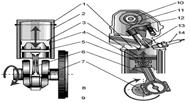
Поршневой палец соединяет поршень с верхней головкой шатуна (рис.1).
Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает, поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных - только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки.
а) «стакан» в «стакане» б) поперечный разрез
Рисунок 1 - Одноцилиндровый карбюраторный двигатель внутреннего сгорания
1 - головка цилиндра; 2 - цилиндр; 3 - поршень; 4 - поршневые кольца; 5 - поршневой палец;
6 - шатун; 7 - коленчатый вал; 8 - маховик; 9 - кривошип; 10 - распределительный вал;
11 - кулачок распределительного вала; 12 - рычаг; 13 - клапан; 14 - свеча зажигания
В кривошипном механизме быстроходных двигателей поршневые пальцы должны иметь, возможно, меньшую массу, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения, поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять действию ударных нагрузок при общей ограниченной массе.
Чтобы удовлетворить этим жестким требованиям, поршневые пальцы изготовляют в виде полого цилиндра с небольшой толщиной стенок одинакового или переменного (при необходимости) сечения по оси (рис. 2) и подвергают их соответствующей термической обработке.
Поршневой палец должен быть прочным, легким и износостойким, так как во время работы подвергается трению и большим механическим нагрузкам, переменным по величине и направлению. Пальцы изготовляют из высококачественной стали в виде пустотелых трубок. Для повышения надежности наружную поверхность пальца цементируют или закаливают, а затем шлифуют и полируют. Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют хромистые - 20Х, 40Х, 12ХНЗА и другие легированные стали.
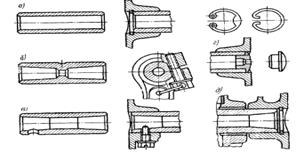
Рисунок 2 - Поршневые пальцы
Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е. науглероживают поверхностный их слой, и подвергают закаливанию. Пальцы из среднеуглеродистых сталей закаливают, нагревая их поверхностный слой токами высокой частоты. Толщина закаленного слоя составляет 1…1,5 мм, а твердость HRC 55…62.
После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют, с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня.
В бобышках поршня палец укреплен стопорными кольцами, удерживающими его от осевого смещения. Такой палец называют плавающим, так как он при работе двигателя может повертываться в верхней головке шатуна и бобышках поршня. Плавающие поршневые пальцы равномернее изнашиваются и поэтому долговечнее.
У работающего двигателя поршень из алюминиевого сплава расширяется больше, чем стальной палец, поэтому возможен его стук в бобышках поршня. Для устранения этого явления поршень перед сборкой с шатуном нагревают до 70-80° С, а затем в поршень и шатун вставляют палец. Когда поршень остынет, палец в бобышках окажется закрепленным неподвижно, а верхняя головка шатуна будет иметь угловое смещение относительно неподвижного пальца.
При работе двигателя поршень нагревается и палец получает возможность повертываться вокруг своей оси. Применяют пальцы, запрессованные в верхние головки шатунов (двигатели автомобилей «Жигули»), Такие пальцы могут повертываться только в бобышках поршня.
Дата: 2019-07-30, просмотров: 312.