Курсовий проект на тему
"Процес виготовлення деталі поршневої групи"
Дисципліна: Технологія машинобудування
Зміст
Введення
Аналіз службового призначення машини, вузла, деталі
Характеристика установки
1.2 Характеристика вузла
Короткий опис деталі
Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі
3. Визначення типу виробництва й форми організації роботи
Коротка характеристика обраного типу виробництва
4. Аналіз технологічності конструкції деталі
Аналіз існуючого або типового технологічного процесу
Формування завдань проектування
Вибір способу одержання заготівлі
Характеристика процесу малодоходні
Основні операції при малодоходному
Прокат
Порівняння способів одержання заготівлі
Розробка варіанта технологічного маршруту механічної обробки деталі
Вибір обґрунтування способів обробки поверхонь заготівлі
7.2 Вибір і обґрунтування схем базування й закріплення
7.3 Складання маршрутного технологічного процесу й вибір оптимального
7.4 Обґрунтування вибору металорізальних верстатів
7.5 Обґрунтування вибору іншого технологічного встаткування
8. Розробка операційної технології
8.1 Розробка структури операцій
8.2 Розрахунок припусків на обробку поверхонь
8.3 Розрахунок режимів різання
8.4 Технічне нормування операцій
Література
Введення
Машинобудівна галузь є основною технологічною базою, яка визначає розвиток всієї промисловості будь-якої країни. Тому темпи росту машинобудування повинні значно перевищувати аналогічні показники інших галузей народного господарства. У цей час машинобудування, як жодна з інших галузей, сильно відстає від науково-технічного прогресу, у зв'язку зі складністю технологічного встаткування, що випускається. Новітні випущені верстати й інше встаткування є, у наш час, морально застарілими, тому що дуже багато часу йде на розробку конструкторської й технологічної документації, підготовку виробництва й інші організаційні роботи. Тому в цей момент перед машинобудуванням стає величезне число складних і важливих завдань, таких як: планування й розробка перспективних технологій; створення високопродуктивних технологій; підвищення якості й технічного рівня машинобудівної продукції; застосування засобів автоматизації й механізації виробництва.
Для рішення поставлених завдань варто приділяти більше увагу підготовці майбутніх фахівців. Рівень розвитку машинобудування - один із самих значимих факторів технічного прогресу, тому що корінні перетворення в будь-якій сфері виробництва можливі лише в результаті створення більше зроблених машин і розробки принципово нових технологій. Розвиток і вдосконалювання технологій виробництва сьогодні тісно пов'язані з автоматизацією, створенням технічних комплексів, широким використанням обчислювальної техніки, застосуванням устаткування із числовим програмним керуванням. Все це становить базу, на якій створюються автоматизовані виробництва, стають можливими оптимізація технологічних процесів, створення гнучких автоматизованих комплексів.
Комплексна механізація й автоматизація виробничих процесів, переоснащення машинобудівних підприємств сучасними металорізальними верстатами, типізація й стандартизація технологічних процесів, повсюдне впровадження в практику технологічного проектування електронних обчислювальних машин привели до переоцінки існуючих методів проектування. У цей час технологічне проектування - це комплексна система взаємодії засобів і методів, що спричиняють створення високоякісної технологічної документації на основі широкого застосування стандартних технологічних рішень. Освоєння машинобудівними підприємствами нової технологічної документації створило передумови для розробки й впровадження автоматичних систем керування виробничими процесами в цілому.
Характеристика установки
Дана установка є двоступінчастим компресором подвійної дії й призначена для стиску атмосферного повітря. Крутний момент передається від двигуна на кривошипно-шатунний механізм, що обертається зі швидкістю 750 о/хв, далі через шток зусилля передається на поршень першого щабля. Поршень створює тиск у першому циліндрі компресора. Далі через розподільні клапана стиснене повітря передається в другий циліндр компресора, де відбувається підвищення тиску до робочого значення.
Маса установки - 11100 кг
Габаритні розміри - 4680x3200x2090 мм
Технічна характеристика установки
Тиск усмоктування - атмосферне
Тиск нагнітання - 0,8 Мпа
Робочі температури - 30...40З
Продуктивність - 25 м3/хв
Дана установка може мати широке застосування в народному господарстві.
Характеристика вузла
Деталь “Шток" входить до складу вузла: “Група поршнева першого щабля", що складається з наступних деталей:
Поршень
Шайба
Контргайка
Гайка
Стяжка
Шток
Кільце напрямне
Кільце ущільнювальне
Експандер
Болт М12x40.56
Проставка під бурт штока
Проставка під гайку штока
За допомогою поршневої групи, а точніше за допомогою поршня й ущільнювальних кілець, які контактують зі стінками циліндра створюється тиск у циліндрі компресора. Причому тому що компресор подвійної дії, то при русі поршня вперед у лівій частині циліндра відбувається стиск, а в правої нагнітання; при русі штока назад камери міняються місцями. Тиск на виході першого щабля становить 0,3 Мпа.
Короткий опис деталі
Деталь “Шток" призначена для передачі поступального руху від кривошипно-шатунного механізму до поршня. Тому що компресор подвійної дії, то на правій частині циліндра встановлені ущільнювальні кільця, що забезпечують герметичність при русі штока назад. Лінійна швидкість руху штока V=2,5м/сек і для забезпечення високої зносостійкості робочої поверхні застосований відповідний матеріал: Сталь 38Х2МЮ-АШ і зроблене азотування даної поверхні. Для зменшення нагрівання й зношування ущільнювальних кілець, а також для зменшення руйнувань (тому що шток працює при знакозмінних навантаженнях) шорсткість робочої поверхні повинна бути незначної. Для зменшення концентраторів напруг і збільшення терміну служби штока всі переходи між діаметрами виконуються з невеликою шорсткістю, а різьблення виконується не нарізуванням а накочуванням.
Шестигранник призначений для закріплення штока в установці за допомогою ключа.
Шпонковий паз призначений для запобігання проворота шайби й відгвинчування контргайки.
Поверхня 14 притирається для забезпечення герметичності сполуки із проставкою під бурт штока.
Аналіз поверхонь
Шток базується у вузлі поверхнями 8, 12, 14 - це основна конструкторська база. Поверхні 8 і 12 утворять подвійну напрямну базу, поверхню 14 - опорну базу.
Поверхні 12,14 - допоміжна конструкторська база для деталі 11. Поверхня 8 - допоміжна конструкторська база для деталі 12.
Поверхня 5 - допоміжна конструкторська база для деталі 3.
Поверхня 5 - допоміжна конструкторська база для деталі 4.
Поверхні 5,3 - допоміжна конструкторська база для деталі 2.
Поверхні 1, 2, 4, 6, 7, 9, 10, 11, 13, 15, 16, 17, 18, 19, 21, 23, 24, 25, 27, 28, 29 - вільні.
Поверхні 5, 14, 20, 22, 26 - виконавчі.
У результаті аналізу можна зробити висновок, що деталь експлуатується в досить жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь.
Прокат
Зі стандартного ряду діаметрів за ДСТ 2590-71 вибираємо сталь круглу (52, точність звичайна, спосіб відрізки прес-ножиці.
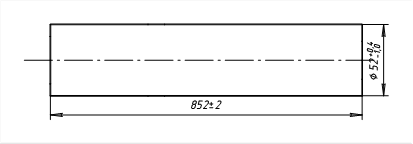
Малюнок 6.2 - Ескіз заготівлі із прокату
Знаходимо масу заготівлі із прокату:
Mз=Vз*0,00785 (6.7)
Vз=p*522*852/4=1809406 мм3
Mз=1809406*0,00785=14203г= 14,2 кг
Розробка структури операцій
Структура операцій складається на основі розробленого маршрутного технологічного процесу й матриці технологічного процесу.
Операція 040 Токарська зі ЧПУ
Операція складається з одного установа, однієї позиції, і двох технологічних переходів. На першому переході виробляється обточування із припуском під другий перехід циліндричних ділянок і торця, інструмент - Різець прохідний Т15К6 2103-0713 ДЕРЖСТАНДАРТ 20872-80.
На другому переході виробляється обробка по контурі з гострінням фасок, циліндричних ділянок, канавок і торця; інструмент - Різець для контурного гостріння Т30К4 2101-0607 ДЕРЖСТАНДАРТ 20872-80.
Операція 050 Вертикально-фрезерна
Операція складається з одного установа, шести позицій. Кожна позиція складається з одного технологічного переходу, що складається з одного робочого ходу.
На кожній позиції відбувається однократне фрезерування однієї сторони шестигранника за яким іде допоміжний перехід - поворот деталі за допомогою ділильної голівки. Різальний інструмент - Фреза торцева (100 Т14К8 2200-0157 ДЕРЖСТАНДАРТ 22075-76.
Розрахунок режимів різання
Розрахунок режимів різання для напівчистового гостріння (32h6 робимо розрахунково-аналітичним методом із застосуванням ЕОМ.
Вихідні дані
Матеріал 15К6
Головний кут у плані 450
Допоміжний кут у плані 450
Передній кут 50
Задній кут 60
Перетин державки 25x25 мм
Діаметр після чорнової стадії 35,6 мм
Глибина різання 1,3 мм
Вихідні дані м результати роботи програми наведені в таблицях.
Розрахунок режимів різання для фрезерування шестигранника робимо по таблицях.
1. Інструмент
Фреза торцева (100 Т14К8 2200-0157 ДЕРЖСТАНДАРТ 22075-76.
Кількість зубів z=6
Глибина різання t=1,5 мм
Стійкість Т=180 хв
Врізання й перебіг 38 мм
2. Знаходимо табличну подачу Sz=0,18-0,22 мм/зуб
Приймаємо Sz=0,18 мм/зуб
Поправочний коефіцієнт KSz=1,0
3. Знаходимо табличні значення:
V=220м/хв
n=465про/хв
Sм=435мм/хв
4. Визначаємо поправочні коефіцієнти
Kмv=Кмn=Кмs=0,89 - залежно від марки матеріалу
Кnv=Knn=Kns=1,0 - без кірки
Kbv=Kbn=Kbs=1,13 - залежно від ширини фрезерування
Kфs=1,0
Киv=0,94 - залежно від марки інструментального матеріалу
5. З урахуванням коефіцієнтів
V=220*0,89*1*1,13*0,94=207м/хв
n=465*0,89*1*1,13=467о/хв
Sм=435*0,89*1*1,13=437о/хв
6. Коректуємо по паспорту верстата
n=400про/хв
Sм=400мм/хв
V=3,14*100*400/1000=125м/хв
7. Потужність необхідна для різання
N=1,65кВт
Потужність верстата з обліком КПД Nэ=6,7кВт
Потужність верстата достатня.
Література
1. Довідник технолога-машинобудівника. В 2 томах, тім 1 (Під ред. О.Г. Косилової і Р.К. Мещерякова. – К., 2007
2. Маталін О.А. Технологія машинобудування. – К., 2000
3. Металорізальні верстати. Каталоги-Довідники. – К., 1997
4. Методичні вказівки до курсового проекту по "Технології машинобудування" для студентів спеціальності 7.090202 всіх форм навчання. Сост. Евтухов В.Г. - Суми, 1996
5. Методичні вказівки по оформленню документації в курсових і дипломних проектах за курсом "Технологія машинобудування" для студентів спеціальності 7.090202 всіх форм навчання. Сост. Ягуткин О.А., РУДЕНКО О.Б. - Суми 1996
Курсовий проект на тему
"Процес виготовлення деталі поршневої групи"
Дисципліна: Технологія машинобудування
Зміст
Введення
Дата: 2019-05-29, просмотров: 328.