Электропечь состоит из камеры нагрева, тамбура с закалочным масляным баков в едином каркасе, щитов управления и механизма загрузки и разгрузки. В тамбуре печи и в камере нагрева установлены вентиляторы для обеспечения циркуляции атмосферы печи.
Нагревательную и закалочную камеру можно заполнять защитной атмосферой, предохраняющей закаливаемые детали от окисления и обезуглероживания. С помощью цепного механизма 6 корзину с деталями по направляющим роликам перемещают в нагревательную камеру 1. После нагревания и выдержки тем же цепным механизмом корзину перемещают в закалочную камеру 2 и вместе со столиком 3 погружают в закалочную жидкость (масло). После охлаждения столик поднимается пневмомеханизмом, и корзину выгружается из печи. Детали нагреваются в результате излучения электронагревателей 5 и конвективного теплообмена. Вентиляторы 4, установленные в нагревательной камере и в закалочном баке, предназначены для интенсификации теплообмена и равномерного нагрева и охлаждения деталей.
В данной механизированой электропечи проводят весь цикл термической обработки деталей, например, закалку и отпуск, а также цементацию.
Очистка от окалины
Для очистки стальных поковок, у которых не допускается упрочнение поверхности, применяют мокрую пескоструйную очистку (рис. 5). Поковки очищают внутри камеры на поворотном столе загрузочной тележки пистолетом, из которого под действием сжатого воздуха выбрасывается смесь песка и воды (пульпа). Для удаления водяной пыли вверху камеры предусмотрены отверстия для вытяжной трубы вентиляционной системы. Загрузочная тележка состоит из платформы, станины, двух пар колес и поворотного стола с катками. Передвижение тележки и вращение стола производится вручную. Катки и колеса установлены на шариковых подшипниках и надежно защищены от попадания воды и песка.
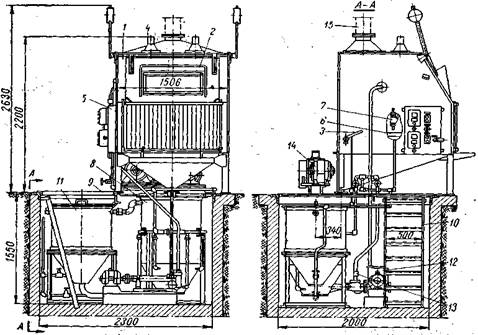
Рисунок 6 – Гидропескоструйная установка
1 – камера; 2 – дверца с резиновой занавеской; 3 – ручка управления клапаном; 4 – фонарь; 5 – пульт управления; в-поворотный стол; 7 – пистолет; 8 – смеситель; 9 – настил из металлических листов; 10 – лестница; 11 – отстойник; 12 – насос для пульпы; 13 – трубопровод; 14 – привод смесителя; 15 – вытяжная труба.
Термическая обработка после цементации. Для получения заданного комплекса механических свойств после цементации необходима дополнительная термическая обработка деталей.
В зависимости от условий работы, а также от выбранной для изготовления детали стали режим упрочняющей термической обработки может быть различен. Для тяжелонагруженных трущихся деталей машин, испытывающих в условиях работы динамическое нагружение, в результате термической обработки нужно получить не только высокую поверхностную твердость, но и высокую прочность (например, для зубчатых колес-высокую прочность на изгиб) и высокую ударную вязкость. Для обеспечения указанных свойств требуется получить мелкое зерно как на поверхности детали, так и в сердцевине. В таких ответственных случаях цементованные детали подвергают сложной термической обработке, состоящей из двух последовательно проводимых закалок и низкого отпуска.
При первой закалке деталь нагревают до температуры на 30–50 °С выше температуры Ас з цементируемой стали. При таком нагреве во всем объеме детали установится аустенитное состояние (рис. 7). Нагрев до температур, лишь немного превышающих Ас3, вызывает перекристаллизацию сердцевины детали с образованием мелкого аустенитного зерна, что обеспечит мелкозернистость продуктов распада. При температуре t3, как видно на рис. 7, весь диффузионный слой переходит в аустенитное состояние, поэтому, чтобы предотвратить выделение цементита, проводят закалку.
При второй закалке деталь нагревают до температуры t3]I с превышением на 30–50 °С температуры Act (рис. 7). В процессе нагрева мартенсит, полученный в результате первой закалки, отпускается, что сопровождается образованием глобулярных карбидов, которые в определенном количестве сохраняются после неполной закалки в поверхностной заэвтектоидной части слоя, увеличивая его твердость. Вторая закалка обеспечивает также мелкое зерно в науглероженном слое.
Окончательной операцией термической обработки является низкий отпуск при 160–200 °С, уменьшающий остаточные напряжения и не снижающий твердость стали (рис. 7).
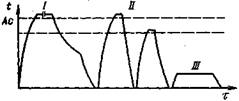
Рисунок 7‑Режим термической обработки ответственных деталей машин после цементации (схема): / – цементация; II – двойная закалка; /// – низкий отпуск
После двойной закалки и низкого отпуска поверхностный слой приобретает структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины детали зависит от легированности стали. Так как цементировалась легированная сталь, то в зависимости от количества легирующих элементов сердцевина может приобрести структуру бейнита или низкоуглеродистого мартенсита. Во всех случаях из-за низкого содержания углерода будет обеспечена достаточно высокая ударная вязкость.
Дата: 2019-07-30, просмотров: 433.