Так как годовая программа выпуска деталей соответствует крупносерийному производству, для изготовления деталей используем линию станков с числовым программным управлением.
На первой и второй операциях используется станок токарный с ЧПУ DOOSAN S280N. В качестве зажимного приспособления используется самоцентрирующий токарный патрон с специально изготовленным комплектом кулачков. В качестве вспомогательного инструмента используем резцедержатель на револьверной головке и разрезную втулку для крепления центровочного сверла. Режущий инструмент – резец для контурного точения со сменными 2-х гранными пластинами из твердого сплава стандарта ISO производства компании ISCAR (рис. 7.1).
Применение данного инструмента позволяет сократить номенклатуру приобретаемого инструмента, затраты на инструмент ( необходимо менять пластины а не весь резец), вспомогательное время (нет смены инструмента во время обработки),время на переналадку оборудования и позволяет работать на высоких режимах резания с высокой производительностью.

Рис. 7.1 Общий вид резца для черновой токарной обработки
Черновое точение
Державка: PCLNR/L 2020К-12
Пластина: CNMG 120408T-NR
радиус при вершине r=0,8 мм
сплав пластины IC 9250
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2O3, TiCN.
Рекомендуемые режимы резанья:
V=150..250 м/мин
S=0,15..0,5 мм/об
t= до 5мм
В качестве контрольно-измерительного инструмента используется штангенциркуль.
На третьей операции обработка лысок производиться на фрезерно-сверлильно-расточном станке с ЧПУ, модели МА-655А. В качестве приспособления используются специальные пневматические тиски. Вспомогательным инструментом служат патрон типа Weldon для крепления концевой фрезы. Режущий инструмент – концевая фреза со сменными пластинами производства компании ISCAR (рис. 7.2). В качестве контрольно-измерительного инструмента используется штангенциркуль.

Рис. 7.2 Общий вид концевой фрезы для фрезерной обработки
Фреза концевая: HP E90AN-D40-8-W32-07
Пластина: HP ANKT 0702PNTR
радиус при вершине r=0,5 мм
сплав пластины IC 908
твёрдый сплав, покрытый методом химического осаждения двумя слоями покрытия из TiALN и поликристаллическим алмазом PVD.
Рекомендуемые режимы резанья:
V=305..325 м/мин
S=0,08..0,15 мм/зуб
ap= до 7,5 мм
На четвертой операции проводиться окончательная обработка вала в центрах на станке токарном с ЧПУ DOOSAN S280N.В качестве приспособлений используются: поводковый патрон с плавающим центром, вращяющийся центр. В качестве вспомогательного инструмента используем резцедержатель на револьверной головке.
Режущий инструмент – резец для контурного точения со сменными 2-х гранными пластинами из твердого сплава стандарта ISO производства компании ISCAR (рис. 7.3).
Контрольно-измерительный инструмент: микрометр, штангенциркуль, образцы шероховатости поверхности.
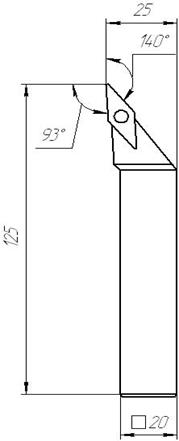
Рис. 7.3 Общий вид резца для чистовой токарной обработки
Чистовое точение:
Державка: SVJCR 2020К-16
Пластина: VCGT 160404E-14
радиус при вершине r=0,4 мм
сплав пластины IC 9250
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2O3, TiCN.
Рекомендуемые режимы резанья:
V=250..400 м/мин
S=0,12..0,25 мм/об
t= до 2,5мм
Дата: 2019-07-30, просмотров: 311.