Введение
Системой электроснабжения называется комплекс устройств предназначенных для производства, передачи и распределения электроэнергии.
Сложность вопросов проектирования систем электроснабжения промышленных предприятий заключается в оптимальном, рациональном и эффективном решении этой проблемы. Именно комплексное решение данной задачи в совокупности с необходимыми требованиями и стандартами электроснабжения позволяют экономически и технически грамотно работать всему предприятию.
Нет необходимости говорить тяжелом финансовом состоянии промышленности, поэтому руководителям предприятий нужно решать данную проблему. Одними из самых прогрессивных мер в этом направлении являются мероприятия по сбережению энергоресурсов и, следовательно, уменьшению энергоемкости выпускаемой продукции, что приводит к снижению её себестоимости и повышению конкурентоспособности. Оптимальное сочетание экономических и технических решений при проектировании систем электроснабжения совместно с внедрением энергосберегающих технологий есть наиболее существенная мера решения этой задачи.
Качество электроэнергии в нашей энергосистеме часто не удовлетворяет нормам установленным ГОСТ. В этом повинны предприятия, на которых не всегда соблюдаются правила устройств электроустановок, а также не применяются технические решения по уменьшению влияния электроприемников (полупроводниковые преобразователи, вентильные электроприводы, дуговые печи, и т.д.) на качество электроэнергии.
Технически правильное решение при создании систем электроснабжения исключает появление недопустимых отклонений параметров электроэнергии (падение напряжения), неравномерное распределение токов по фазам, удорожание ремонтных, монтажных и эксплуатационных работ. Все это влияет на производительность предприятия и качество продукции.
Проект электроснабжение предприятия должен учитывать возможность дальнейшего развития и укрупнения производства и связанного с этим увеличения потребляемой мощности.
Основной целью задания ставится закрепление полученных на протяжении всего курса обучения знаний, получение опыта проектирования системы электроснабжения конкретного предприятия и подготовка к выполнению дипломного проекта.
Ведомость нагрузок РМЦ
Таблица 2. Механическое отделение
| № | Наименование отделение цеха и производственного оборудования | Модель или тип | Установленная мощность в единице, кВт | Количество, шт. | 
| КИ | Подгруппы электроприемников |
| 1 | Токарный станок | 11.2 | 2 | 0.4/2.29 | 0.12 | 1 | |
| 2 | Вертикально-сверлильный станок | 7.2 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 3 | Долбежный станок | 3.8 | - | - | - | - | |
| 4 | Координатно-расточный станок | 2.5 | 2 | 0.4/2.29 | 0.12 | 1 | |
| 5 | Копировально-фрезерный станок | 3.5 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 6 | Плоскошлифовальный станок | 2.8 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 7 | Горизонтально-фрезерный станок | 8.7 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 8 | Кран-балка | 7.3 | 1 | 0.5/1.73 | 0.2 | 2 | |
| 9 | Универсальный заточный станок | 1.75 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 10 | Вентилятор | 2.8 | 1 | 0.8/0.75 | 0.65 | 3 |
Заготовительное отделение
| 11 | Ножницы листовые | 7.0 | 1 | 0.4/2.29 | 0.12 | 1 |
| 12 | Трубогибочный станок | 7.0 | - | - | - | - |
| 13 | Труборезочный станок | 2.8 | 1 | 0.4/2.29 | 0.12 | 1 |
| 14 | Вальцовочная машина | 2.5 | 1 | 0.4/2.29 | 0.12 | 1 |
| 15 | Пресс листогибочный | 15.7 | - | - | - | - |
| 16 | Отрезной станок | 1.9 | 1 | 0.4/2.29 | 0.12 | 1 |
| 17 | Кран мостовой | 24.2 | 1 | 0.5/1.73 | 0.2 | 2 |
| 18 | Механическая ножовка | 1.7 | - | - | - | - |
| 19 | Обдирочно-точильный станок | 2.8 | 1 | 0.4/2.29 | 0.12 | 1 |
| 20 | Вентилятор | 4.5 | 1 | 0.8/0.75 | 0.65 | 3 |
Сварочное отделение
| 21 | Сварочный агрегат | 28 | 2 | 0.35/2.67 | 0.3 | 4 |
| 22 | Преобразователь сварочный | 14 | - | - | - | - |
| 23 | Машина электросварочная шовная | 50 | 1 | 0.7/1.02 | 0.25 | 5 |
| 24 | Таль электрическая | 0.85 | 1 | 0.5/1.73 | 0.2 | 2 |
| 25 | Вентилятор | 7.0 | 1 | 0.8/0.75 | 0.65 | 3 |
Термическое отделение
| 26 | Электропечь сопротивления | 15.0 | 1 | 0.95/0.33 | 0.7 | 6 |
| 27 | Печь муфельная | 2.6 | 1 | 0.95/0.33 | 0.7 | 6 |
| 28 | Высокочастотная установка | 60.0 | - | - | - | - |
| 29 | Шкаф сушильный | 2.5 | 1 | 0.85/0.62 | 0.5 | 7 |
| 30 | Вентилятор | 7.0 | 1 | 0.8/.75 | 0.65 | 3 |
Шлифовальный участок
| 31 | Плоскошлифовальный станок | 3.0 | - | - | - | - |
| 32 | Кругло-шлифовальный станок | 4.7 | 1 | 0.45/1.98 | 0.13 | 8 |
| 33 | Координатно-шлифовальный станок | 2.3 | 1 | 0.45/1.98 | 0.13 | 8 |
| 34 | Обдирочно-шлифовальный станок | 2.8 | 1 | 0.45/1.98 | 0.13 | 8 |
| 35 | Вентилятор | 4.5 | 1 | 0.8/0.75 | 0.65 | 3 |
Гальванический участок
| 36 | Преобразовательный агрегат | 20.0 | 2 | 0.95/0.33 | 0.8 | 9 |
| 37 | Шлифовальный станок | 1.7 | 1 | 0.45/1.98 | 0.13 | 8 |
| 38 | Полировочный станок | 3.2 | 1 | 0.65/1.17 | 0.24 | 10 |
| 39 | вентилятор | 2.8 | 2 | 0.8/0.75 | 0.65 | 3 |
Электроремонтное отделение
| 40 | Сушильный шкаф | 8.0 | 1 | 0.85/0.62 | 0.5 | 7 |
| 41 | Намоточный станок | 0.8 | 2 | 0.6/1.33 | 0.2 | 11 |
| 42 | Испытательный стенд | 20.0 | 1 | 0.8/0.75 | 0.15 | 12 |
| 43 | Установка испытания изоляции | 2.5 | - | - | - | - |
| 44 | Тельфер | 2.8 | 1 | 0.5/1.73 | 0.2 | 2 |
| 45 | вентилятор | 2.8 | 1 | 0.8/0.75 | 0.65 | 3 |
Механосборочное отделение
| 46 | Универсальный фрезерный станок | 1.7 | 1 | 0.4/2.29 | 0.12 | 1 |
| 47 | Токарный многорезцовый автомат | 7.0 | 1 | 0.4/2.29 | 0.12 | 1 |
| 48 | Радиально-сверлильный станок | 6.9 | - | - | - | - |
| 49 | Вертикально-сверлильный станок | 1.0 | 1 | 0.4/2.29 | 0.12 | 1 |
| 50 | Строгальный станок | 2.8 | 2 | 0.4/2.29 | 0.12 | 1 |
| 51 | Карусельный станок | 28.0 | - | - | - | - |
| 52 | Универсально-заточный станок | 1.75 | 1 | 0.4/2.29 | 0.12 | 1 |
| 53 | Кран-балка | 7.3 | 1 | 0.5/1.73 | 0.2 | 2 |
| 54 | вентилятор | 4.5 | 1 | 0.8/0.75 | 0.65 | 3 |
Значения КИ выбираем по [3].
Выбор системы питания
Система электроснабжения любого промышленного предприятия может быть разделена условно на две подсистемы – питания и распределения электроэнергии внутри предприятия.
В систему питания входят питающие линии электропередач (ЛЭП) и ППЭ. Для учебного проектирования принято считать, что канализация электрической энергии от источника питания до ППЭ осуществляется двухцепными воздушными линиями электропередач соответствующего напряжения. Поэтому после привязки ППЭ к какому-либо цеху порядок выбора системы питания необходимо проводить в следующей последовательности.
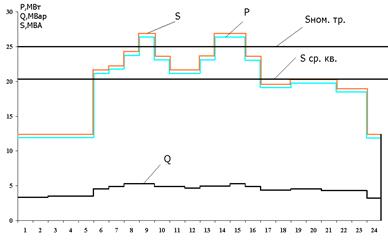
Графики нагрузок ПГВ
Выбор трансформаторов ППЭ производится по ГОСТ 14209–85, которым задаются графики допустимых систематических нагрузок для различных типов трансформаторов.
Прежде чем воспользоваться графиками, необходимо заданный суточный график нагрузки преобразовать в эквивалентный двухступенчатый.
Нагрузочная способность трансформаторов рассчитывается по следующему алгоритму:
1. Исходя из заданного графика нагрузки определяется среднеквадратичное значение полной мощности
 кВА,
кВА,
где S1, S2,…, Sn – нагрузка трансформаторов по полной мощности на различных ступенях графика нагрузки длительностью соответственно t1, t2,…, tn.
2. На ППЭ устанавливаются два трансформатора мощностью
 кВА.
кВА.
К выбору принимаем трансформатор ТДН-16000/110.
3. Определяем коэффициенты недогрузки и перегрузки.
Так как полная мощность двух трансформаторов больше максимальной суточной нагрузки предприятия, то проверка на перегрузочную способность не требуется.
Коэффициент аварийной перегрузки
 .
.
Коэффициент загрузки:
4. Проверка на перегрузочную способность в ПАР:
Коэффициент начальной загрузки
Коэффициент перегрузки
Значение 0.9КМАХ равно 1.512. Так как оно больше 1.5, то трансформатор не проходит по перегрузочной способности в ПАР.
Выбираем трансформатор большей мощности ТРДН-25000/110. (трансформатор трехфазный, двухобмоточный с расщепленной обмоткой низкого напряжения, охлаждение масляное с дутьём, регулирование под нагрузкой).
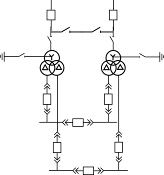
Выбор схемы ППЭ высокого напряжения.
Схемы электроснабжения выбираются из соображений надежности, экономичности и безопасности.
При выборе схемы учитывается класс напряжения, место расположения ППЭ, расстояния от системы (ИП) до завода.
Так как на предприятии имеются потребители второй категории, перерыв электроснабжения которых допускается на время ручного ввода резерва, то присутствует необходимость установки двух силовых трансформаторов. Выбираем следующую схему электроснабжения:
Выбор ВЛЭП проводится по экономической плотности тока.
Экономически целесообразное сечение провода определяется из соотношения:
Где JЭК определяем по ПУЭ [2].
где 
jЭК – экономическая плотность тока, равная 1.0 А/мм2.
Выбираем провод марки АС-70 с IДОП=265 А.
Проверяем выбранный провод на нагрев по длительно допустимому току:
в нормальном режиме IP<IДОП (72.1 А < 265 А).
в послеаварийном режиме 2Ip<IДОП (144.2 А < 265 А)
Проверка по потерям напряжения (ΔUнр<5%, ΔUпар<10%)
Потери напряжения в нормальном режиме:

Потери напряжения в после аварийном режиме:

Принимаем сечение 70 мм2.
Выбор рационального напряжения производится на основании ТЭР.
Для рассмотрения предварительных вариантов напряжения питания используется эмпирическая формула:
 кВ.
кВ.
В нашем случае выбор рационального напряжения питания проводить не нужно, так как в задании дано напряжения питания, равное 110 кВ.
Мощность электроприемников на 6 кВ составляет 58% от суммарной мощности предприятия, поэтому принимаем без технико-экономического обоснования Uрац = 6 кВ:
Суммарная мощность по заводу в целом:
Суммарная мощность шестикиловольтной нагрузки:
Процент шестикиловольтной нагрузки 58%
Выбор разъединителя
ü По напряжению установки Uуст £ Uном
ü по току Iнорм £ Iном, Iмах £ Iном
ü По электродинамической стойкости iу £ iпр, Iпо £ Iпр с
ü По термической стойкости Вк £ I2терtтер
Тепловой импульс квадратичного тока КЗ

где  -время отключения выключателя.
-время отключения выключателя.
 – время действия релейной защиты.
– время действия релейной защиты.
 – время отключения выключателя.
– время отключения выключателя.
Ta – постоянная времени затухания периодической составляющей то короткого замыкания.

Выбираем разъединитель типа РЛНО-110М/600 (разъединитель линейный, одноколонковый, наружной установки).
Расчетные и каталожные данные сведены в таблицу.
| Условия выбора | Расчетные данные | Каталожные данные |
| Uуст £ Uном | Uуст = 110 кВ | Uном = 6 кВ |
| Iмах £ Iном | Iмах = 72,2 А | Iном = 600 А |
| iу £ iпр | iу = 17,053 кА | iпр = 50 кА |
| Вк £ I2терtтер | Вк = 6,376 кА2с | I2терtтер = 100 кА2с |
Выбор вводных выключателей
Выбираем выключатели по условиям:
ü По напряжению установки Uуст £ Uном
ü По длительному току Iнорм £ Iном, Iмах £ Iном
ü По отключающей способности Iпt £ Iотк ном
ü По электродинамической стойкости iу £ iдин, Iпо £ Iдин,
где iдин – ток электродинамической стойкости
Iдин, – действующее значение периодической составляющей предельного сквозного тока.
ü По термической стойкости Вк £ I2терtтер
Выбираем выключатель ВВУ-110Б-40/2000У1 (выключатель воздушный усиленный для работы в районах с умеренным климатом).
Расчетные и каталожные данные выключателя сводим в таблицу
| Условия выбора | Расчетные данные | Каталожные данные |
| Uуст £ Uном | Uуст = 6 кВ | Uном = 110 кВ |
| Iмах £ Iном | Iмах = 72,2 А | Iном = 2000 |
| Iп t £ I отк ном | Iп t = 6,036 кА | I отк ном = 40 кА |
| iу £ iдин | iу = 17,053 кА | iдин = 102 кА |
| Iпо £ I дин | Iпо = 6,036 кА | I дин = 40 кА |
| Вк £ I2терtтер | Вк = 6,376 кА2с | I2терtтер = 1600 кА2с |
Выбор трансформатора тока
Условия выбора
ü По напряжению установки Uуст £ Uном
ü По току Iнорм £ I1норм Iмах£ I1норм
ü По конструкции и классу точности
ü По электродинамической стойкости iу £ iпр, Iпо £ Iпр с
ü По термической стойкости Вк £ I2терtтер
ü По вторичной нагрузке z2 £ z2 ном
| Прибор | Тип | Нагрузка, ВА | ||
| А | В | С | ||
| Счетчик активной и реактивной энергии с функциями ПКЭ | АЛЬФА ПЛЮС (А3) | 2,0 | 2,0 | 2,0 |
Выбираем трансформатор тока типа ТФЗМ110Б-I ХЛ1 (трансформатор тока с фарфоровой изоляцией, с обмоткой звеньевого типа, маслонаполненный).
ктер = 4 tтер = 3с
Общее сопротивление приборов
rприб = 
Допустимое сопротивление проводов

Принимаем кабель с алюминиевыми жилами, ориентировочная длина 50 м ТТ соединены в полную звезду, поэтому lрас = l, тогда минимальное сечение
где  – удельное сопротивление материала провода.
– удельное сопротивление материала провода.
Принимаем кабель АКРВГ с жилами сечения 6 мм2
Уточним полное сопротивление приборов:
 .
.
| Условия выбора | Расчетные данные | Каталожные данные | |
| Uуст £ Uном | Uуст = 110 кВ | Uном = 110 кВ | |
Iмах  I1ном I1ном
| Iмах = 72,2 А | I1ном = 100 А | |
| iу £ iдин | iу = 17,053 кА | iдин = 20 кА | |
| Вк £ I2терtтер | Вк = 6,376 кА2с | I2терtтер = 54 кА2с | |
| r2 £ r2ном | r2 = 1,05 Ом | r2ном = 1,2 Ом | |
Список литературы
1. Б.Н. Неклепаев И.П. Крючков Электрическая часть станций и подстанций М: Энергоатомиздат, 1989 г.
2. Правила устройства электроустановок М: 1996 г.
3. Справочник по проектированию электроснабжения / Под ред. Д.Г. Барыбина и др. М: Энергоатомиздат, 1990
4. Федоров А.А. Смирнв Л.Е. Учебное пособие для курсового и дипломного проектирования по ЭсПП М: Энергоатомиздат 1987 г.
5. Методические указания для выполнения курсового проекта по ЭсПП. Сост. С.Г. Диев А.Я. Киржбаум
6. Справочник по проектированию электрических сетей и систем /Под ред. С.С. Рокотяна, И.М. Шапиро М: Энергоатомиздат 1985 г.
7. В.К. Грунин, С.Г. Диев, В.В. Карпов, В.Ф. Небускин, В.К. Федоров, А.В. Щекочихин Расчет электрических нагрузок, выбор главных схем и оборудования промышленных предприятий, 2001 г.
Введение
Системой электроснабжения называется комплекс устройств предназначенных для производства, передачи и распределения электроэнергии.
Сложность вопросов проектирования систем электроснабжения промышленных предприятий заключается в оптимальном, рациональном и эффективном решении этой проблемы. Именно комплексное решение данной задачи в совокупности с необходимыми требованиями и стандартами электроснабжения позволяют экономически и технически грамотно работать всему предприятию.
Нет необходимости говорить тяжелом финансовом состоянии промышленности, поэтому руководителям предприятий нужно решать данную проблему. Одними из самых прогрессивных мер в этом направлении являются мероприятия по сбережению энергоресурсов и, следовательно, уменьшению энергоемкости выпускаемой продукции, что приводит к снижению её себестоимости и повышению конкурентоспособности. Оптимальное сочетание экономических и технических решений при проектировании систем электроснабжения совместно с внедрением энергосберегающих технологий есть наиболее существенная мера решения этой задачи.
Качество электроэнергии в нашей энергосистеме часто не удовлетворяет нормам установленным ГОСТ. В этом повинны предприятия, на которых не всегда соблюдаются правила устройств электроустановок, а также не применяются технические решения по уменьшению влияния электроприемников (полупроводниковые преобразователи, вентильные электроприводы, дуговые печи, и т.д.) на качество электроэнергии.
Технически правильное решение при создании систем электроснабжения исключает появление недопустимых отклонений параметров электроэнергии (падение напряжения), неравномерное распределение токов по фазам, удорожание ремонтных, монтажных и эксплуатационных работ. Все это влияет на производительность предприятия и качество продукции.
Проект электроснабжение предприятия должен учитывать возможность дальнейшего развития и укрупнения производства и связанного с этим увеличения потребляемой мощности.
Основной целью задания ставится закрепление полученных на протяжении всего курса обучения знаний, получение опыта проектирования системы электроснабжения конкретного предприятия и подготовка к выполнению дипломного проекта.
Описание технологического процесса
Станкостроение является отраслью крупного машиностроения.
Для данной отрасли характерно использование мощных приводов, обслуживающих станков и прессов.
В серийном производстве процесс изготовления деталей построен по принципу дифференциации операций. Отдельные операции закреплены за отдельным рабочим местом. Поэтому производство этого типа характеризуется необходимостью переналадки технологического оборудования при переходе на изготовление деталей другой партии. Для выполнения различных операций используют универсальные металлорежущие станки. Довольно широко используют с числовым программным управлением.
Оборудование может быть расположено по групповому признаку или по потоку (крупносерийное производство).
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительного время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
В массовом производстве применяют высокопроизводительное оборудование: специальные, специализированные и агрегатные станки, станки для непрерывной обработки, многошпиндельные автоматы и полуавтоматы, автоматизированные производственные системы, автоматические линии. Широко применяется многолезвийный и наборный специальный режущий инструмент, быстродействующие, автоматические и механизированные приспособления.
В крупносерийном и массовом производстве широко применяют поточную организацию производства. Она характеризуется расположением средств технологического оснащения в последовательности выполнения операций технологического процесса с определенным интервалом выпуска изделий.
Основным элементом поточного производства является поточная линия, на которой расположены рабочие места.
Основные потребители электроэнергии:
· Корпус заводоуправления: освещение, кондиционирование воздуха, вычислительная техника;
· Главный корпус: сборочный конвейер и сопутствующие в процессе сборки приводы, сварка;
· Компрессорная: приводы компрессоров;
· РМЦ: основная масса нагрузки–двигатели малой и средней мощности, печи и сварка;
· Лесосушилка: сушильные шкафы;
· Модельный цех: маломощная двигательная нагрузка;
· Насосная: мощные приводы насосов;
· РСЦ: приводы подъёмных механизмов, сварка.
В основном все потребители являются потребителями II категории.
Таблица 1. Ведомость электрических нагрузок завода
| № | Наименование цеха. | Установленная мощность, кВт. | Категория | Окружающая среда |
| 1 | Заводоуправление и ЦЗЛ | 100 | III | нормальная |
| 2 | Главный корпус (6 кВ) Главный корпус (0.4 кВ) | 3500 250 | II II | нормальная нормальная |
| 3 | Компрессорная (6 кВ) Компрессорная (0.4 кВ) | 12870 1400 | II II | нормальная нормальная |
| 4 | Ремонтно-механический цех | – | III | нормальная |
| 5 | Лесосушилка | 5720 | II | нормальная |
| 6 | Станция осветления воды | 80 | II | П-III |
| 7 | Модельный цех | 1160 | II | нормальная |
| 8 | Насосная (6 кВ) Насосная (0.4 кВ) | 6000 1400 | II II | нормальная нормальная |
| 9 | Ремонтно-строительный цех | 5200 | III | нормальная |
| 10 | Освещение цехов и территории завода | определяется по площади | II |
Ведомость нагрузок РМЦ
Таблица 2. Механическое отделение
| № | Наименование отделение цеха и производственного оборудования | Модель или тип | Установленная мощность в единице, кВт | Количество, шт. |
| КИ | Подгруппы электроприемников |
| 1 | Токарный станок | 11.2 | 2 | 0.4/2.29 | 0.12 | 1 | |
| 2 | Вертикально-сверлильный станок | 7.2 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 3 | Долбежный станок | 3.8 | - | - | - | - | |
| 4 | Координатно-расточный станок | 2.5 | 2 | 0.4/2.29 | 0.12 | 1 | |
| 5 | Копировально-фрезерный станок | 3.5 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 6 | Плоскошлифовальный станок | 2.8 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 7 | Горизонтально-фрезерный станок | 8.7 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 8 | Кран-балка | 7.3 | 1 | 0.5/1.73 | 0.2 | 2 | |
| 9 | Универсальный заточный станок | 1.75 | 1 | 0.4/2.29 | 0.12 | 1 | |
| 10 | Вентилятор | 2.8 | 1 | 0.8/0.75 | 0.65 | 3 |
Заготовительное отделение
| 11 | Ножницы листовые | 7.0 | 1 | 0.4/2.29 | 0.12 | 1 |
| 12 | Трубогибочный станок | 7.0 | - | - | - | - |
| 13 | Труборезочный станок | 2.8 | 1 | 0.4/2.29 | 0.12 | 1 |
| 14 | Вальцовочная машина | 2.5 | 1 | 0.4/2.29 | 0.12 | 1 |
| 15 | Пресс листогибочный | 15.7 | - | - | - | - |
| 16 | Отрезной станок | 1.9 | 1 | 0.4/2.29 | 0.12 | 1 |
| 17 | Кран мостовой | 24.2 | 1 | 0.5/1.73 | 0.2 | 2 |
| 18 | Механическая ножовка | 1.7 | - | - | - | - |
| 19 | Обдирочно-точильный станок | 2.8 | 1 | 0.4/2.29 | 0.12 | 1 |
| 20 | Вентилятор | 4.5 | 1 | 0.8/0.75 | 0.65 | 3 |
Сварочное отделение
| 21 | Сварочный агрегат | 28 | 2 | 0.35/2.67 | 0.3 | 4 |
| 22 | Преобразователь сварочный | 14 | - | - | - | - |
| 23 | Машина электросварочная шовная | 50 | 1 | 0.7/1.02 | 0.25 | 5 |
| 24 | Таль электрическая | 0.85 | 1 | 0.5/1.73 | 0.2 | 2 |
| 25 | Вентилятор | 7.0 | 1 | 0.8/0.75 | 0.65 | 3 |
Термическое отделение
| 26 | Электропечь сопротивления | 15.0 | 1 | 0.95/0.33 | 0.7 | 6 |
| 27 | Печь муфельная | 2.6 | 1 | 0.95/0.33 | 0.7 | 6 |
| 28 | Высокочастотная установка | 60.0 | - | - | - | - |
| 29 | Шкаф сушильный | 2.5 | 1 | 0.85/0.62 | 0.5 | 7 |
| 30 | Вентилятор | 7.0 | 1 | 0.8/.75 | 0.65 | 3 |
Шлифовальный участок
| 31 | Плоскошлифовальный станок | 3.0 | - | - | - | - |
| 32 | Кругло-шлифовальный станок | 4.7 | 1 | 0.45/1.98 | 0.13 | 8 |
| 33 | Координатно-шлифовальный станок | 2.3 | 1 | 0.45/1.98 | 0.13 | 8 |
| 34 | Обдирочно-шлифовальный станок | 2.8 | 1 | 0.45/1.98 | 0.13 | 8 |
| 35 | Вентилятор | 4.5 | 1 | 0.8/0.75 | 0.65 | 3 |
Гальванический участок
| 36 | Преобразовательный агрегат | 20.0 | 2 | 0.95/0.33 | 0.8 | 9 |
| 37 | Шлифовальный станок | 1.7 | 1 | 0.45/1.98 | 0.13 | 8 |
| 38 | Полировочный станок | 3.2 | 1 | 0.65/1.17 | 0.24 | 10 |
| 39 | вентилятор | 2.8 | 2 | 0.8/0.75 | 0.65 | 3 |
Электроремонтное отделение
| 40 | Сушильный шкаф | 8.0 | 1 | 0.85/0.62 | 0.5 | 7 |
| 41 | Намоточный станок | 0.8 | 2 | 0.6/1.33 | 0.2 | 11 |
| 42 | Испытательный стенд | 20.0 | 1 | 0.8/0.75 | 0.15 | 12 |
| 43 | Установка испытания изоляции | 2.5 | - | - | - | - |
| 44 | Тельфер | 2.8 | 1 | 0.5/1.73 | 0.2 | 2 |
| 45 | вентилятор | 2.8 | 1 | 0.8/0.75 | 0.65 | 3 |
Механосборочное отделение
| 46 | Универсальный фрезерный станок | 1.7 | 1 | 0.4/2.29 | 0.12 | 1 |
| 47 | Токарный многорезцовый автомат | 7.0 | 1 | 0.4/2.29 | 0.12 | 1 |
| 48 | Радиально-сверлильный станок | 6.9 | - | - | - | - |
| 49 | Вертикально-сверлильный станок | 1.0 | 1 | 0.4/2.29 | 0.12 | 1 |
| 50 | Строгальный станок | 2.8 | 2 | 0.4/2.29 | 0.12 | 1 |
| 51 | Карусельный станок | 28.0 | - | - | - | - |
| 52 | Универсально-заточный станок | 1.75 | 1 | 0.4/2.29 | 0.12 | 1 |
| 53 | Кран-балка | 7.3 | 1 | 0.5/1.73 | 0.2 | 2 |
| 54 | вентилятор | 4.5 | 1 | 0.8/0.75 | 0.65 | 3 |
Значения КИ выбираем по [3].
Дата: 2019-07-30, просмотров: 360.