Поскольку деталь представляет собой тело вращения цилиндр, то с учетом длины детали используем схему установки в самоцентрирующем трехкулачковом патроне на зажим, с базированием по торцу.
Схема базирования

Рис. 2
Схема установки
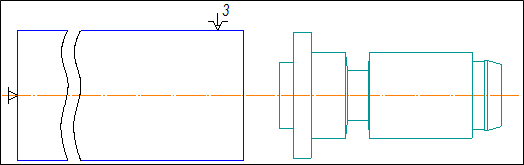
Рис. 3
Выбор оборудования, инструмента и оснастки
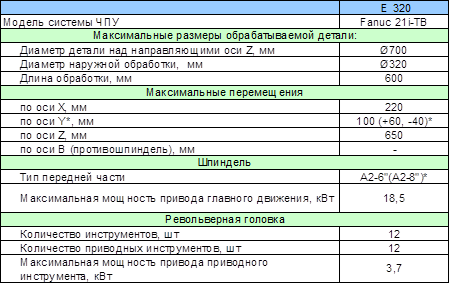
В результате того, что деталь имеет сложную конфигурацию и требует обработки со всех сторон, выбираем многоцелевой станок с ЧПУ «Fanuc 21i-TB» типа «Токарный обрабатывающий центр»: Romi E320.
Таблица №1. Характеристики станка Romi E320
Инструмент и оснастку выбираем по каталогам фирмы KennaMetall.
1. Резец подрезной чистовой (поверхности 8, 9)
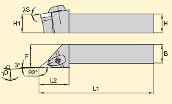 Рис. 5
Рис. 5
| Чертежный номер державки: MVJNL3225P16 Тип пластины: VNMG 160404 MN KC9110 Длина режущей кромки пластины: 11 Главный угол в плане: kr=90° Угол пластины: 35° Количество граней: 4 Радиус при вершине: 0,4 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
2. Резец подрезной черновой (поверхности 1, 2, 3, 5, 6, 8, 9)
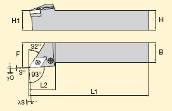 Рис. 6
Рис. 6
| Чертежный номер державки: PDJNL 32325 P15 Тип пластины: DNMG 150612 MN KC9125 Длина режущей кромки пластины: 11 Главный угол в плане: kr=93° Угол пластины: 55° Количество граней: 4 Радиус при вершине: 1,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
3. Резец канавочный (поверхность 4)
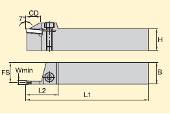 Рис. 8
Рис. 8
| Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 1 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
4. Резец канавочный (поверхности 7, 10, 11)
|
Рис. 8
| Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 1,5 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
5. Резец отрезной (поверхность 12)
|
Рис. 8
| Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 2 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
Расчет координат опорных точек траектории движения режущего инструмента
Расчет координат опорных точек выполним для инструментального перехода 01 (позиция 1) – черновое точение поверхностей 1, 2, 3, 5, 6, 8, 9.
Таблица №2
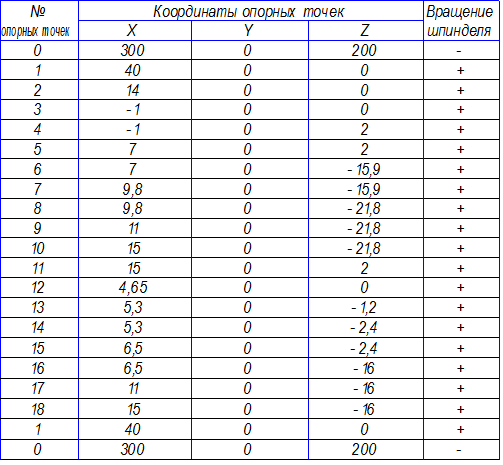
Схема траектории перемещения инструмента представлена на листе СамГТУ 3741–1308091–02.002.
Назначение режимов резания
Черновое точение пов-ей 1, 2, 3, 5, 6, 8, 9.
Vc =150 м/мин; fn=0,15 мм/об
D1=10 мм;  об/мин.
об/мин.
D1=5,3 мм;  об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке 3000 об/мин.
Машинное время: Тм = 1,05 мин.
Чистовое точение пов-ей 8, 9.
Vc =200 м/мин; fn=0,07 мм/об.
D1=6,5 мм;  об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке 3000 об/мин.
Машинное время: Тм = 0,3 мин.
Точение канавки 4.
Vc =70 м/мин; fn=0,05 мм/об.
D1=5,1 мм;  об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке устанавливаем 2000 об/мин.
Машинное время: Тм =0,15 мин.
Дата: 2019-07-30, просмотров: 483.