На основе заданной ГППЗ определяется расчетное количество оборудования, необходимого для ее выполнения,
qsl = ] Тsl / Ф ў эф sl [,
 где qs l — количество единиц оборудования s-й группы (s =1,S), необходимое для
где qs l — количество единиц оборудования s-й группы (s =1,S), необходимое для
 выполнения ГППЗ в l-м цехе (l =1,L), шт.; Тsl — трудоемкость выполнения ГППЗ на s-й группе оборудования в l-м цехе с учетом выполнения норм времени, ч/год; L — число основных цехов; S — общее число групп взаимозаменяемого оборудования.
выполнения ГППЗ в l-м цехе (l =1,L), шт.; Тsl — трудоемкость выполнения ГППЗ на s-й группе оборудования в l-м цехе с учетом выполнения норм времени, ч/год; L — число основных цехов; S — общее число групп взаимозаменяемого оборудования.
Здесь и далее обратные скобки говорят о том, что округление производится до ближайшего большего целого числа. Расчет Tsl производится по формуле
Тsl =  tmsl Nm,
tmsl Nm,
где tmsl — трудоемкость обработки m-го изделия на s-й группе взаимозаменяемого оборудования в l-м цехе с учетом выполнения норм времени, ч/изд.
Величина tmsl определяется как
tmsl = t'msl / gsl ,
где t'ms l – нормативная трудоемкость обработки m-го изделия на s-й группе взаимозаменяемого оборудования в l-м цехе, ч/изд; gsl - коэффициент выполнения норм времени на s-й группе оборудования в l-м цехе с учетом заданий по снижению трудоемкости обработки.
t'msl =  t шк isl ЧKim ,
t шк isl ЧKim ,
где Isl — число наименований деталей, обрабатываемых на s-й группе оборудования в l-м цехе; t шк isl - норма штучно-калькуляционного времени обработки i-й детали на на s-й группе оборудования в l-м цехе, ч/шт.
Расчеты tmsl удобно свести в табл. 6.
Таблица 6.Трудоёмкость изготовления изделий
| Номер цеха | Номер группы оборудования | Коэффициент выполнения норм времени g sl |
Номера изделий | |||||||||
| 1 | 2 | 3 | 4 | 5 | ||||||||
| t'msl, ч/изд. | tmsl, ч/изд. | t'msl, ч/изд. | tmsl, ч/изд. | t'msl, ч/изд. | tmsl, ч/изд. | t'msl, ч/изд. | tmsl, ч/изд. | t'msl, ч/изд. | tmsl, ч/изд. | |||
| 1 | 1 | 0,7 | 0,7 | 0,8 | 0,8 | |||||||
| 2 | 1,6 | 1,6 | 1,8 | 1,8 | ||||||||
| 3 | 2,3 | 2,3 | 8,2 | 8,2 | ||||||||
| 2 | 4 | 1,6 | 1,6 | 1,4 | 1,4 | |||||||
| 5 | 0,6 | 0,6 | 1,0 | 1,0 | ||||||||
| 6 | 2,2 | 2,2 | 3,0 | 3,0 | ||||||||
| 7 | 0,6 | 0,6 | 1,8 | 1,8 | ||||||||
| 8 | 1,3 | 1,3 | 3,2 | 3,2 | ||||||||
Эффективный фонд времени единицы оборудования s-й группы в l-м цехе Фўэф sl равен
Фўэф sl = Фн (1 - Рпp s /100) ,
где Фн — номинальный фонд времени работы единицы оборудования за год, ч/год; Рпp s — процент времени простоя s-й группы оборудования в ремонте, % (выбирается студентом самостоятельно с учетом табл. 1).
 |
Номинальный фонд времени работы единицы оборудования определяется по производственному календарю планируемого года по формуле
где Др – число рабочих дней в году, раб.дн.; Ксм – число рабочих смен в рабочем дне; Тсм – продолжительность смены.
Эффективный фонд времени работы s-й группы оборудования в l-м цехе
Фэфsl = Фўэфsl qsl .
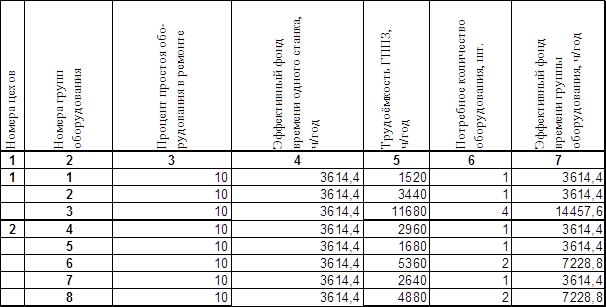
Результаты расчетов заносятся в табл. 7.
Таблица 7. Потребное количество оборудования для выполнения ГППЗ
РАСЧЕТ КАЛЕНДАРНО-ПЛАНОВЫХ НОРМАТИВОВ
Научно обоснованные календарно-плановые нормативы (КПН) являются основой качественного оперативно-календарного планирования, служат исходной базой для составления взаимосвязанных планов, обеспечивающих равномерную работу рабочих мест, участков, цехов и эффективное использование основных фондов, материальных и трудовых ресурсов, облегчают оперативный контроль за ходом производства и регулирование производственного процесса.
Состав КПН различен в зависимости от типа производства и других факторов. В серийном производстве, рассматриваемом в курсовом проекте, основными КПН являются размеры и ритмы партий деталей, сборочных единиц и изделий; длительность производственных циклов обработки партий деталей, сборки сборочных единиц и изделий; опережения запуска и выпуска партий деталей и сборочных единиц; размеры заделов.
Дата: 2019-05-29, просмотров: 322.