейшей конструкции, а так же машины, которые заведомо обладают большим запасом мощности. Испытания машины на мощность имеют целью определить ее КПД при максимальном значении нагрузки. Нагрузку машине создают при помощи специальных тормозных устройств, воспроизводящих максимальные силы и моменты, соответствующие тем, что возникают при эксплуатации машин.
Испытания на точность. Испытывают машины, производящие, сортирующие и контролирующие продукцию (станки, прессы, сортирующие и контролирующие машины). Контроль машин на точность должен дать заключительную оценку качества машины. Ее способность производить продукцию требуемого качества. Поэтому, оценку точности машины при проведении испытаний дают по результатам ее действия, а это по точности обрабатываемых деталей, по точности выполнения сортировки, по контролю.
Получение заготовок ковкой
Ковка - вид горячей обработки металлов давлением, при котором металл деформируется под действием ударов универсального инструмента (молота). Металл свободно течет в сторону, не ограничиваясь рабочими поверхностями инструмента. Ковкой получают заготовки для последующей механической обработки. Эти заготовки называют коваными поковками или просто поковками. Ковку подразделяют на ручную и машинную. Последнюю подразделяют на молотах или гидравлических прессах. Ковка является единственно возможным способом изготовления тяжелых заготовок в единичном производстве. Как правило, на каждом машиностроительном предприятии имеется хотя бы один молот или гидравлический пресс.
Плазменная обработка
Среда, в которой значительная часть молекул или атомов ионизирована, называется плазмой. Плазма находит технологическое применение, прежде всего, в процессах, которые требуют высокотемпературного концентрированного нагрева значительных зон заготовки. В промышленности широко используется плазменная резка металлов, плазменная наплавка, сварка, напыление тугоплавких металлов, а так же комбинированное воздействие, называемое плазменной механической обработкой. Для получения плазмы, используемой в технологических целях, разработан ряд устройств, называемых плазматронами или плазменными горелками. Наиболее распространены плазмотроны, в которых нагрев газа до температуры образования плазмы осуществляется электрическим дуговым разрядом. Принципиально тот же результат можно достигнуть и при сжигании горючих смесей в обычных горелках, но эффективность таких устройств значительно ниже. Плазмообразующие газы во всех вариантах плазмотронов могут быть различными. В технологических целях применяют, как правило, низкотемпературную плазму, представляющую собой частично ионизированный газ с температурой 103-105 К.
Основными характеристиками плазменного источника энергии является его тепловая мощность, определяемая отношением количества теплоты, вводимой в основной металл, ко времени ее введения, а так же коэффициент сосредоточенности, определяющий распространение теплового потока по поверхности обрабатываемого изделия. При использовании плазменной струи часть энергии расходуется на нагрев анода сопла. Поэтому с энергетической точки зрения более рационально использовать плазменную дугу, чем плазменную струю. Плотность теплового потока у плазменных источников энергии выше, чем у открытой дуги. Нагрев газа в плазматроне приводит к резкому уменьшению плотности газа, за счет чего увеличивается скорость его истечения. Большая скорость потока плазмы при выходе ее из плазматрона позволяет получать значительный газодинамический напор, который растет с увеличением силы тока и может быть использован в различных технологических целях. Нагрев детали и материалов до невысоких температур (ниже точки их плавления) с помощью плазменных горелок используется сравнительно редко. Однако применяется плазменная механическая обработка металлов. Сущность этого метода состоит в том, что при обработке резанием высокопрочных материалов и сплавов перед резцом устанавливается плазматрон, нагревающий узкую зону обрабатываемого материала. Так как при нагреве прочность обрабатываемого материала снижается, а пластичность увеличивается, можно увеличить подачу и глубину резания. Плазменная механическая обработка применяется при изготовлении деталей из жаропрочных сплавов и сталей на базе вольфрама, молибдена и других материалов. Плавка металлов, сплавов, а так же неметаллических материалов с использованием плазменного нагрева получила широкое распространение, так как данный способ отличается высокой стабильностью, простотой и гибкостью технологического процесса. Наиболее распространенной является схема плавки в водоохлаждаемый кристаллизатор. В таких установках обычно выплавляют сложнолегированные сплавы, например, инструментальные стали. Довольно широко используется сварка с использованием плазменных источников, поскольку по сравнению со свободно горящей электрической дугой удается получить большую глубину проплавления, меньшую ширину шва и наиболее узкую зону термического влияния. Процесс идет с большой скоростью при улучшении качества сварного шва. Плазменная наплавка используется для нанесения поверхностных слоев (чаще всего из металлов и сплавов, отличных по составу от материала подложки) с целью повышения эксплуатационных свойств детали. Для наплавки применяют материалы с поверхностной износостойкостью, высокой твердостью, коррозионной и термической стойкостью и др. Возможна многослойная наплавка. Наплавку производят плазменной струей, что дает возможность регулировать глубину проплавления основного металла посредством изменения расстояния между плазматроном и заготовкой. В качестве плазмообразующих газов используется аргон и водород. Плазменной наплавкой упрочняют отдельные детали станков, изготавливают режущие инструменты из обычных углеродистых сталей с наплавкой рабочих лезвий из инструментальных сталей. Плазменное на пыление отличается тем, что наносимый материал нагревается внутри самого плазматрона, а затем насаждается на подложку. Плазменную наплавку применяют для нанесения на стальные подложки меди, бронзы и хромоникелевые сплавы. Металлические покрытия, получаемые с помощью плазменного напыления, чаще всего состоят из вольфрама, молибдена, кобальта, никеля и других металлов и сплавов при достаточно высокой температуре плавления. Напыленные оксидные покрытия отличаются высокой жаростойкостью и сравнительно низкими показателями тепло - и электропроводности. Плазменным напылением получают тонкостенные детали сложной геометрической формы. Материал напыляют на оправки или шаблоны, которые потом могут или растворяться химическим путем или разбираться на части. Плазменной резкой можно разрезать практически любые материалы, тогда как кислородная резка пригодна только для углеродистой стали. Недостатком плазменной резки является то, что толщина разрезания заготовок не превышает 250-300 мм. В качестве плазмообразующих газов при резке используется аргон, азот, водород и их примеси.
Основные понятия производства и технологических процессов
Производственный процесс - совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий.
Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Деталь - изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций.
Любое производство классифицируется 3 категориями: тип производства, вид производства, часть производства.
Типы производства - это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделия.
Различают 3 производства: массовый, серийный и единичный.
Массовым называют производство, характерное большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых длительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. При массовом производстве для каждой операции выбирается наиболее производительное дорогое оборудование. Рабочее место оснащают высокопроизводительными устройствами и приспособлениями. В результате чего при большом объеме выпуска изделий достигается наиболее низкая себестоимость продукции.
Серийным называют производство, характерное изготовлением повторяющихся партий изделий. Размеры партий (количество заготовок, одновременно подаваемых на рабочее место) могут быть большими или малыми. Они определяют серийность производства. Различают производства: крупносерийное, среднесерийное и мелкосерийное. Чем крупнее партия, тем реже сменяемость на рабочих местах, тем ближе производство приближается к массовому типу производств. И, соответственно, себестоимость выпускаемой продукции уменьшается. В приборостроении крупносерийным считается производство, при объеме выпуска не менее 5000 штук в год, среднесерийное производство - 1000-5000, мелкосерийное - до 1000 штук в год.
Единичным называют производство, характерное малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается. Высокая себестоимость продукции.
Вид производства - это классификационная категория производства, выделяемая по признаку применяемого метода изготовления изделия и наличия технологической подготовки производства. Пример: литейная, сварочная, механо-обраб. и т.д.
Части производства - это понятие, включающее в себя основные и вспомогательные производства.
Основное производство - это производство товарной продукции, которая изгот. изд. для поставки, то есть изготовление заготовок, готовых деталей и их сборка.
Вспомогательное производство - это производство средств, необходимых для обеспечения функционирования основного производства, то есть вспомогательные операции.
Технологический процесс - это часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния предмета труда. Под изменением состояния понимается: изменение формы, размеров, физических свойств предмета и тому подобное. К предметам труда относятся заготовки и изделия.
Виды технологических процессов:
Единичный технологический процесс разрабатывается для изготовления группы изделий с общими конструктивными и технологическими признаками.
Групповой технологический процесс разрабатывается для изготовления группы изделий с разными конструктивными признаками, но общими технологическими признаками.
Структура технологического процесса:
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте.
Установка - часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
Технологический переход - законченная часть технологической операции, выполняемая одними и теми же средствами технол. осн-я при постоянных технологический режимах и установке.
Вспомогательный переход - законченная часть технологической операции, состоящей из действий человека и/или оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимые для выполнения технологического перехода. Входит: замена инструмента…
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки и сопровождается изменением форм, размеров, качества поверхностей и форм поверхности заготовки.
Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования.
Прием - законченная совокупность действий человека при выполнении определенной части операции, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Пример: переключить станок. Прием является частью вспомогательного перехода.
Экономичность технической обработки
 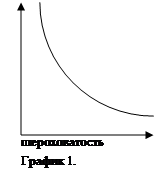 |
Производительность и себестоимость обработки заготовки в значительной степени зависит от предъявляемых требований: поточности и шероховатости поверхности.
Как показывает график 1, уменьшение шероховатости обрабатываемых поверхностей повышает трудоемкость и себестоимость по закону гиперболы. Это объясняется следующим: возрастает основное время в связи с появлением дополнительных проходов и снижением режимов резания. Увеличивается вспомогательное время, связанное с контрольными операциями, установка и выверка положения заготовки на станке, установка режущего инструмента применяется более точный и сложный, а следовательно и более дорогие станки. Возрастают затраты на режущий инструмент и в ряде случаев применяют более дорогие методы обработки.
Одним из основных и наиболее объективных критериев методов обработки, наиболее подходящих для данных конкретных условий вариантов обработки является его экономичность. Даже при обработке заготовок определенным методом необходимо установить экономичность применения того или иного типа разм. станка.
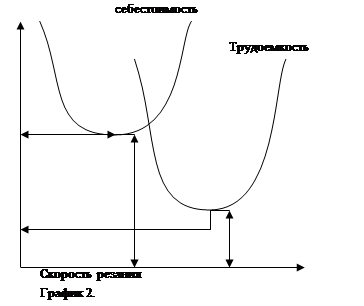
Экономичность механической обработки зависит не только от требуемой точности, применяемых методов обработки и станков, она изменяется так же в зависимости от режимов резания, выполняемых на одном станке (График 2).
  |
 |
Кривые на рисунке показывают, что при увеличении скорости резания себестоимость и трудоемкость в начале уменьшается до какого-то значения скорости, а затем происходит их увеличение в связи с увеличением скорости износа инструмента и, соответственно, увеличением затрат на его замену.
Необходимо заметить, что оптимальные скорости резания соответствующие минимальной себестоимости (СМ) и минимальной трудоемкости (ТН) не совпадают. Выбор скорости резания для каждого конкретного случая (по наибольшей производительности и по наименьшим затратам) производится в зависимости от сложившейся обстановки (степени срочности здания, степени загрузки данного станка, возможности инструментального цеха по восполнению повышенного расхода инструмента).
В любом случае скорость резания не должна выходить за пределы оптимальных скоростей производительности и себестоимости.
Дата: 2019-07-31, просмотров: 280.