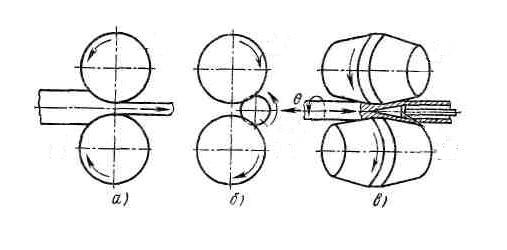
Исходной заготовкой для данной детали будет являться лист толщиной 10мм. Листовой прокат получают на прокатном производстве. Сущность прокатного производства заключается в том, что металл пластически деформируется вращающимися валками. Взаимное расположение валков их форма и количество могут быть разными. Выделяют три основных вида прокатки: продольную (а), поперечную (б) и поперечно-винтовую (в). При изготовлении листового проката используют продольную прокатку.
Для производства листового проката берут стальной слиток массой до 50 тонн в горячем состоянии прокатывают на слябинге или блюминге, получая заготовку
|
прямоугольного сечения, называемую слябом. Иногда вместо прокатных заготовок широко применяют заготовки в виде слябов, полученные непрерывной разливкой. Слябы прокатывают большей частью на непрерывных станах горячей прокатки, состоящих из двух групп рабочих клетей – черновой и чистовой, расположенных друг за другом. Перед каждой группой клетей сбивают окалину в окалиноломателях. После прокатки полосу сворачивают в рулон.
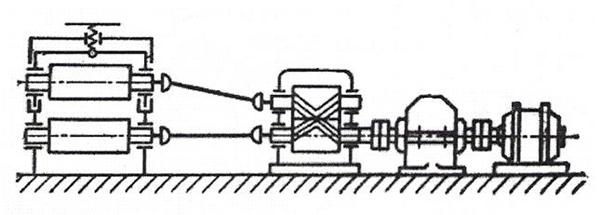
Прокатный стан
Далее для получения исходной заготовки лист должен пройти операцию вырубки. Вырубка осуществляется металлическим пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. В начальной стадии деформирования происходит врезание режущих кромок в заготовку и смещение одной части заготовки относительно другой без видимого разрушения. При определённой глубине внедрения режущих кромок в заготовку у режущих кромок зарождаются трещины, быстро проникающих в толщу листа, и как следствие мы получаем заготовку нужной нам формы.
Полученной заготовке нужно придать форму стакана, пространственной детали цилиндрической формы с фланцем.
Для этого проводят операцию вытяжки без утонения стенок.
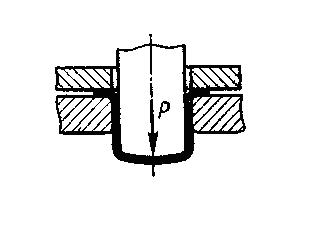
Сущность процесса заключается в том, что вырубленную заготовку укладывают на плоскость матрицы. Пуансон надавливает на центральную часть матрицы и смещает в отверстие матрицы. Центральная часть заготовки тянет за собой периферийную, которая образует стенки вытянутой детали и её фланец. Но при определённом соотношении диаметров заготовки и вытянутой детали на фланце могут возникнуть складки. Для предотвращения появления складок применяют прижим, с определённой силой прижимающий фланец заготовки к плоскости матрицы. После проведённых операций получаем цилиндрический стакан с фланцем.
Дата: 2019-05-29, просмотров: 320.