Розбірка та дефектація агрегатів електрообладнання
Перед розбиранням агрегати електропостачання очищують механічним способом.
При розбірці деталі генераторів та стартерів (транзистори, конденсатори, реле, пластмасові деталі) потребують дбайливого ставлення. Тому при ремонті агрегатів електропостачання повинні бути створені умови, які забезпечують повну збереженність ремонтного фонду шляхом створення спеціальної тари, стелажів.
Спосіб мийки, миючі засоби та помивочне обладнання обираються із врахуванням вимог до якості мийки агрегатів та особливостей конструкції деяких вузлів, які мають електричні обмотки та деталі з ізоляційних матеріалів. Транзистори, діоди, резистори, конденсатори мийці не підлягають.
Для забезпечення повного очищення корпусів генераторів та стартерів і деталей з чорних та кольорових металів застосовується багатостадійна мийка високоефективними миючими засобами. Для мийки дрібних деталей, що сильно забруднені смолистими відкладеннями, доцільно застосовувати ванни з ультразвуковими генераторами.
Деталі, що мають обмотки, після миття перед дефектацією просушують в сушильних шафах при температурі 90 – 100 °С на протязі 3–4 годин із застосуванням вентиляції.
Дефектація деталей виконується кваліфікованими спеціалістами. Особливу увагу приділяють перевірці деталей, що мають обмотки, за допомогою приладів, які дозволяють перевірити їх цілісність.
В деталях агрегатів електропостачання та приладів електрообладнання можуть виникати слідуючи дефекти:
- обриви з’єднань в місцях пайки та порушення ізоляції від механічного впливу;
- руйнування ізоляції, підгоряння контактів, обриви обмоток в місцях пайки;
- пробої транзисторів та діодів від впливу надлишкового електричного струму.
Дефекти деталей у рухомих з’єднаннях типу вал – підшипник, обриви проводів в пошкодженнях обмоток, які виникли внаслідок механічного впливу, усуваються пайкою, наплавкою, гальванічним нарощуванням металу, зварюванням, механічною обробкою різанням та пластичним деформуванням.
Обмотки генераторів, стартерів, котушок, які мають дефекти, що виникли внаслідок дії електричного струму, замінюються новими.
Після відновлення обмоток якорів та башмаків вони підлягають контролю на відповідність параметрів, вказаних в ТУ.
Відновленні деталі поступають на комплектування, збірку та пофарбування агрегатів. Пофарбування корпусів агрегатів електрообладнання виконується чорною фарбою.
Після пофарбування агрегати та прилади випробовуються та здаються на склад.
Ремонт акумуляторних батарей
Розборка акумуляторних батарей
Розборка акумуляторних батарей або окремих несправних акумуляторів проводиться в слідуючій послідовності:
- від’єднуються від виводних штирів міжелементні з’єднання за допомогою трубчатих свердл, якими висвердлюють кільцеву канавку;
- нагрітою лопаткою видаляють мастику після попереднього її прогріву під нагрівальним ковпаком;
- знімають кришки АКБ за допомогою зйомників;
- видаляють блоки пластин за допомогою захватів;
- блоки роз’єднують на полублоки та промиваються в проточній воді;
- промиваються пластмасові сепаратори при відсутності в них пошкоджень;
- промиваються банки АКБ та перевіряється їх цілісність.
Після дефектації деталей АКБ непридатні пластини замінюють новими.
Баретки, міжелементні з’єднання та виводні штирі виготовлені із свинцю. При розборці АКБ вони пошкоджуюються, тому їх виготовлюють заново з відливкою у форми.
Після заміни або виготовлення деталі потрапляють на комплектування та збірку АКБ.
Порядок заливки електроліту слідуючий: вивертаються пробки із заливних горловин та електроліт заливається до тих пір, доки поверхня його не дотикнеться до нижнього торця тубусу заливної горловини.
Табл.3
| Зовнішні прояви несправностей | Ознаки | Спосіб усунення несправностей |
| Амперметр показує розрядний струм при номінальній частоті обертанні колінчастого вала Коливання струму навантаження Надмірно великий зарядний струм Підвищений шум при роботі генератора Перегрів підшипника | Послаблення натягу приводного ременя, забрудення контактних кілець Знос або зависання щіток в щіткотримачах Пробій випрямляючого блока Коротке замикання обмоток статора Порушення контакту (обривання) в ланцюгу збудження або коротке замикання Коротке замикання або обрив обмотки ротора Несправний регулятор напруги Поганий контакт в ланцюгу збудженя (знос або зависання щіток), просковзування ременів Коротке замикання в щіточному вузлі генератора або в ланцюгу між генератором та регулятором Несправний регулятор Послаблення кріплення шківа Зношення підшипника Погнутий вентилятор генератора Надмірний натяг ременя вентилятора | Відрегулювати натяг приводного ременя, протерти кільця салфеткою змоченою у бензині Перевірити висоту щіток (висота 10 мм), при необхідності замінити щіткотримачі або щітки Замінити випрямляючий блок Замінити статор в сборі Перевірити ланцюг на наявність обриву або короткого замикання та усунути несправність Замінити ротор Замінити регулятор Прочистити щіткотримачі, перевірити пружини та розмір щіток (розмір не менше 10 мм) Відрегулювати натяг ременів та кріплення генератора Усунути замикання Замінити регулятор Підтягнути гайку шківа Замінити підшипник Погнуте місце випрямити Відрегулювати натяг ременя вентилятора |
Деталі та вузли генератора після розборки діляться на дві групи: деталі без обмоток та з обмотками.
Деталі, які не мають обмоток, піддаються мийці розчином «Лабомід – 203 «.
Деталі, які мають обмотки, піддаються очищенню ветошшю, змоченою в бензині, продуваются стисненим повітрям та сушаться в сушильній шафі при температурі 90 … 100 ˚С на протязі 45 – 90 хв.
Очищені вузли та деталі підлягають дефектуванню. Деталі, які мають механічні пошкодження, замінюються. Погнуті лопасті вентилятора правляться та рихтуються. Знос канавок шківа перевіряється встановленням в шків роликів діаметром 14 мм та контролем розмірів по виступах роликів. Розмір між виступами роликів повинен бути не менше 83,5 мм. Зношені посадочні отвори під підшипник в кришці зі сторони приводу розточуються і потім в них запресовують ремонтні кільця з внутрішнім діаметром, що дорівнює номінальному.
Справність обмотки збудження ротора перевіряється омметром або тестером. Значення опору повинно співпадати із вказаним в технічній характеристиці, якщо в обмотці немає короткозамкнених витків. Якщо в обмотці є обрив, то стрілка омметра не відхиляється.
Справність обмоток та надійність прилягання щіток в крнтактних кільцях перевіряється на стенді за схемою, мал. 8
При напрузі джерела живлення постійного струму 28 В, під’єднаного до вивідних кінців обмотки, величана споживаємого струму не повинна перевищувати значень, вказаних в технічній характеристиці генератора.
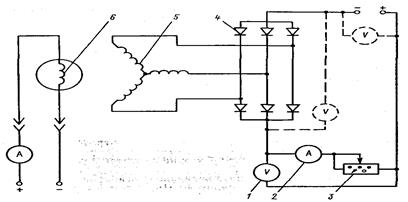
Мал. 8. Схема перевірки справності обмоток ротора надійност прилягання щіток до контактних кілець на стенді:
1,2 – контрольні прилади стенда; 3 – реостат; 4 – випрямляючий блок генераторної установки; 5 – обмотка ротора; 6 – обмотка статора
Замикання обмотки збудження на «масу» визначається контрольною лампою під напругою 220 – 250В. Якщо на протязі хвилини лампочка не засвітиться, то ізоляція обмотки справна.
Обмотка статора перевіріяється окремо після розбірки генратора з від’єднаними від випрямляючого блоку виводами обмотки. Обрив у фазній обмотці статора визначається почерговим з’єднанням по дві фази до омметра або тестера чи через контрольну лампу до джерела струму напругою 12 – 30В. При справній обмотці покази омметра повинні відповідати значенням, вказаним в технічній характеристиці.
У випадку обриву якої-небудь з обмоток при з’єднанні її з виводами двох інших стрілка омметра або тестера не відхиляється (контрольна лампа не світиться).
Міжвиткове замикання обмотки статора перевіряється дефектоскопом моделі ПДО-1.
Розбірка та ремонт стартера
Для ремонта стартер розбирається. В технологічний процес розборки стартера входять слідуючи операції:
- відвертаються гайки на кришці реле і корпусі стартера;
- знімаються перемички між вивідним болтом тягового реле та обмоткою збуджувача;
- відвертаються гайки, що кріплять траверсу (на кришці реле зі сторони колектора);
- відгинаються замкові шайби;
- відвертаються болти та знімається кришка зі сторони колектора;
- відвертаються гвинти, що кріплять виводи обмоток та щітки до траверси, знімаються щітки;
- відвертається гвинт на регульовочному фланці та знімається вісь ричага;
- відвертається гвинт зі сторони кришки приводу та знімається реле разом з якорем;
- відгинаються замкові шайби та відвертаються болти;
- знімається кришка зі сторони привода, разом зричагом та приводом;
- знімається упорна шайба, зкорпусу виймається якір стартера.
Після розбірки несправні обмотки стартера перемотуються на стенді для перемотки обмоток, після чого просочуються лаком для забезпечення ізоляції. Погнуті вали правляться на пресі. Підшипники замінюються новими. Збірка стартера проводиться в зворотній послідовності. При збірці стартера замкові шайби при необхідності замінюються. Після збірки стартер перевіряється на герметичність, а потім встановлюється на стенд для перевірки. Для цього визначаються величина струму холостого ходу, величини струму та напругу при гальмівному моменті 50 Н*м, напруга ввімкнення реле та проводиться регулювання зачеплення шестерні стартера з вінцем маховика за допомогою тягового реле стартера.
Гальмівний момент для визначення напруги стартера визначається за допомогою пристосування при гальмуванні корпуса стартера.
Розбірка та дефектація агрегатів електрообладнання
Перед розбиранням агрегати електропостачання очищують механічним способом.
При розбірці деталі генераторів та стартерів (транзистори, конденсатори, реле, пластмасові деталі) потребують дбайливого ставлення. Тому при ремонті агрегатів електропостачання повинні бути створені умови, які забезпечують повну збереженність ремонтного фонду шляхом створення спеціальної тари, стелажів.
Спосіб мийки, миючі засоби та помивочне обладнання обираються із врахуванням вимог до якості мийки агрегатів та особливостей конструкції деяких вузлів, які мають електричні обмотки та деталі з ізоляційних матеріалів. Транзистори, діоди, резистори, конденсатори мийці не підлягають.
Для забезпечення повного очищення корпусів генераторів та стартерів і деталей з чорних та кольорових металів застосовується багатостадійна мийка високоефективними миючими засобами. Для мийки дрібних деталей, що сильно забруднені смолистими відкладеннями, доцільно застосовувати ванни з ультразвуковими генераторами.
Деталі, що мають обмотки, після миття перед дефектацією просушують в сушильних шафах при температурі 90 – 100 °С на протязі 3–4 годин із застосуванням вентиляції.
Дефектація деталей виконується кваліфікованими спеціалістами. Особливу увагу приділяють перевірці деталей, що мають обмотки, за допомогою приладів, які дозволяють перевірити їх цілісність.
В деталях агрегатів електропостачання та приладів електрообладнання можуть виникати слідуючи дефекти:
- обриви з’єднань в місцях пайки та порушення ізоляції від механічного впливу;
- руйнування ізоляції, підгоряння контактів, обриви обмоток в місцях пайки;
- пробої транзисторів та діодів від впливу надлишкового електричного струму.
Дефекти деталей у рухомих з’єднаннях типу вал – підшипник, обриви проводів в пошкодженнях обмоток, які виникли внаслідок механічного впливу, усуваються пайкою, наплавкою, гальванічним нарощуванням металу, зварюванням, механічною обробкою різанням та пластичним деформуванням.
Обмотки генераторів, стартерів, котушок, які мають дефекти, що виникли внаслідок дії електричного струму, замінюються новими.
Після відновлення обмоток якорів та башмаків вони підлягають контролю на відповідність параметрів, вказаних в ТУ.
Відновленні деталі поступають на комплектування, збірку та пофарбування агрегатів. Пофарбування корпусів агрегатів електрообладнання виконується чорною фарбою.
Після пофарбування агрегати та прилади випробовуються та здаються на склад.
Дата: 2019-07-24, просмотров: 404.