Блочно-модульная система технологического процесса
Изготовление мебели в мастерских относится к индивидуальному производству, при котором обработку древесины и изготовление изделий производят с помощью универсального оборудования, универсальных приспособлений, механизированных и ручных инструментов. Структура технологического процесса изготовления мебели в мастерских приведена в таблице 2.
Таблица 2
Структура технологического процесса изготовления мебели
| Стадии технологического процесса | Содержание стадий | Применяемое оборудование и инструменты |
| Раскрой | Раскрой досок и плит на заготовки | Круглопильные и ленточные станки, электрические и ручные пилы |
| Обработка черновых заготовок | Фрезерование и строгание заготовок в размер, подготовка к склеиванию и облицовыванию, получение объемных криволинейных и точеных заготовок, подготовка шпона | Фуговальные, рейсмусовые, объемно-копировальные, токарные и шлифовальные станки, электрорубанки, ручные строгальные инструменты, токарный инструмент, ножницы и инструмент для раскроя шпона, ребросклеивающие ленточные станки, приспособления для наклеивания клеевой ленты |
| Склеивание и облицовывание заготовок | Склеивание заготовок по ширине и толщине, склеивание плит, приклеивание раскладок, облицовывание шпоном, пластиками, снятие свесов | Цвинги, струбцины, притирочный молоток, инструменты для снятия свесов |
| Повторная обработка черновых склеенных и облицованных заготовок | Фрезерование, строгание и торцевание заготовок в размер | Фуговальные, рейсмусовые и торцовочные станки, ручные строгальные инструменты, ручные пилы, электрорубанки |
| Обработка чистовых заготовок | Формирование шипов, проушин, отверстий, профилей, зачистка поверхностей | Фрезерные и сверлильные станки, ручные пилы, ручные строгальные инструменты, долота, стамески, шлифовальные станки, шлифовальные ручные машины |
| Предварительная сборка изделий | Сколачивание и обжим изделий, подстрагивание, подпиливание, подшлифовывание | Цвинги, сборочные станки, ручные пилы, стамески, струбцины, ручные строгальные инструменты |
| Отделка | Подготовка древесины, нанесение отделочных материалов, сушка, облагораживание покрытия | Лаконаливная машина, шлифовальные и полировальные станки, ручные шлифовальные машины, кисть, тампон, шпатель |
| Окончательная сборка | Сборка, шлифование, обжим изделий, обработка после сборки | Цвинги, сборочные станки, струбцины, ручные пилы, ручные строгальные инструменты |
Содержание стадий, приведенное в таблице, не следует смешивать с содержанием операций технологического процесса. Например, сборка изделий может состоять из нескольких операций, чередующихся в определенной технологической последовательности[6].
Станки
Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по следующим основным признакам.
По назначению различают станки общего назначения и универсальные. К станкам общего назначения относятся станки, на которых можно выполнять определенные операции по обработке заготовок, например пиление — на круглопильных станках, сверление — на сверлильных станках. К, группе универсальных станков относятся станки, на которых можно выполнять различные по назначению операции: раскрой, фрезерование, запиливание шипов и проушин, сверление и т. п. Универсальные станки применяют на предприятиях с индивидуальным производством или в мастерских.
По характеру относительного перемещения обрабатываемой заготовки и режущего инструмента различают станки цикловые и проходные. В цикловых станках заготовка или инструмент перемещаются периодически. У проходных станков заготовки непрерывным потоком подаются на режущий инструмент, поэтому такие станки более производительны, чем цикловые.
По степени механизации и автоматизации различают полумеханизированные, механизированные, полуавтоматические и автоматические станки. У полумеханизированных станков механизирован процесс обработки, а заготовки подаются вручную. У механизированных станков механизирована обработка и подача заготовок, но отсутствует автоматическое управление процессом обработки. У полуавтоматов часть, а у автоматов все операции автоматизированы, т. е. выполняются механически в заданном режиме. В зависимости от количества рабочих шпинделей различают станки одно- и многошпиндельные.
По технологическому признаку выполняемых работ станки подразделяются на работающие с образованием стружки и без стружкообразования. К станкам, работающим с образованием стружки, относятся:
Ø пильные (круглопильные, ленточнопильные, лобзиковые),
Ø фрезерующие (фуговальные, рейсмусовые, фрезерные, шипорезные),
Ø сверлильные, долбежные, токарные, в том числе круглопалочные и копировальные, шлифовальные.
При обработке на станках происходит взаимодействие между обрабатываемой заготовкой и рабочим органом станка. Рабочие органы делятся на главные и вспомогательные.
Главные (обрабатывающие) органы выполняют подачу и обработку (резание) заготовок. К ним относятся механизмы резания, например шпиндели, несущие режущие инструменты и механизмы подачи (вальцы, конвейеры, цепи).
Вспомогательные рабочие органы выполняют операции базирования (плиты, направляющие линейки), настройку, загрузочно-разгрузочные операции (бункера, магазины), контроля.
Кроме рабочих органов станки имеют двигательные и передаточные механизмы и опорные элементы.
Двигательные (приводные) механизмы осуществляют движения резания и подачи. К ним относятся электрические, гидравлические и пневматические приводы.
Передаточные механизмы служат для передачи движения от приводного механизма. К ним относятся различные виды передач (зубчатая, ременная, цепная), редукторы и т. п.
В качестве опорных элементов предназначены станины, опоры валов, специальные столы.
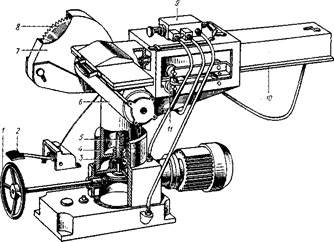
Рис. 2. Станок ЦПА-40:
1 — маховичок установки суппорта по высоте;
2 — педаль включения подачи;
3 — стакан станины;
4 — колонка;
5 — винт подъема колонки;
6 — электродвигатель пилы;
7 — ограждение пилы;
8 — пила;
9 — гидрораспределитель гидропривода;
10 — суппорт;
11 —опорный ролик.
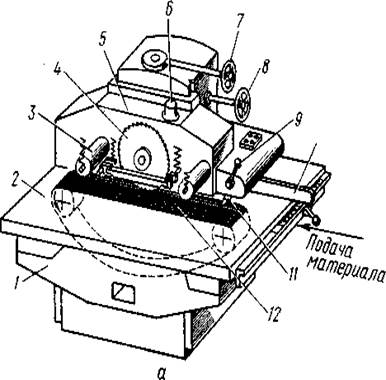
Рис. 3. Станок однопильный прирезной с гусеничной подачей ЦДК-5-2:
1 — станина;
2 — стол;
3 — прижимный ролик;
4 — пила;
5 — суппорт прижимных роликов;
6 — патрубок;
7 — маховичок настройки прижимного суппорта;
8 — маховичок настройки пильного суппорта;
9 — рукоятка подъема упора; 10 — направляющая линейка; 11— упор.
 б
б
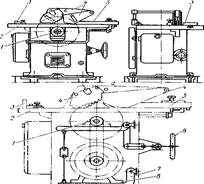
Рис. 4. Универсальный круглопильный станок Ц6-2:
а — общий вид; б — кинематическая схема;
1 — пильный вал; 2 — стол;
3 — передвижной упорный угольник;
4 — ограждение; 5 — направляющая линейка;
6 — маховичок механизма установки пилы по высоте;
7 — плита;
8 — электродвигатель.
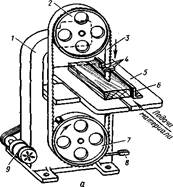
Рис. 5. Станок ленточнопильный столярный ЛС80-5:
1 — станина; 2 — верхний направляющий шкив;
3 — пила; 4 — направляющее устройство;
5 — стол; 6 — направляющая линейка;
7 — приводной шкив;
8 — педаль тормоза;
9 — электродвигатель.
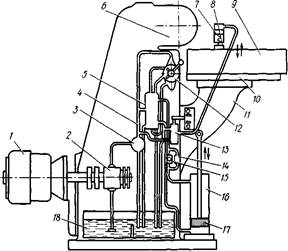
Рис. 6. Схема ящичного шипорезного станка ШПК-40:
1 — электродвигатель;
2 — гидронасос;
3 — предохранительный клапан;
4 — маслопровод;
5 — реверсивный золотник;
6 — шпиндель с фрезами;
7, 8 — гидроприжимы;
9 — заготовка;
10 — стол;
11 — кронштейн;
12 — кран управления;
13 — золотник гидроприжима;
14—обратный клапан;
15 — регулятор скорости;
16 — гидроцилиндр подъема стола;
17 — поршень;
18 — масляный бак.
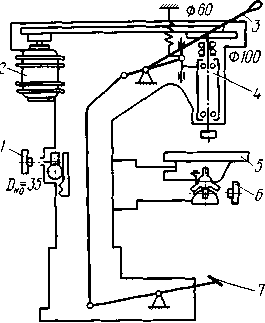
Рис. 7. Вертикальный сверлильный станок СВП-2:
1 — маховичок подъема стола;
2 — электродвигатель;
3 — ручка подъема шпинделя;
4 — шпиндель;
5 — стол;
6 — маховичок передвижения стола по направляющим;
7 — педаль.
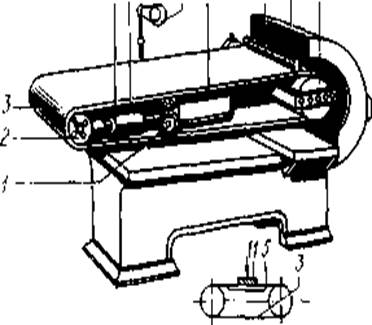
Рис. 8. Ленточно-шлифовальный станок с неподвижным столом ШлНСВ:
1 — маховичок-фиксатор натяжного приспособления;
2 — натяжной шкив;
3 — шлифовальная лента;
4 — натяжное приспособление;
5 — стол;
6 — светильник;
7 — поворотное устройство для регулирования набегания ленты;
8 — упорный угольник;
9 — ведущий шкив; 10 — пылеприемник; 11 — деталь
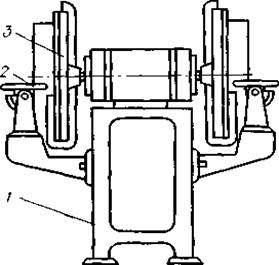
Рис. 9. Шлифовальный дисковый станок Шл2Д-2:
1 —станина;
2 — рабочий стол;
3—шлифовальный диск
Оборудование
Отдельные стадии обработки деталей и их сборка разделяются на операции, которые выполняют столяры на своих рабочих местах. В зависимости от технологии обработки рабочие места оборудуются механизмами и соответствующими приспособлениями с применением различных инструментов. На ряде рабочих мест применяется ручная обработка древесины, встречающаяся при ремонте изделий из древесины, а также при их штучном изготовлении.
Основным оборудованием рабочего места столяра при ручной обработке является столярный верстак (рис.10).
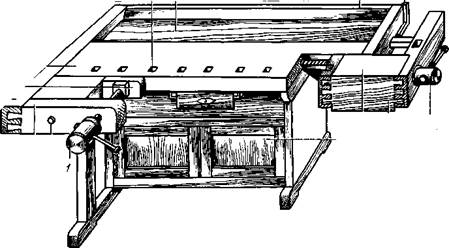
Рис. 10. Верстак
Верстак состоит из двух основных частей — крышки и подверстачья 4. Материалом для изготовления крышки служит древесина твердых лиственных пород — граба, бука, дуба. Подверстачье изготовляется из древесины хвойных пород. Оно отделывается укрывистыми красками, закрывающими текстуру древесины. Толщина крышки верстака 60...70 мм. Она имеет два зажимных устройства — продольное и поперечное.
Инструмент
Рабочее место столяра оборудуют режущим, разметочным и вспомогательным инструментом. К вспомогательным инструментам относятся гаечные ключи, отвертки, плоскогубцы, клещи, столярные молотки и др.
Столярные молотки изготовляют призматической формы с плоской поверхностью ударного бойка с тем, чтобы при ударах на поверхностях деталей не образовывались вмятины. К вспомогательным инструментам относятся также напильники. С их помощью обрабатывают те места деталей, которые нельзя обработать другими инструментами. По своему поперечному сечению напильники бывают прямоугольными, треугольными, круглыми, полукруглыми. Напильники с крупной насечкой называют рашпилями, а с мелкой насечкой — личными.
Разметочные работы состоят в нанесении на поверхность обрабатываемой заготовки линий, определяющих окончательные размеры детали после обработки. Следует учитывать припуски, если требуется еще повторная обработка. К разметочным инструментам относятся: линейки, метры складные, рейсмусы, циркули и др.
Линейка применяется для проведения прямых линий. На ней могут быть деления, расстояния между которыми равны 1 мм. В таких случаях линейки могут применяться не только для проведения прямых линий при разметке, но и для некоторых измерений.
Складные стальные метры применяются для измерения линейных размеров. Угольник служит для нанесения линий под углом 90° и для проведения и проверки перпендикулярности линий. Транспортиры служат для измерения величины углов. Ерунок применяется для измерения углов величиной 45 и 135°. Малка служит для измерения углов различных величин.
Часто на поверхностях заготовок из древесины требуется нанести риски, определяющие размеры деталей после обработки. Для выполнения этих работ служит рейсмус.
Циркуль служит для разметки окружностей и их частей. Кронциркуль применяется для изменения толщины деталей и внешних диаметров тел вращения. Нутромеры применяются для измерения диаметров отверстий и расстояний между внутренними поверхностями. Шило служит для прочерчивания рисок и для накалывания точек пересечения линий. Эти точки определяют центры будущих высверливаемых отверстий[7].
Применение механизированного инструмента при выполнении различных операций механической обработки древесины позволяет значительно повысить производительность по сравнению с обработкой ручным инструментом.
При изготовлении мебели применяют ручные дисковые электропилы, электрические рубанки, ручные сверлильные и шлифовальные пневматические машины (рис. 11).
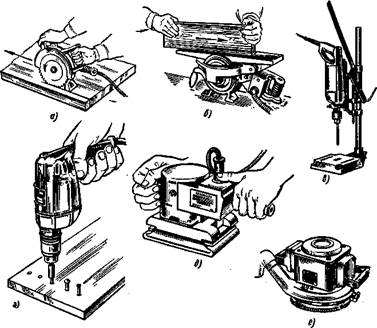
Рис. 11. Ручной механизированный инструмент:
а — электропила, б — электрорубанок, в, г — сверлильные машины, д — шлифовальная машина с прямоугольной площадкой, в — шлифовальная машина с дисковой площадкой
Техника безопасности
Техника безопасности при работе на деревообрабатывающих станках
Для каждого деревообрабатывающего станка общего назначения разработаны детальные правила техники безопасности, которые вывешиваются около станков. Особое внимание надо обратить на следующие основные правила.
В педально-торцовочных станках защитное устройство педальной пилы должно быть отрегулировано так, чтобы при возвращении рамы пилы в исходное положение под столом вершины зубьев пилы находились ниже уровня стола не менее чем на 50 мм.
При работе на круглопильных станках для поперечной распиловки с прямолинейным движением суппорта и механической подачей движение суппорта должно быть ограничено так, чтобы он мог двигаться в пределах, необходимых для распиловки материала определенной ширины.
Круглопильные станки для продольной распиловки с вальцово-дисковой подачей оборудуются зубчатыми секторами, препятствующими обратному отбрасыванию распиливаемого материала. На них разрешается распиливать отрезки досок не короче, чем расстояние между осями подающих валиков плюс 50 мм. Станки также должны иметь расклинивающие ножи.
В ленточных станках устанавливаются тормозные устройства, обеспечивающие быструю остановку пильных шкивов. Направляющие ролики пильной ленты устанавливаются так, чтобы открытой оставалась только режущая часть пилы. Эти станки имеют роликовые предохранители, которые не дают пильной ленте сползать в сторону распиливаемого материала.
В фуговальных станках должен быть огражден ножевой вал. Перед началом работы проверяют закрепление ножей на валу. Заготовки короче 400 мм и уже 50 мм необходимо обрабатывать только с помощью колодок и толкателей.
Рейсмусовые станки оборудуются зубчатыми секторами, препятствующими обратному отбрасыванию заготовок. Запрещается обработка заготовок длиной короче расстояния между осями передних и задних подающих валиков плюс 50 мм.
На фрезерных станках детали необходимо плотно прижимать к линейке и столу станка. Строго запрещено прорезать отверстия в направляющей линейке путем ее надвигания на вращающийся режущий инструмент. Если диаметр фрезы превышает 200 мм или на шпиндель устанавливают более одной фрезы, верхний конец шпинделя закрепляют в кронштейне. Обрабатываемые детали прочно закрепляют в шаблонах. При несквозном фрезеровании следует устанавливать ограничительные упоры. Инструменты на фрезерных станках следует отбалансировать и надежно закрепить. Неработающие части фрез закрывают ограждениями,
На четырехсторонних продольно-фрезерных станках разрешается обрабатывать по ширине только одну заготовку. Наименьшая длина обрабатываемой заготовки может быть не менее расстояния между осями передних и задних подающих валиков плюс 50 мм.
В шипорезных станках все подающие механизмы имеют надежно действующие устройства для закрепления деталей в каретках. На каретках должны быть ограждения, препятствующие проникновению рук работающего к инструментам. На двусторонних шипорезных станках, в которых подача производится конвейерными цепями, должны быть автоматические сбрасыватели или наклонные плоскости, принимающие обработанные детали.
В сверлильных станках патроны должны быть обтекаемой формы. Сверла оборудуются ограждениями. При углублении сверла в древесину ограждение закрывает оставшуюся его часть сверху, а по мере выхода из отверстия — все сверло. Обрабатываемый материал плотно закрепляется прижимами.
В цепно-долбежных станках режущая цепь имеет ограждение в виде коробки, опускающейся на поверхность обрабатываемой детали, когда цепь углубляется в древесину.
В ленточно-шлифовальных станках с подвижным столом и утюжковым прижимом верхняя неработающая часть шлифовальной ленты должна быть закрыта. Запрещено пользоваться надорванными, а также неплотно склеенными или с неровными краями шлифовальными лентами. На шкивах места склейки располагаются по ее ходу.
В дисковых шлифовальных станках зазор между столом и плоскостью диска может быть не более 5 мм. В цилиндровых шлифовальных станках шлифовальную шкурку необходимо закреплять на цилиндрах плотно, без складок, выпученных мест и других дефектов.
В токарных станках патроны не должны иметь выступающих частей. Для установки тяжелых и склеенных деталей применяют опорные устройства. Заготовку, имеющую граненую форму, перед обработкой обтесывают для того, чтобы придать ей форму, приближающуюся к телу вращения[8].
Техника безопасности при ручной обработке древесины
Перед работой ручными пилами, прежде всего надо проверить заточку пильного полотна. При размещении пил на стене у рабочего места их следует располагать передним концом вверх. После окончания работы пильное полотно лучковой пилы поворачивают зубчатым венцом внутрь лучка. На зубчатый венец целесообразно надевать футляр в виде деревянного бруска.
Собирать и разбирать ручные строгальные инструменты необходимо с применением молотка, которым слегка постукивают по деревянным деталям с тем, чтобы вынуть нож, не порезавшись им. При затачивании ножей необходимо соблюдать осторожность.
На верстаке должны находиться только те инструменты, которые требуются для работы. Они должны лежать на лотке столярного верстака фасками вниз. Запрещается резать стамеской в направлении на себя. Нельзя носить долота и стамески в карманах одежды.
Для безопасной работы необходимо прочно закреплять сверла в коловоротах и дрелях. При сверлении отверстий запрещается нажимать на эти приспособления грудью.
При работе электрифицированными инструментами нужно следить за исправностью заземляющих устройств. Во избежание перегрева электродвигателя необходимо периодически выключать инструмент на несколько минут для того, чтобы произошло его охлаждение.
Санитарно-гигиенические требования
Территория деревообрабатывающих предприятий должна быть отделена от жилых застроек санитарно-защитной зоной шириной не менее 50 м. Эта зона должна озеленяться.
Не более 50 % защитной зоны может быть занято зданиями подсобного или обслуживающего назначения.
В деревообрабатывающих цехах следует избегать выделения избыточного тепла и загрязнения воздуха. Для этого производится необходимая изоляция оборудования трубопроводов. Требуемая чистота, а также температура и влажность воздуха в производственных помещениях поддерживаются с помощью приточно-вытяжной вентиляции. Для создания условий, предусмотренных нормами, должен обеспечиваться также обмен воздуха. Независимо от наличия вентиляционных систем во всех помещениях имеются форточки для проветривания. Площадь открывающихся проемов для проветривания не должна быть меньше 30 % площади проемов. Такая площадь достаточна для хорошего проветривания помещений.
Хорошее освещение, как территории предприятия, так и помещений создает благоприятные и безопасные условия труда. Чрезмерное освещение раздражает и снижает чувствительность глаз человека.
Следует максимально использовать естественное освещение цехов через окна и специально устраиваемые световые фонари в крышах и других частях здания. В вечернее и ночное время, а также при плохих погодных условиях пользуются искусственным освещением помещений. В ряде случаев в дневное время электрическое освещение при необходимости дополняет естественное[9].
Дата: 2019-05-29, просмотров: 330.