Аннотация
Пояснительная записка к курсовой работе по курсу “Технология конструкционных материалов”: Курсовая работа. – Челябинск: ЮУрГУ, 2007. – 22 стр. с ил.
Библиография литературы – 4 наименования, 5 листов чертежей формата А4.
В работе обзорно изложены различные способы штамповки деталей и приведены схемы.
В работе изложена последовательность изготовления штамповочных форм. Для заданной конфигурации детали, согласно полученным в ходе расчета значениям, разработана матрица, пуансон и прочая оснастка.
Настоящая работа проведена для полученных теоретических знаний основополагающих аспектов штамповочных процессов в рамках учебной программы курса “Технология конструкционных материалов”.
Введение
В современных условиях развития общества одним из основных факторов технологического процесса в машиностроении является совершенствование технологии производства. Коренное преобразование производства возможно в результате создания более совершенствованных средств туда, разработки принципиально новых технологий.
Развитие и совершенствование любого производства в настоящее время связано с его автоматизацией, создание робототехнических комплексов, широким использованием вычислительной техники, применением станков с числовым программным управлением. Все это составляет базу, на которой создаются автоматизированные системы управления, становятся возможными оптимизация технологических процессов и режимов обработки, создание гибких автоматизированных комплексов.
Важным направлением научно – технического прогресса является также создание и широкое использование новых конструкционных материалов. В производстве все шире используется сверхчистые, сверхтвердые, жаропрочные, композиционные, порошковые полимерные и другие материалы, позволяющие резко повысить технический уровень и надежность оборудования. Обработка этих материалов связана с решением серьезных технологических вопросов.
Создавая конструкции машин и приборов, обеспечивая на практике их заданные характеристики и надежность работы с учетом экономических показателей.
Описание технологических процессов основано на их физической сущности и предваряет сведения о строении и свойствах конструкционных материалов. Основные методы обработки конструкционных материалов: литье, обработка давлением, сварка и обработка резанием. Эти методы в современной технологии конструкционных материалов характеризуется многообразием традиционных и новых технологических процессов, возникающих на их слиянии и взаимопроникновении.
Холодное деформирование
Обычно под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке, такой процесс деформирования соответствует условиям холодной деформации.
Холодную штамповку можно разделить на объемную штамповку (сортового металла) и листовую штамповку (листового металла) Разделение целесообразно из-за различия технологии штампования и отличия самих штампов.
Рассмотрим холодную объемную штамповку.
Холодная объемная штамповка
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно производят на кривошипных или гидравлических прессах в штампах, рабочими частями которых является пуансон и матрица.
Холодное выдавливание
Способы холодного выдавливания:
1. прямое
2. обратное
3. боковое
4. комбинированное
1. При прямом выдавливании (рис.1, а) металл вытекает в отверстие, расположенное в донной части матрицы 2, в направлении, совпадающим с направлением движения пуансона 1 относительно матрицы. Так можно получать детали типа стержней с утолщениями. Зазор между пуансоном и цилиндрической частью матрицы должен быть достаточно мал для того, чтобы металл не вытекал в него.
Если на торце пуансона (рис.1, б) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы. В этом случае прямым выдавливанием можно получать детали типа трубки с фланцем.
2. При обратном выдавливании направление течения металла противоположно движению пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей (рис.1, в). По такой схеме изготовляют полые детали типа туб (корпуса тюбиков), экранов радиоламп и др.
Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержня с фланцем (рис.1, г).
3. При боковом выдавливании металл вытекает в отверстие боковой части матрицы в направлении, не совпадающем с направлением движения пуансона (рис. 1, д). Таким образом можно получить детали типа тройников, крестовин и т.п. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют состоящей из двух половинок с плоскостью разъема, совпадающей с плоскостью, в которой расположены осевые линии заготовки и получаемого отростка.
4. Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено по нескольким из ранее рассмотренных схем холодного выдавливания (рис.1, е).
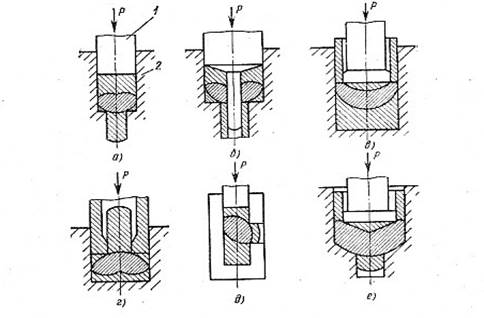
Рис. 1.
Холодная высадка
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Используются заготовки диаметром 0,5 – 40 мм из черных и цветных металлов, а так же детали с местными утолщениями сплошные и с отверстиями (заклепки, болты, винты, гвозди, шарики, ролики, гайки, звездочки, накидные гайки и т.п.). На рис 2 показаны последовательные переходы штамповки двух характерных деталей.
Штамповкой на холодновысадочных автоматах обеспечивается достаточно высокая точность размеров и хорошее качество поверхности, вследствие чего некоторые детали не требуют последующей обработки резанием. Так, в частности, изготовляют метизные изделия (винты, болты, шпильки), причем и резьбу получают на автоматах обработкой давлением – накаткой.
Штамповка на холодновысадочных автоматах обладает большой производительностью и характеризуется высоким коэффициентом использования металла.
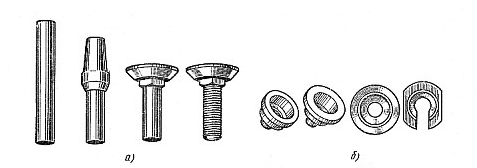 рис. 2.
рис. 2.
Конструкционные материалы
Детали машин чрезвычайно разнообразны, и для их изготовления необходимы материалы с самыми различными свойствами. Требования к материалам серьезно возросли в эпоху научно-технического прогресса. В некоторых случаях для изготовления изделий необходимы материалы, обладающие следующими свойствами: повышенной коррозийной стойкостью, теплопроводностью и электропроводностью, особыми магнитными свойствами, тугоплавкостью, сверхпроводимостью и т.п. Для правильного использования имеющихся материалов, так же как и для обработки заготовок из них, важно иметь представление о их структуре, так как это дает возможность учитывать влияния режимов эксплуатации или обработки на характеристики изделия.
Горячая объемная штамповка
Сущность процесса
Горячая объемная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями полостей (а так же выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единственную замкнутую полость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а так же периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Мерные заготовки отрезают от прутка различными способами: на кривошипных пресс-ножницах, механическими пилами, газовой резкой и т.д.
Плюсами горячей объемной штамповки перед ковкой являются: высокая производительность, более высокая точность изготовления детали (допуски на штампованные поковки в 3-4 раза меньше чем на кованную).
Минусами является то, что штамп дорогостоящий инструмент и пригоден для изготовления только одной , конкретной поковки. Кроме того, для объемной горячей штамповки поковок требуются гораздо большие усилия деформирования, чем для ковки таких же поковок. Поковки массой в несколько сот килограммов для штамповки считаются крупными. В основном штампуют поковки массой 20 – 30 кг и только в отдельных случаях – массой до 3 т.
Область применения
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.д.
Поковка
Решение:
Найдем объем детали, а затем и заготовки:
Объем детали

Объем поковки

Масса поковки

Исходный объем заготовки с учетом расходного коэффициента металла

Масса исходной заготовки

Наибольший диаметр поковки 120 мм, тогда площадь поперечного сечения:


Длинна заготовки
 , при этом условии будет затруднена отрезка заготовки.
, при этом условии будет затруднена отрезка заготовки.
В качестве сырья используем сталь горячекатаную, круглого сечения.
Диаметр сортамента и длину заготовки вычислим из условия:
1,25<  <2,5
<2,5
т.е. целесообразнее всего будет использовать сортамент круглого сечения диаметром 72мм.
При массе 6,012кг, заготовка будет иметь длину 18,8см
= 1,57
Отрезка детали проводится специальными кривошипными пресс-ножницами
Обработка поковки резанием
Она нужна для того, чтобы:
1) добиться желаемой точности и шероховатости поверхности детали
2) изготовить 4 отверстия, которые нельзя получить при штамповке
Для получения желаемой точности и шероховатости поверхности и требуемых размеров, деталь обрабатываем на фрезерном станке.
Отверстия получаем сверлением. Для сверления используем сверла соответствующих диаметров, а затем зенкеры для достижения нужной точности и шероховатости поверхности.
Заключение
В данной курсовой работе был разработан технологический процесс изготовления детали по чертежу. Он состоит из нескольких этапов:
· сначала была получена заготовка способом горячей штамповки. Выбор этого способа оправдывает себя, так как производство детали получается недорогим.
· Затем заготовку обрабатывали резанием, сверлением, и затем зенкерованием.
Список литературы:
1) Технология конструкционных материалов. Под редакцией А. М. Дальского. М.: «Машиностроение», 1985, 448 с
2) Технология конструкционных материалов. 2-е издание, переработанное и дополненное. Под редакцией А. М. Дальского. М.: «Машиностроение», 1990, 352 с
3) Савинская В.Г. Проектирование литых и штампованных заготовок.
4) Учебное пособие к курсовой работе по дисциплине «Технология конструкционных материалов» – Челябинск: Издательство ЮУрГУ, 2006. – 160 с.
5) Справочник технолога, часть первая. «Машиностроение» 2000.
Аннотация
Пояснительная записка к курсовой работе по курсу “Технология конструкционных материалов”: Курсовая работа. – Челябинск: ЮУрГУ, 2007. – 22 стр. с ил.
Библиография литературы – 4 наименования, 5 листов чертежей формата А4.
В работе обзорно изложены различные способы штамповки деталей и приведены схемы.
В работе изложена последовательность изготовления штамповочных форм. Для заданной конфигурации детали, согласно полученным в ходе расчета значениям, разработана матрица, пуансон и прочая оснастка.
Настоящая работа проведена для полученных теоретических знаний основополагающих аспектов штамповочных процессов в рамках учебной программы курса “Технология конструкционных материалов”.
Введение
В современных условиях развития общества одним из основных факторов технологического процесса в машиностроении является совершенствование технологии производства. Коренное преобразование производства возможно в результате создания более совершенствованных средств туда, разработки принципиально новых технологий.
Развитие и совершенствование любого производства в настоящее время связано с его автоматизацией, создание робототехнических комплексов, широким использованием вычислительной техники, применением станков с числовым программным управлением. Все это составляет базу, на которой создаются автоматизированные системы управления, становятся возможными оптимизация технологических процессов и режимов обработки, создание гибких автоматизированных комплексов.
Важным направлением научно – технического прогресса является также создание и широкое использование новых конструкционных материалов. В производстве все шире используется сверхчистые, сверхтвердые, жаропрочные, композиционные, порошковые полимерные и другие материалы, позволяющие резко повысить технический уровень и надежность оборудования. Обработка этих материалов связана с решением серьезных технологических вопросов.
Создавая конструкции машин и приборов, обеспечивая на практике их заданные характеристики и надежность работы с учетом экономических показателей.
Описание технологических процессов основано на их физической сущности и предваряет сведения о строении и свойствах конструкционных материалов. Основные методы обработки конструкционных материалов: литье, обработка давлением, сварка и обработка резанием. Эти методы в современной технологии конструкционных материалов характеризуется многообразием традиционных и новых технологических процессов, возникающих на их слиянии и взаимопроникновении.
Холодное деформирование
Обычно под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке, такой процесс деформирования соответствует условиям холодной деформации.
Холодную штамповку можно разделить на объемную штамповку (сортового металла) и листовую штамповку (листового металла) Разделение целесообразно из-за различия технологии штампования и отличия самих штампов.
Рассмотрим холодную объемную штамповку.
Холодная объемная штамповка
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно производят на кривошипных или гидравлических прессах в штампах, рабочими частями которых является пуансон и матрица.
Холодное выдавливание
Способы холодного выдавливания:
1. прямое
2. обратное
3. боковое
4. комбинированное
1. При прямом выдавливании (рис.1, а) металл вытекает в отверстие, расположенное в донной части матрицы 2, в направлении, совпадающим с направлением движения пуансона 1 относительно матрицы. Так можно получать детали типа стержней с утолщениями. Зазор между пуансоном и цилиндрической частью матрицы должен быть достаточно мал для того, чтобы металл не вытекал в него.
Если на торце пуансона (рис.1, б) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы. В этом случае прямым выдавливанием можно получать детали типа трубки с фланцем.
2. При обратном выдавливании направление течения металла противоположно движению пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей (рис.1, в). По такой схеме изготовляют полые детали типа туб (корпуса тюбиков), экранов радиоламп и др.
Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержня с фланцем (рис.1, г).
3. При боковом выдавливании металл вытекает в отверстие боковой части матрицы в направлении, не совпадающем с направлением движения пуансона (рис. 1, д). Таким образом можно получить детали типа тройников, крестовин и т.п. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют состоящей из двух половинок с плоскостью разъема, совпадающей с плоскостью, в которой расположены осевые линии заготовки и получаемого отростка.
4. Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено по нескольким из ранее рассмотренных схем холодного выдавливания (рис.1, е).
Рис. 1.
Холодная высадка
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Используются заготовки диаметром 0,5 – 40 мм из черных и цветных металлов, а так же детали с местными утолщениями сплошные и с отверстиями (заклепки, болты, винты, гвозди, шарики, ролики, гайки, звездочки, накидные гайки и т.п.). На рис 2 показаны последовательные переходы штамповки двух характерных деталей.
Штамповкой на холодновысадочных автоматах обеспечивается достаточно высокая точность размеров и хорошее качество поверхности, вследствие чего некоторые детали не требуют последующей обработки резанием. Так, в частности, изготовляют метизные изделия (винты, болты, шпильки), причем и резьбу получают на автоматах обработкой давлением – накаткой.
Штамповка на холодновысадочных автоматах обладает большой производительностью и характеризуется высоким коэффициентом использования металла.
рис. 2.
Холодная штамповка в открытых штампах
Холодная штамповка в открытых штампах заключается в придании заготовке формы детали путем заполнения полости штампа металлом заготовки. Схема холодной штамповки аналогична схеме горячей объемной штамповки.
Холодной объемной штамповкой можно изготовлять пространственные детали сложных форм (сложные и с отверстиями). Холодная объемная штамповка обеспечивает так же получение деталей со сравнительно высокой точностью размеров и качеством поверхности. Это уменьшает объем обработки резанием или даже исключает ее. Так как штампуют обычно за один ход ползуна пресса, то холодная штамповка (даже при использовании нескольких переходов со своими штампами) характеризуется большей производительностью по сравнению с обработкой резанием. Однако, учитывая, что изготовление штампов трудоемко и дороже изготовления инструментов, используемого при обработке резанием, холодную штамповку следует применять при достаточно большой серийности производства.
Конструкционные материалы
Детали машин чрезвычайно разнообразны, и для их изготовления необходимы материалы с самыми различными свойствами. Требования к материалам серьезно возросли в эпоху научно-технического прогресса. В некоторых случаях для изготовления изделий необходимы материалы, обладающие следующими свойствами: повышенной коррозийной стойкостью, теплопроводностью и электропроводностью, особыми магнитными свойствами, тугоплавкостью, сверхпроводимостью и т.п. Для правильного использования имеющихся материалов, так же как и для обработки заготовок из них, важно иметь представление о их структуре, так как это дает возможность учитывать влияния режимов эксплуатации или обработки на характеристики изделия.
Дата: 2019-05-29, просмотров: 321.