5.1 Проведение экологической оценки технологического процесса или конструкции на технически безопасный процесс эксплуатации
Технологический обмен – явление на Земле принципиально новое и потому порождает немало проблем и противоречий в системе общество – природа.
Любой технологический процесс начинается вводом исходных веществ и завершается в конечном итоге выводом разнообразных готовых изделий и отходов.
Иными словами технологический процесс в целом включает ввод природных ресурсов, их переработку с использованием энергии и вывод в окружающую среду отработанных веществ (производственных и бытовых отходов и отслуживших свой срок готовых изделий). Процесс этот носит линейный, незамкнутый и, следовательно, конечный характер, поскольку возвращение отходов и отработанных изделий в качестве исходного сырья всё ещё скорее исключение, чем правило.
Технологический процесс должен соответствовать нормам экологического контроля.
Технологический процесс изготовления не должен наносить вред окружающей среде и людям, работающим на этом предприятии. Также само устройство должно быть безопасным. Оно не должно выделять неприятного запаха и состоять из радиоактивных элементов и других химических элементов, которые могут принести вред человеку и окружающим его живым существам.
Производственная травма – это травма, полученная работающим на производстве и вызванная чаще всего несоблюдением требований безопасности труда.
Для работников промышленных предприятий в любых случаях характерными видами являются: травмы механические (ушибы, переломы, вывихи, растяжения), тепловые (ожоги), электрические (электрические удары, металлизация кожи).
Ушибы чаще всего имеют место при неосторожном обращении с инструментом и приспособлениями для обработки материалов, пользование неисправным инструментом. Ушибы тела также возможны при движении по неровной либо скользкой поверхности и в результате падения. Наиболее частые ранения тела, в основном рук, происходят при использовании неисправной оснастки металлообрабатывающих станков.
Особую опасность представляют ранения глаз в результате попадания инородных тел на роговицу и конъюнктиву глаза.
Тепловые ожоги – это наиболее частые травмы на производствах, связанных с пайкой.
Особое место среди производственных травм занимают случаи поражения человеческого тела электрическим током – электротравмы. При поражении человека электрическим током возникают местные электротравмы в виде поражений кожи, глаз, общие электротравмы – электрические удары.
Несовершенство конструкции и неправильная эксплуатация электроприборов, вентиляции, систем отопления приводят к возникновению пожаров, производственных травм, различной степени ожогов и отравлений. Опасность также представляет собой и сам процесс сборки и монтажа изделия. Ведь процесс пайки сопровождается загрязнением воздушной среды, рабочих поверхностей, одежды, кожи рук. Работающих на пайке это может привести к свинцовым отравлениям организма и вызвать изменение крови, сосудов, нервной системы.
5.2 Мероприятия по улучшению условий труда
Мероприятия по борьбе с несчастными случаями могут быть техническими, санитарно-гигиеническими и организационными.
К техническим мероприятиям относят: замена производственного устаревшего оборудования новым, более безопасным, ограждение опасных зон, механизмов, станков, приспособлений.
Во всех электрических установках должны быть предусмотрены плавкие предохранители, также необходимо предусмотреть автоматические выключатели в цепях питания. Все имеющиеся на участке оборудование должно быть заземлено, кроме того, безаварийная работа оборудования может быть обеспечена путем периодических испытаний его повышенными нагрузками (напряжением и др.).
Необходимо также применять средства индивидуальной защиты работающих от воздействия опасных факторов.
К санитарно-гигиеническим мероприятиям относятся: рациональное освещение рабочих мест и помещений, обеспечение требуемого микроклимата в помещении, мероприятия по борьбе с шумом, рациональное водоснабжение и канализация, обеспечение чистоты рабочих мест, наличие местной вытяжной вентиляции.
К организационным мероприятиям относятся: своевременное проведение планово-предупредительных ремонтов и осмотров производственного оборудования, а также обучению персонала и проведение инструктажей по технике безопасности.
Неотъемлемой частью производства изделий радиоэлектронной промышленности является процесс пайки. Процесс довольно опасный. В целях предупреждения отравления свинцом, участки пайки оборудуются в соответствии с требованиями санитарных правил. В помещениях, где производится пайка припоем, содержащим свинец, во избежание попадания свинца в организм, не разрешается хранить личные вещи, принимать пищу и курить, а также стирать рабочую одежду дома. Рабочее место пайки оборудуется местной вытяжной вентиляцией, обеспечивающей концентрацию свинца не более 0,01 мг/м3.
Для предотвращения ожогов и загрязнении кожи рук рабочим должны выдавать салфетки для удаления лишнего припоя с жала паяльника, а также пинцеты для поддержки деталей и проводов, и для подачи припоя к месту пайки. При монтажных работах, связанных с опасностью загрязнения или ожога глаз, предусмотрена выдача защитных очков. Наиболее эффективными мерами, предупреждающими профессиональные заболевания при пайке, является механизация и автоматизация паяльных работ. Но некоторые пайки не поддаются механизации. И для поддержания предупреждения профессиональных заболеваний необходимо после окончания работы споласкивать руки специальным раствором, полоскать рот, чистить зубы и принимать душ. Пайка является работой средней точности, освещенность при этом должна быть не менее 300 лк. [9]
Заключение
Проектируя дипломный проект, я не только вспомнил весь курс обучения, но и получил ещё множество других знании в области радиоприборостроения. Разработка дипломного проекта помогла мне провести личную самооценку своих способностей в теории и на практике. Разработка и изготовление печатного узла так же способствовала изучению всех её тонкостей. Процесс разработки производился на современной вычислительной и оргтехнике.
За время работы над дипломным проектом я изучил и применил на практике прогрессивные методы конструирования, так же специальную литературу, в том числе ряд стандартов.
В дипломном проекте мною проведены электрические и конструктивные расчеты, а также расчет технологичности и надежности изделия. Мною разработана конструкция печатного узла цифрового измерителя L и C. Разработан участок сборки и монтажа.
Произведен расчет технико-экономических показателей. В результате отпускная цена составляет 402,10 рублей, срок окупаемости 0,22 года и годовой экономический эффект 9562,88 рублей. Количество основных рабочих 7 человек.
В разделе мероприятия по безопасности жизнедеятельности и противопожарной технике проведен анализ видов опасностей на участке. Для устранения этих опасностей разработаны мероприятия по улучшению условий труда и мероприятия по технике безопасности.
Список литературы
1 Аксенов А. И. Элементы схем бытовой радиоаппаратуры – М.: Радио и связь – 1993
2 Дружинин Н. С. Машиностроительное черчение – М.: Высшая школа – 1982
3 Дубровский В. В. Резисторы – М.: Радио и связь – 1991
4 Лавриенко В.Ю. Справочник по полупроводниковым приборам – М.: Высшая школа – 1988
5 Машу Жан-Франсуа. Путеводитель по электронным компонентам – М.: Додэка – 2001
6 Новаченко И. В. Микросхемы для бытовой радиоаппаратуры – М.:
Радио и связь – 1998
7 Ошер Д. Н. Регулировка и испытание РЭА – М.: Энергия – 1978
8 Павлов С. П. Охрана труда в радиоэлектронной промышленности – М.: Радио и связь – 1985
9 Павловский В. В. Проектирование техпроцессов изготовления РЭА – М.: Радио и связь – 1982
10 Фрумкин Г. Д. Расчет и конструирование РЭА – М.: Высшая школа – 1989
11 Фрунзе А. В. Микроконтроллеры? Это же просто – М.: Скимен – 2002
12 Хлюпин Н. Измеритель LC – Радио №7 – 2004
13 Черникова П. Д. Организация, планирования и управления на предприятиях РЭА промышленности – М.: Высшая школа – 1985
14 Шило В. Л. Функциональные аналоговые интегральные микросхемы – М.: Радио и связь – 1982
15 Сборник стандартов по ЕСКД
16 ОСТ4.Г0.050.009 Нормативы времени по сборочным работам
17 ОСТ4.Г0.050.011 Нормы времени по монтажным работам
18 Маркировка электронных компонентов – М.: Додэка – 2002
Приложение А
Инструкция по регулировке
При регулировке использовать блок питания Б5–25 и комплект катушек и конденсаторов.
Регулировщик должен откалибровать измеритель. Схема соединений приборов показана на рисунке А.1.
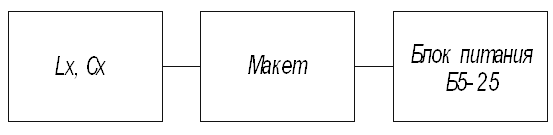
Рисунок А.1 – Схема соединений приборов.
Регулировку начинают с установки нуля DA1, движок резистора R8 должен быть в среднем положении, а тумблер SA1 желательно отсоединить от платы для снижения паразитной емкости входа. Показания индикатора при этом должны быть в пределах 0...3. Затем восстанавливают соединение SA1, нажимают и отпускают кнопку SB1. Через 2 сек. индикатор должен показывать 0...±1. После этого к входным клеммам подключают образцовую емкость и вращая движок R8 добиваются соответствия показаний истинному значению емкости. Цена младшего разряда 0,1 пФ. Затем необходимо проконтролировать весь диапазон и, при необходимости, уточнить положение движка R8 добиваясь точности не хуже 2...3%. Допустима и подстройка нуля, если показания в конце шкалы немного занижены или завышены. Но после каждого изменения положения движка R11 следует отключать измеряемую емкость и нажимать кнопку установки нуля.
Настроив прибор в режиме измерения емкости следует перевести SA1 в нижнее по схеме положение, закоротить входные гнезда и нажать SB1. После коррекции нуля на вход подключается образцовая катушка и резистором R3 выставляются необходимые показания. Цена младшего разряда 0,1 мкГн. При этом следует обратить внимание, чтобы сопротивление R3 было не менее 800 Ом, в противном случае следует уменьшить номинал R2. Если R3 получается больше 1 кОм, R2 надо увеличить. Т.е. R2 и R3 должны быть близки по номиналу. Такая настройка обеспечивает примерно одинаковую постоянную времени "заряда" и "разряда" катушки и, соответственно, минимальную погрешность измерения. На этом регулировка будет выполнена.
Дата: 2019-07-30, просмотров: 323.