ВВЕДЕНИЕ
Пластическая деформация и термическая обработка металла протекает при высоких температурах. Основными агрегатами для нагрева металла являются печи, в которых выделяется теплота в результате горения топлива или преобразования электрической энергии.
Печи должны удовлетворять следующим требованиям:
1. Обеспечивать высокую производительность при заданных технологических условиях нагрева.
2. Минимальный удельный расход топлива.
3. Возможность изменения производительности и ассортимента нагреваемых изделий.
4. Наличие механизации загрузки и выгрузки изделий.
5. Простата и безопасность обслуживания и ремонта.
6. Возможность автоматического управления печью.
В кузнечных цехах крупно серийного и массового производства большое распространение получили печи, имеющие большую производительность.
В толкательных проходных печах загрузка и выгрузка осуществляется непрерывно.
Современные нагревательные печи имеют механизмы загрузки и выгрузки изделий и продвижение их в печи;
Предусмотрено автоматическое регулирование теплового режима;
Для получения без окислительного нагрева металла применяют печи с защитной, контролируемой атмосферой.
Современные кузнечнопрессовые цеха оснащены быстроходными машинами для обработки металлов давлением. Для их бесперебойного обеспечения горячими заготовками требуются механезированые нагревательные печи. Нагрев изделий под термическую обработку осуществляется в проходных печах (массовое производство).
РАСЧЕТ ГОРЕНИЯ ТОПЛИВА
Печь отапливается природным газом месторождения «курдюмское».
Коэффициент расхода топлива n=1
Таблица 2.1 – Состав природного газа
| CH4 | C2H6 | C4H10 | N2 |
| 92,2 % | 0,8 % | 1,0 % | 6,0 % |
Химические реакции горения.
CH4 + 2O2 = CO2 + 2H2O
C2H6 + 3,5O2 = 2CO2 + 3H2O
C4H10 + 6,5O2 = 4CO2 + 5H2O
N2 ТОП→N2 ПР ГОР
Расчет ведем на 100 м3 газа
Расчет количества воздуха, количества продуктов горения и их состав
Таблица 2.2 – Расчет горения топлива
| Топливо | Воздух | Продукты горения | ||||||||
| Состав- ляющие | Содер- жание в % | Коли- чество в м3 | O2 | N2 | Всего | CO2 | H2O | O2 | N2 | Всего |
| CH4 C2H6 C4H10 N2 | 92,2 0,8 1,0 6,0 | 92,2 0,8 1,0 6,0 | 184,4 2,8 6,5 | 193,7* *3,76= =728,3 | 193,7+ +728,3= =922 | 92,2 1,6 4 - | 184,4 1,6 5 - | - - - - | 728,3+ +6=734,3 | 97,8+191+ +734,3= =1023,1 |
| 100 | 100 | 193,7 | 728,3 | 922 | 97,8 | 191 | - | 734,3 | 1023,1 | |
| Коэф- фициент расхода воздуха n |
n=1 состав в % | 21 | 79 | 100 | 9,56 | 18,67 | - | 71,77 | 100 | |
|
n=1,1 количество в м3 | 213,07 | 801,13 | 1014,2 | 97,8 | 191 | 9,91 | 807,73 | 1106,44 | ||
|
n=1,1 состав в % | 21 | 79 | 100 | 8,84 | 17,26 | 0,90 | 73 | 100 | ||
Расчет калориметрической температуры горения
а) определяем низшую теплотворную способность топлива.
Qpн = 358 * СН4 + 640 *С2Н6 + 1180 * С4Н10 кДж/м3
где СН4, С2Н6, С4Н10 – процентное содержание соответствующих составляющих топлива.
Qpн = 358 * 92,2 + 640 * 0,8 + 1180 * 1= 33007,6 + 512 + 1180 = 34699,6 кДж/м3
б) определяем количество образовавшихся продуктов горения.
Vg| = Vg /100 м3/м3
Vg| = 1106,44 / 100 =11,0644 м3/м3
в) Находим теплосодержание продуктов горения.
i0 = Qpн/ Vg| кДж/м3
i0 =34699,6/11,0644=3136,15 кДж/м3
г) По полученному теплосодержанию определяем вероятную температуру горения t1.
t1 = 1900 0C
д) Находим теплосодержание при температуре t1.
i1 = 0,01 * t1 * (CO2 * Ct1CO2 + H2O * Ct1H2O +N2 * Ct1N2) кДж/м3
где СО2, Н2О, N2 – процентное содержание продуктов горения;
Ct1CO2, Ct1H2O, Ct1N2 – теплоемкость соответствующих продуктов горения при температуре t1.
е) Задаем значение температуре t2.
t2 = t1 +100 0C
t2 = 1900 + 100= 2000 0C
ж) Находим теплосодержание продуктов горения при температуре t2 (аналогично i1)
i1 = 0,01 * 1900 * (8,84 * 2,42 + 17,26 * 1,93 + 73 * 1,48) = 3092,2 кДж/м3
i2 = 0,01 * 20000 * (8,84 * 2,43 + 17,26 * 1,94 + 73 * 1,49) = 3274,7 кДж/м3
Поскольку i1<i0>i2 значение калориметрической температуры находим методом интерполяции
tk = t1 + (i0 – i1)/(i2 – i1) = 1900 + (3136,15 - 3092,2)/(3274,7 – 3092,2) = 1900,24 0C
з) Находим tпр при η = 0,62…0,82
tпр = η * tk
tпр = 0,72 * 1900,24 = 1368,2 0С
Материальный баланс горения
| Поступило газа 100 м3, в том числе кг. | Получено продуктов горения |
| CH4 = 92,2 * 16/22,4 = 65,9 | CO2 = 97,8 * 44/22,4 = 192,1 |
| C2H6 = 0,8 * 30/22,4 = 1,07 | H2O = 191 * 18/22,4 = 153,5 |
| C4H10 = 1,0 * 58/22,4 = 2,6 | O2 = 9,91 *32/22,4 = 14,6 |
| N2 = 6 * 28/22,4 = 7,5 | N2 = 807,73 *28/22,4 = 1009,7 |
| 77,07 | 1369,46 |
| Воздуха: О2 = 219,07 * 32/22,4 = 304,39 |
| N2 = 801,13 * 28/22,4 = 1001,41 |
| 1305,8 |
∑прих = 77, + 1305,8 = 1382,87 кг
∑расх = 1369,46 кг
РАСЧЕТ НАГРЕВА МЕТАЛЛА
Нагрев металла в печах является очень важной операцией. Металл желательно нагревать быстро, т.к. в этом случае уменьшается его угар, увеличивается производительность печи и уменьшает удельный расход топлива на нагрев. Из этих соображений целесообразно выбирать оптимальный температурный режим печи, обеспечивающий с одной стороны, быстрый нагрев металла, а с другой, не создающий в нагреваемом металле чрезмерных механических напряжений, которые могут привести к образований трещин.
Продолжительность нагрева металла до заданной температуры является важным параметром, определяющим производительность печи и ее габаритные размеры.
Расчет нагрева металла начинается с определения критерия Bi.
Критерий Bi проводит границу «тонких» и «массивных» тел.
Bi ≤ 0,25 - тело «тонкое»
Bi > 0,5 - тело «массивное»
Bi = α∑ * S/λ
где
S – прогреваемая толщина, м. Нагрев односторонний.
S = 0,09 м
λ – средний коэффициент теплопроводности, Вт/(м * оС)
λ20 = 51,9 Вт/(м * оС)
λ800 = 25,9 Вт/(м * оС)
λср = λ20 + λ800/2 = 51,9 +25,9/2 = 38,9 Вт/(м * оС)
α∑ - суммарный коэффициент теплоотдачи от газа к металлу, Вт/(м2 * оС)
α∑ = 0,092 * (Тп/100)3
Тп – температура печи конечная, оС
Тп = tн + 273 +50
Тп = 800 + 273 + 50 = 1123 оС
α∑ = 0,092 * (1123/100)3 =130,3 Вт/(м2 * оС)
Bi = 130,3 * 0,09/38,9 = 0,3 – тело «массивное»
τн = 
где
m – коэффициент массивности.
m = 
К2 – коэффициент усреднения теплового потока по сечению тела.
К3 – коэффициент усреднения разности температуры в теле.
m = 
S – характерный размер тела, м
С – удельная теплоемкость металла, Дж/(кг * оС)
 - плотность металла, кг/м3
- плотность металла, кг/м3
К1 – коэффициент формы тела К1 = 1,7
α – коэффициент теплопередачи, Вт/(м2 * оС)
tп – температура печи, оС
tн – начальная температура металла, оС
tк – конечная температура металла, оС
τн =  с
с
τн = 2,7 ч
τв – время выдержки, ч
τв = 0,5 ч
τоб – общее время, ч
τоб = τн + τв
τоб = 2,7+ 0,5 = 3,2 ч
ЭСКИЗ ПЕЧИ
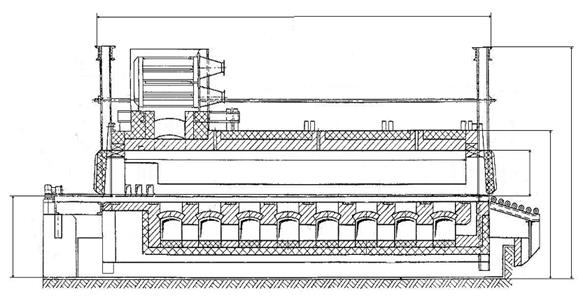
Рисунок 2 – Эскиз печи
Статьи прихода
6.1.1 Химическая теплота сгорания топлива, Вт
Qхим = Qн * B
где
Qн – низшая теплота сгорания топлива, Дж/м3
Qн = 34699 * 103 Дж/м3
В – расход топлива, м3/с
Qхим = 34699 * 103 * B
6.1.2 Физическая теплота, вносимая подогретым воздухом, Вт
Qф. в. = Cв * tв * Vв * B
где
Св – средняя удельная теплоемкость воздуха при tв, Дж/(м3 * оС)
tв – температура воздуха, оС
Vв – количество воздуха, необходимое для горения топлива, м3/м3
6.1.3 Химическая теплота окисления металла, Вт
Qхим. ок. = 0,01 * 5652 * mм
где
mм – количество каждого окисленного элемента металла
Qхим. ок. = 0,01 * 5652 * 0,6 = 33,9 Вт
Статьи расхода
6.2.1 Теплота необходимая для нагрева металла, Вт
Qпол = Cм * (tмк – tмн) * mм
где
Cм – средняя удельная теплоемкость металла в интервале tмк – tмн,
Дж/(кг * оС)
tмк, tмн – конечная и начальная температура металла, оС
mм – масса нагретого или расплавленного металла (производительность печи), кг/с
mм = G/3600 кг/с
G – часовая производительность печи кг/ч
mм = 2150/3600 = 0,6 кг/с
См = 703 Дж/(кг * оС)
Qпол = 703 * (800 – 20) * 0,6 = 329004 Вт
6.2.2 Физическая теплота продуктов горения топлива, Вт
Qп.г. = Cп.г. * tп.г. * V/п.г. * B
где
Сп.г. – удельная теплота продуктов горения при tп.г., Дж/(кг * оС)
tп.г. – температура продуктов горения, оС
V/п.г. – единицы топлива, м3/м3
Сп.г. = 1410 Дж/(кг * оС)
tп.г. = 1400 оС
V/п.г. = 11,06 м3/м3
Qп.г. = 1410 * 1400 * 11,06 * В = 21832440 * В Вт
6.2.3 Потери теплоты теплопроводностью через кладку, Вт
Qкл = K * Fкл * (tпеч – tв)
где
К – коэффициент теплопередачи от печного пространства в окружающий воздух через стенку, Вт/(м2 * оС)
К = 
α1 –коэффициент теплопроводности конвекцией от газов к металлу,
α1 = 130,3 Вт/(м2 * оС)
α2 – коэффициент отдачи конвекцией в среду от наружных стен печи в окружающую среду, α2 = 20 Вт/(м2 * оС)
S1 – толщина огнеупорного слоя из шамотного кирпича, S1 = 0,23 м
S2 – толщина изоляционного слоя из диатомитного кирпича, S2 = 0,115 м
λ1 – коэффициент теплопроводности шамотного кирпича, Вт/(м2 * оС)
λ1 = 0,84 + 0,6 * 10-3 * tср.ш. Вт/(м2 * оС)
tср.ш. – средняя температура огнеупорного слоя из шамотного кирпича, оС
tср.ш. = tп + tн/2
tср.ш. = 850+60/2 = 455 оС
λ1 = 0,84 + 0,6 * 10-3* 455 = 1,113 Вт/(м2 * оС)
λ2 – коэффициент теплопроводности диатомитного кирпича, Вт/(м2 * оС)
λ2 = 0,11 + 0,232 *10-3 * tср.д.
tср.д. – средняя температура слоя из диатомитного кирпича, оС
tср.д. = tср.ш.+20/2
tср.д. = 455+20/2 = 237,5 оС
λ2 = 0,11 + 0,232 *10-3 * 237,5 = 0,1651 оС
К =  Вт/(м2 * оС)
Вт/(м2 * оС)
Qкл = 1,1 * 179,54 * (900 – 20) = 173794 Вт
6.2.3 Потери теплоты излучением через открытые окна и отверстия, Вт
Qи = Со * (Тпеч/100)4 * Fок * Ф * τ
где
Fок площадь открытого окна, м2
Fок = 1,36 м2
Ф – коэффициент диафрагмирования. Зависящий от толщины стен и конфигурации окна
τ – время, в течении которого открыто окно (при постоянно открытом окне τ = 1)
Со - коэффициент излучения абсолютно черного тела, Вт/(м2 * оС)
Со = 5,76 Вт/(м2 * оС)
Тпеч – температура печи конечная, оС
Тпеч = 900 +273 = 1173 оС
Qи = 5,76 * (1173/100)4 * 1,36 *0,6 * 1 = 88982 Вт
6.2.4 Теплота, затрачиваемая на нагрев транспортирующих устройств, Вт
Qтр = Cтр * (tктр – tнтр) * mтр
где
Стр – средняя удельная теплоемкость транспортирующих устройств в интервале температур tктр – tнтр, Дж/(кг * оС)
Стр = 595 Дж/(кг * оС)
tктр, tнтр – конечная и начальная температуры транспортирующих устройств, оС
tктр = 800 оС
tнтр = 20 оС
mтр – масса транспортирующих устройств, проходящих через печное пространство в единицу времени, кг/с
mтр = 0,2 * Рсад
Рсад – садка печи, кг/с
Рсад = G * τ об
Рсад = 2150 * 3,2 = 6880 кг
Рсад = 6880/3600 = 1,9 кг/с
mтр = 0,2 * 1,9 = 0,38 кг/с
Qтр = 595 * (800 – 20) * 0,38 = 176358 Вт
6.2.5 Неучтенные потери обычно принимают равными 10 – 15% от суммы всех потерь теплоты, за исключением полезно затраченной, Вт
Qнеучт = 0,1/0,2 * (Qрасх – Qпол)
Qнеучт = 0,1/0,2 * (21832440 *В + 768136 – 329004) = 0,5 * (21832440 * В + + 439132)= 0,5 * 21832440 * В + 0,5 * 439132 = 10916220 * В + 219566 Вт
Приравнивая сумму статей прихода к сумме статей расхода, находим расход топлива, В м3/с
34699000 * В + 4015440 * В + 33,9 = 329004 + 21832440 * В + 1173794 +
+ 88982 + 17358 + 10916220 * В + 219566;
38714440 * В + 33,9 = 984704 + 32748660 * В;
38714440 * В – 3 2748660 * В = 984704 – 33,9;
5965780 * В = 984670,1;
В = 984670,1/5965780
В = 0,165053 м3/с
Таблица теплового баланса
Таблица 6.1 – Тепловой баланс печи
| Статьи прихода | кВт | % | Статьи расхода | кВт | % |
| 1 Химическая теплота сгорания топлива. 2 Физическая теплота воздуха. 3 Химическая теплота окисления металла | 5684 625 0,0339 | 90,09 9,9 0,01 | 1 Нагрев металла 2 Теплота с уходящими продуктами горения 3 Потери через кладку 4 Излучение через окна 5 Неучтенные потери | 329,004 3633,61 173,8 89 2081 | 5,22 57,62 2,76 1,4 33 |
| Всего | 6309,03 | 100 | Всего | 6306,414 | 100 |
СПИСОК ЛИТЕРАТУРЫ
1 Телегин А. С., Лебедев А. Н. Конструкция и расчет нагревательных устройств. – М.,: Машиностроение, 1975.
2 Долотов Г. П., Кондаков Е. А. Печи и сушила литейного производства: 3-е изд., перераб. И доп. – М.,: Машиностроение, 1990.
ВВЕДЕНИЕ
Пластическая деформация и термическая обработка металла протекает при высоких температурах. Основными агрегатами для нагрева металла являются печи, в которых выделяется теплота в результате горения топлива или преобразования электрической энергии.
Печи должны удовлетворять следующим требованиям:
1. Обеспечивать высокую производительность при заданных технологических условиях нагрева.
2. Минимальный удельный расход топлива.
3. Возможность изменения производительности и ассортимента нагреваемых изделий.
4. Наличие механизации загрузки и выгрузки изделий.
5. Простата и безопасность обслуживания и ремонта.
6. Возможность автоматического управления печью.
В кузнечных цехах крупно серийного и массового производства большое распространение получили печи, имеющие большую производительность.
В толкательных проходных печах загрузка и выгрузка осуществляется непрерывно.
Современные нагревательные печи имеют механизмы загрузки и выгрузки изделий и продвижение их в печи;
Предусмотрено автоматическое регулирование теплового режима;
Для получения без окислительного нагрева металла применяют печи с защитной, контролируемой атмосферой.
Современные кузнечнопрессовые цеха оснащены быстроходными машинами для обработки металлов давлением. Для их бесперебойного обеспечения горячими заготовками требуются механезированые нагревательные печи. Нагрев изделий под термическую обработку осуществляется в проходных печах (массовое производство).
НАЗНАЧЕНИЕ ПЕЧИ И ПРИНЦИП ЕЕ РАБОТЫ
Печи нагревательные применяются для термической обработки однородных по форме и размерам изделий.
Конечная температура нагрева металла в этих печах до 1150оС.
Печи этого типа могут применяться как для работы с обычной печной атмосферой (индекс ТТО), так и с искусственной атмосферой (индекс ТТЗ). В последнем случае печи выполняются с муфелированием пламени (печи с рациональными трубами) или с муфелированием садки (печи муфельные).
Агрегаты толкального типа применяются для комбинированной термической обработки, например закалка – отпуск – нормализация – цементация (или нитроцементация) и др.
В зависимости от установленного режима термической обработки конечная температура нагрева металла может быть ниже предельно-допустимой для печей толкательных (1150оС). В этих случаях возможно включение в состав агрегатов печей в модификации с предельной температурой 650оС.
При низком отпуске (200оС) предусматриваются два типа размера толкательных печей в модификации до 200оС. Для остальных случаев низкого отпуска рекомендуется электронагрев.
В комплект установки печи входят собственно печь, толкатель для передвижения поддонов, выталкиватели, поддоны, средства возврата поддонов, приборы теплового контроля и автоматики, а также в случаях применения искусственной атмосферы – установка (или станция) приготовления соответствующей атмосферы.
В состав агрегатов в зависимости от их назначения, помимо соответствующих печей могут входить баки закалочные и замоченные, камеры охлаждения, моечные машины и соответствующие обрабатываемой продукции средства внутриагрегатного транспорта (конвейеры, опрокидыватели и др.).
При комплектации агрегатов вспомогательное оборудование стоит выбирать по IV части руководящего материала для специальных изделий может применяться специальное вспомогательной оборудование.
Нагреваемые изделия выкладываются на поддоны из жароупорной стали. Размеряя поддонов сертифицированы и согласованны с принятыми площадями полов печей. Печи отапливаются природным газом или нефтяным топливом (мазутом), сжигаемым с помощью типовых горелок или форсунок.
Для подогрева воздуха, идущего на горение, в печах работающих на газе низкого давления, применяются трубчатые или игольчатые чугунные рекуператоры. При отоплении печей мазутом игольчатые рекуператоры должны иметь защитные секции из термоблоков. Если печи отапливаются газом среднего давления, с применением инжекторных горелок, рекуператоры не устанавливаются, и воздух для горения не подогревается.
Продукты горения отводятся под зонт и далее в вытяжную трубу или борова и дымчатую трубу.
Печи с неискусственной атмосферой отапливаются теми же видами топлива при муфелировании садки и только природным газом при муфелировании пламени. Печи с муфелированием пламени могут быть как с вертикальным расположением радиационных труб, так и горизонтальным.
В печах с искусственной атмосферой устанавливаются специальные вентиляторы для перемешивания и рециркуляции печной атмосферы в целях интенсификации и равномерности процессов термообработки.
Тепловой режим и режим давления в печах поддерживается автоматически.
Печи и агрегаты устанавливаются на фундаменты.
Печи этого типа могут выполняться однорядными или при большой производительности двухрядными.
Высота рабочего пространства печей принимается ~0,8 от ширины, но может уточняться по согласованию с ведущей проектной организацией.
Кладка печей выполняется из шамотного, шамотного легковесного, диатомового и глиняного (красного) кирпича и заключаться в сварной металлический каркас с обшивкой из листовой стали.
Производительность печей изменяется, в зависимости от марки стали, вида термообработки, топлива и должна уточняться в каждом конкретном случае.
В связи с развитием техники радиационного нагрева применение муфельного нагрева ограничено.
Толкательная печь с нижними топками для термической обработки и нормализации штампованных заготовок или для нагрева заготовок из цветных сплавов. Нормализация – нагрев до пластического состояния. Поддоны с деталями устанавливают с помощью монорельса на стол загрузки и толкателем подаются в печь. Заслонка, перемещаясь по чугунной раме, плотно закрывает рабочее окно. Газ, сжигаемый в нижних топках, подается горелками. Продукты горения выходят из топок через боковые каналы, обогревают садку и удаляются через дымоходы, над которыми установлен рекуператор для нагрева воздуха. Для устранения подсосов холодного воздуха в торцевой стенке установлены две горелки и выполненные топочные каналы. После нагрева изделий поддон выкатывается по наклонной плоскости на последующую операцию. В печи имеются две тепловые зоны с автоматическим регулированием температурного режима.
Для измерения температур в нагревательных печах преимущественно применяют термопары. Сущность их работы заключается в том, что в месте соединения двух нагретых электродов из разных материалов или сплавов возникает термоэлектродвижущая сила (т. э. д. с.), если к двум другим концам этих проводников подключить чувствительный милливольтметр, то он покажет величину т. э. д. с.
Спаи электродов помещают в среду с температурой, которую требуется измерить. Свободные концы термопары, к которым подсоединяют соединительные провода, располагают в местах с более низкой и постоянной температурой. Для предохранения от механических повреждений электроды, предварительно изолированные друг от друга фарфоровой изоляцией (бусами), заключают в металлические трубки (или при температуре выше 1200о С в фарфоровые трубки).
Наибольшее применение получили платинородиевая – платиновая (ТПП), хромель-алюмелевая (ТХА) и хромель-копелевая (ТХК) термопары. При длительной эксплуатации термопарами ТПП можно измерять температуру до 1300о С, термопарами ТХА до 1100о С и термопарами ТХК до 600о С. При кратковременных измерениях пределы измеряемых температур повышается для всех термопар на 200о С.
При установке термопар в рабочем пространстве печи трудно обеспечить постоянство температуры их свободных концов. Для перенесения свободных концов термопар в зону постоянных температур применяют специальные компенсационные провода, удлиняющие как бы электроды термопар. Изоляция компенсационных проводов имеет различную опознавательную расцветку для правильного подключения их к электродам термопар.
Для измерения т. э. д. с. применяют переносные показательные милливольтметры, щитовые показывающие милливольтметры и самопишущие милливольтметры на одну, три и шесть точек измерения.
Все милливольтметры являются приборами магнитоэлектросистемы, у которых в поле постоянного магнита вращается рамка, намотанная из тонкой проволоки на железные сердечники.
Ток к рамке подводится от термопары. При прохождении электротока через рамку возникает магнитное поле, которое взаимодействует с магнитным полем магнита, в результате чего рамка проворачивается. При повороте рамки спиральные пружинки закручиваются, а при исчезновении поля возвращает стрелку милливольтметра в нулевое, исходное положение.
Каждому значению т. э. д. с. соответствуют определенный угол поворота рамки; при этом по положению стрелки милливольтметра определяют силу тока в цепи, а следовательно, и измеряемую температуру. Потенциометры применяют для непрерывного измерения и регистрации температур, а также для автоматического регулирования тепловых процессов. Источник питания, э. д. с. замкнут через выключатель на цепь, состоящую из постоянного балластного сопротивления, реостата и реохорда. Термопара, развивающая т. э. д. с. подключается к началу реохорда и к движку реохорда; полярность соединения должна соответствовать принятой схеме, т. е. измеряем т. э. д. с. и э. д. с. источника питания должны быть направлены на встречу друг другу.
Силу рабочего тока в цепи реохорда устанавливается перед началом измерением. Рабочий ток в цепи реохорда устанавливают обычно раз в смену. В автоматических электронных потенциометрах эту операцию выполняют нажатием на кнопку «стандартизация тока».
Непрерывно измеряют, записывают и регулируют температуру электронными автоматическими потенциометрами, у которых в качестве нуль - гальванометра используют электронный усилитель.
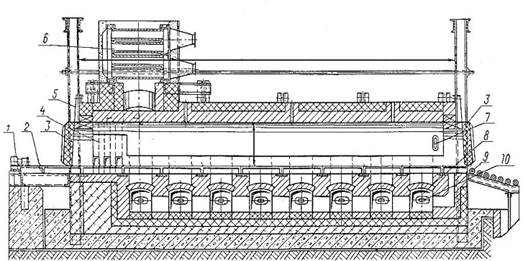
Рисунок 1 – Толкательная печь
1. Толкатель
2. Стол загрузки
3. Заслонка
4. Дымоход
5. Чугунная рама
6. Рекуператор
7. Горелки
8. Топочные каналы
9. Наклонная плоскость
10. Горелки
РАСЧЕТ ГОРЕНИЯ ТОПЛИВА
Печь отапливается природным газом месторождения «курдюмское».
Коэффициент расхода топлива n=1
Таблица 2.1 – Состав природного газа
| CH4 | C2H6 | C4H10 | N2 |
| 92,2 % | 0,8 % | 1,0 % | 6,0 % |
Химические реакции горения.
CH4 + 2O2 = CO2 + 2H2O
C2H6 + 3,5O2 = 2CO2 + 3H2O
C4H10 + 6,5O2 = 4CO2 + 5H2O
N2 ТОП→N2 ПР ГОР
Расчет ведем на 100 м3 газа
Дата: 2019-07-24, просмотров: 410.