Каждый способ производства заготовок требует от материала определенного комплекса технологических свойств. Поэтому часто материал накладывает ограничения на выбор способа получения заготовки. Так, серый чугун имеет прекрасные литейные свойства, но не куется. Титановые сплавы обладают высокими антикоррозионными свойствами, но получить из них отливки или поковки весьма затруднительно.
Технологические свойства оказывают влияние на себестоимость изготовления заготовок. Например, переход при изготовлении отливки от чугуна к стали повышает себестоимость литья (без учета стоимости материала) на 20...30%. Применение легированных и высокоуглеродистых сталей при производстве заготовок штамповкой повышает стоимость их изготовления на 5...7%.
Если заготовки из одного и того же материала получать различными Способами (литье, обработка давлением, сварка), то они будут обладать неидентичными свойствами, т.к в процессе изготовления заготовки происходит изменение свойств материала. Так, литой металл характеризуется относительно большим размером зерен, неоднородностью химического состава и механических свойств по сечению отливки, наличием остаточных напряжений и т.д. Металл после обработки давлением имеет мелкозернистую структуру, определенную направленность расположения зерен (волокнистость). После холодной обработки давлением возникает наклеп. Холоднокатаный металл прочнее литого в 1,5...3,0 раза. Пластическая деформация металла приводит к анизотропии свойств: прочность вдоль волокон примерно на 10...15% выцГе, чем в поперечном направлении.
Сварка ведет к созданию неоднородных структур в самом сварном шве и в околошовной зоне. Неоднородность зависит от способа и режима сварки. Наиболее резкие отличия в свойствах сварного шва получают при ручной дуговой сварке. Электрошлаковая и автоматическая дуговая сварки дают наиболее качественный и однородный шов.
Программа выпуска продукции
Программа выпуска продукции, т.е. количество изделий, выпускаемых в течение определенного периода времени (обычно за год), является одним из важнейших факторов, определяющих выбор способа производства заготовок. Ее влияние для каждого технологического процесса легко проследить по себестоимости одной заготовки:
Сзаг=й+6/П (3.1)
или производственной партии:
С==аП+Ь,
где а - текущие затраты (стоимость расходуемого материала, заработная плата основных рабочих, расходы на эксплуатацию оборудования и инструмента и т.д.); Ь - единовременные затраты (на оборудование, инструмент, его амортизацию и ремонт); П - размер производственной партии, шт.
Очевидно, что увеличение размера партии ведет к уменьшению себестоимости заготовки. Однако такое снижение себестоимости происходит не однозначно. При увеличении производственной партии свыше значения П, - требуется введение дополнительного оборудования, технологической оснастки. Зависимость себестоимости от размеров партии приобретает в этом случае более сложный (ступенчатый) характер (рис.3.2).
Сравнение двух (или нескольких) вариантов технологических процессов изготовления заготовок можно осуществить графически (рис.3.3). Точка пересечения дает критическую производственную партию Пк, которая разделяет области рационального применения того или иного технологического процесса.
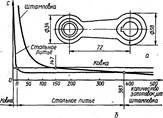
Программа выпуска позволяет также определить экономически целесообразные пределы применения различных методов получения заготовок (рис.3.4).
|
|
| ||
| Рис.3.2. Зависимость себестоимости С партии заготовок (1) и одной заготовки (2) от размера производственной партии П: П1, П2 - критические значения размеров партии | Рис.3.3. Сравнение себестоимости С технологических про-цессов изготовления заготовки (варианты 1 и 2) в зависимости от размера производ-ственной партии | ||
| Рис.3.4. Поводок (а) и зависимость себестоимости заготовки от метода ее изготовления и размера производственной партии (б) | |||

Дата: 2019-04-23, просмотров: 384.