Сварочный цех 6х9х2,81 м общей площадью 54 кв. м.
Электроснабжение здания – от сети 380/220В, разводка в металлорукавах, расчетная мощность – в соответствии с устанавливаемым оборудованием.
Освещение – люминесцентное, накладные светильники
Вентиляция - естественная, принудительная: зонт вытяжной
Отопление – автономное, электрические настенные панели
Внутренние помещения: стены, потолок – оцинкованный металлический лист, пол – рифленый металлический лист
Окна – в деревянной раме
наружная дверь – металлическая с замком и ключами
степень огнестойкости – III
Теплостойкость здания: +18 град С при внешней температуре –45 град С.
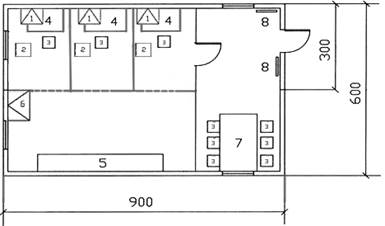
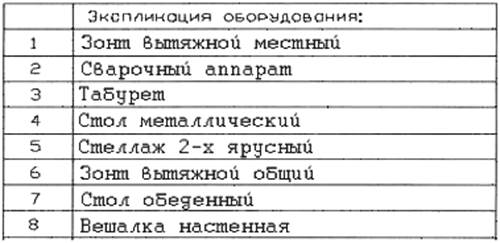
Сварочный цех представляет собой прямоугольное помещение площадью 54 м2 с тремя сварочными кабинами, в каждой из которых находится специальный стол, табурет, сварочный преобразователь, электрододержатель, горелка. Преобразователь состоит из генератора постоянного тока и электродвигателя. Он соединен с электрододержателем посредством сварочных проводов (преобразователь является источником повышенного напряжения, электромагнитного поля, ультразвука.) Вентиляция осуществляется с помощью вытяжных зонтов, трех местных и одного общего. Во входной части цеха располагаются вешалки и обеденный стол.
Заготовки для сварки поставляются из других цехов на специальных тележках. Для сварки алюминиевых радиусных колен используем ручную дуговую сварку металлическим электродом с подогревом изделия. При использовании ручной сварки на рабочем месте уровень шума не превышает допустимых норм.
Прежде, чем приступить к сварке алюминия, сварщик должен знать особенности материала и технологию сварки.
Чистый алюминий проводит электрический ток в четыре раза лучше, чем сталь, поэтому процесс его сварки имеет свои технологические особенности. Способность проводить тепло у алюминия также значительно выше, чем у стали. Поэтому при работе с алюминием опасность поражения электрическим током и опасность получения ожогов от нагретой поверхности материала возрастает. То, что алюминий лучше проводит тепло, делает нежелательным увеличение скорости сварки - уменьшается глубина провара. Для кристаллизации сварочной ванны требуется меньше времени, поэтому происходит неполное газовыделение, что может привести к образованию пор в сварном шве. Чтобы избежать этого, необходимо устанавливать большее значение силы сварочного тока, чем при сварке стали; предварительно нагреть свариваемые детали, и использовать инертный защитный газ, желательно гелий. В начале сварки возможно уменьшение прочности сварного шва из-за отсутствия полного провара по причине недостаточного прогрева кромок свариваемых деталей.
Для ручной дуговой сварки технического алюминия применяются отечественные электроды ОЗА-1 и ОЗАНА-1 В этих электродах в обмазке находятся хлоридные и фторидные соли, разрушающие оксидную пленку и способствующие устойчивому горению дуги. С другой стороны, при высоких температурах идет окисление и выделение ионов хлора и фтора, что является негативной стороной этих добавок, т к они могут вызвать профессиональные заболевания.
Работа сварщика начинается с зачистки кромки свариваемого изделия и прилегающая к ним зон (20-30 мм) от ржавчины, шлака и обезвреживания поверхности бензином или ацетоном. Зачистка проводится при помощи стальных щеток или специального пневматического оборудования. Оно является источником локальной вибрации. Комплект слесарного инструмента, который необходим сварщику, состоит из стальных щеток, зубила и молотка (для очистки швов от шлака и брызг металла), шаблонов (для проверки размеров шва), стального клейма, метра, стальной линейки и др. Слесарный инструмент должен быть уложен в переносном инструментальном ящике. Свариваемые детали до начала сварки должны быть надежно закреплены.
Рекомендуется следующий расход защитного газа:
Диаметр проволоки 1,0 мм - 12-14 л/мин
Диаметр проволоки 1,2 мм - 14-16 л/мин
Диаметр проволоки 1,6 мм - 18-22 л/мин
При сварке деталей из алюминия горелку устанавливают под углом 10-20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10-15 мм. Сварку ведут постоянным током обратной полярности (плюс на электроде), при которой в результате катодного распыления улучшаются условия разрушения оксидной пленки. Обратная полярность применяется при необходимости выделения меньшего количества тепла в свариваемом изделии. На дугу постоянного тока оказывает действие магнитного поля, которое отклоняет ее от оси. Уменьшить действие отклоняющего дугу магнитного поля можно изменением места токоподвода, наклоном электрода в сторону отклонения дуги, уменьшением длины дуги.
Используемый сварочный ток – 25-32 А на 1 мм диаметра электрода, диаметр электрода – 4-6 мм. При сварке алюминия температура дуги должна достигать 660°С и выше, что является источником повышенного светового и теплового излучения. Интенсивность теплового облучения работающих от открытых источников (нагретый металл, стекло, "открытое" пламя и др.) не должна превышать 140 Вт/м2, при этом облучению не должно подвергаться более 25%) поверхности тела и обязательным является использование средств индивидуальной защиты, в том числе средств защиты лица и глаз (ГОСТ 12.1.005-88).
После сварки во избежание разъедания металла шлак со шва удаляют, промывая горячей или подкисленной водой и тщательно протирая стальными щетками.
Чтобы избежать коробления, образования трещин и улучшить качество сварки, детали из алюминия и его сплавов перед сваркой подогревают до температуры 200...350°С (крупные детали до более высокой температуры). Температуру подогрева определяют термопарами или специальными карандашами. Предварительный нагрев приводит к повышенной температуре воздуха рабочей зоны. Концы трещин в деталях засверливают, а кромки разделывают под углом 60...90°. Расплавленный металл удерживают от растекания стальными или глиняными подкладками. Для получения мелкозернистой структуры металла шва деталь после сварки медленно охлаждают, а шов слегка проковывают. Внутренние напряжения снимают нагревом до температуры 300...350°С с последующим медленным охлаждением.
Контроль качества
1. Внешний осмотр.
При внешнем осмотре обнаруживаются такие дефекты как трещины в шве и околошовной зоне, незаваренные кратеры, несоответствие конструктивных элементов сварного шва, прожоги, наплывы, непровар в корне шва, подрезы, грубочешуйчатая поверхность сварного шва.
2. Гидравлические испытания.
Испытуемую емкость заполняют водой или керосином (при заполнении сосуда жидкостью должен быть обеспечен выход из него воздуха), а затем с помощью насоса медленно повышают давление в сосуде до заданного по техническим условиям на контроль сварного изделия. Под испытываемым давлением (контролируют по манометру) сосуд выдерживают в течение определенного времени и при этом подвергают тщательному осмотру.
3. Рентгено- и гамма-дефектоскопия.
Рентгеновские лучи обладают свойством проникать через непрозразные тела. Проникая через сварной шов, они ослабляют свою интенсивность, встречая на своем пути пустоты, шлаковые включения, трещины. В зависимости от того или иного дефекта рентгеновские лучи ослабляются по-разному, неодинаково.
Лучи, проникающие через металл, воздействуют на фотопленку, установленную сзади детали, рассматривая которую после проявления судят об обнаруженном дефекте по различной затемненности дефектных мест на фотопленке.
Так обнаруживают наличие в сварных швах трещин, пористости, непроваров, шлаковых включений.
Сущность просвечивания гамма-лучами заключается в том, что, так же как и рентгеновские лучи, лучи некоторых радиоактивных веществ обладают свойством проникать через непрозрачные тела и на фотопленке отражать степень их ослабления. В качестве искусственных радиоактивных веществ получили применение изотопы кобальт-60, цезий-137 и др.
Гамма-установка дефектоскопии материалов представляет собой простейшее устройство. Оно состоит из свинцового контейнера, в котором расположена ампула с радиоактивными веществами. Установкой можно пользоваться в таких местах, где рентгеноустановку не удается использовать; одновременно можно просвечивать несколько деталей или контролировать весь кольцевой шов: гамма-установка легкая, портативная, недорогая.
Однако, при использовании такой дефектоскопии нужно соблюдать все правила безопасности, т к долговременное и частое радиационное облучение опасно для здоровья человека.
Дата: 2019-05-29, просмотров: 321.