ЛЕКЦИИ
по дисциплине 1430 Конструкторско-технологическое обеспечение производства ЭВМ
для студентов 5 курса факультета ИТ
специальности 230101
«Вычислительные машины, комплексы, системы и сети»
Обсуждены на заседании кафедры
«___» _______________ 2007 г.
Протокол № _____
Москва, 2007
Общие положения
1.1 Цели дисциплины
Целью дисциплины является изложение общих принципов организации проектирования электронных вычислительных машин, рассмотрение задач конструкторской подготовки производства (стадии проектирования средств вычислительной техники, основные правила конструирования, обеспечения надежной работы ЭВМ и систем), технологической подготовки производства (технологические процессы производства основных узлов ЭВМ, сборки, регулировки и настройки, контроля и испытаний).
1.2 Рекомендуемая литература
1.2.1 Основная:
1) Конструкторско-технологическое проектирование электронной аппаратуры: Учебник для вузов / К.И.Билибин, А.И.Власов, Л.В.Журавлева и др. Под общ. ред. В.А.Шахнова. – М.: МГТУ им. Н.Э.Баумана, 2002. - 528с.
2) Степанова И.В. Конструкторско-технологическое обеспечение производства ЭВМ. Конструкторская подготовка производства: Уч. пос. – М.: МГАПИ, 2004. – 63с .
3) Степанова И.В. Технология производства печатных плат. – М.: МГУПИ, 2008. – 56 с.
4) Степанова И.В., Степанов В.П. Формообразующие операции при производстве ЭВМ. – М.: МГУПИ, 2008. – 54 с.
1.2.2 Дополнительная литература к лекциям №№ 1-3, 8:
Савельев М.В. Конструкторско-технологическое обеспечение производства ЭВМ: Уч. пос. для вузов. – М.: Высшая школа, 2001. – 319с.
1.2.3 Дополнительная литература к лекциям №№ 22-26:
1) Медведев А.М. Печатные платы. Конструкции и материалы. – М.: Техносфера, 2005. – 304с.
2) Пирогова Е.В. Проектирование и технология печатных плат: Учебник. – М.: ФОРУМ, 2005. - 560 с.
1.2.4 Дополнительная литература к лекциям №№ 35-37:
Медведев А.М. Сборка и монтаж электронных устройств. – М.: Техносфера, 2007. – 256с.
1.2.5 Дополнительная литература к лекциям №№ 38-40:
Федоров В.К., Сергеев Н.П., Кондрашин А.А. Контроль и испытания в проектировании и производстве радиоэлектронных средств. – М.: Техносфера, 2005. – 504с.
Л екция №1. Основные задачи конструирования ЭВМ и систем. Требования к конструкции ЭВМ
Продолжительность: 2 часа (90 мин.)
2.1 Основные вопросы
- понятие конструкции ЭВМ (систем);
- основные задачи конструирования;
- основные этапы проектирования ЭВМ и систем;
- виды изделий;
- классификация ЭВМ;
- требования, предъявляемые к конструкции ЭВМ.
Текст лекции
2.2.1 Основные этапы проектирования– до 35 мин
В современном обществе темпы развития ЭВМ в значительной мере определяют уровень научно-технического прогресса. Рост степени интеграции микросхем, быстродействия и тепловыделения элементной базы требует повышенного внимания к вопросам компоновки конструкции, задачам обеспечения технологичности, помехоустойчивости, нормальных температурных режимов работы ЭВМ. Это приводит к увеличению сложности конструкций и повышению требований к их производству.
Под конструкцией ЭВМ понимают совокупность электрически и механически соединенных элементов, в которых реализуется электрическая схема данной машины.
Конструирование – сложный процесс, заключающийся в физическом воплощении принятых схемных решений.
Основная задача конструирования – создание конструкции, обеспечивающей параметры ЭВМ, записанные в техническом задании, с учетом возможности изготовления этой конструкции в определенных производственных условиях в возможно короткие сроки и при минимальных затратах. Конструктор должен определить форму, материал, размеры конструктивного узла; состав входящих в него элементов; способы механических и электрических соединений входящих в него элементов; обеспечить помехоустойчивость, тепловой режим, защиту от внешних воздействий и т.п.; обеспечить высокую надежность.
Исходными данными для конструирования ЭВМ и систем являются электрическая схема устройства и техническое задание на разработку (ТЗ).
Конструирование является составной частью общего процесса проектирования ЭВМ.
Под проектированием обычно понимается разработка основных показателей изделия и путей их реализации. В результате проектирования реализуется конструкция изделия. Проектирование ЭВМ и систем – сложный комплекс теоретических, схемотехнических, технологических и производственных работ, приводящих в конечном итоге к выпуску машины, отвечающей заданным требованиям.
При проектировании ЭВМ обычно выделяют следующие этапы:
1. Системное проектирование, включающее в себя структурное проектирование (разработку структурной схемы ЭВМ, выбор системы команд, системы счисления и т.п.) и функциональное проектирование (разработка функциональных схем устройств и ЭВМ в целом).
2. Схемотехническое (логическое) проектирование – разработка подробных принципиальных электрических схем устройств, ориентированных на определенные системы элементов.
3. Техническое проектирование (или техническая подготовка производства), включающее в себя конструкторское и технологическое проектирование (конструкторская и технологическая подготовка производства).
4. Организационно-производственное проектирование (подготовка производства).
Так как на третьем и четвертом этапах проектирования должны быть решены все вопросы, связанные с последующим производством изделия, то вместо термина «проектирование» для этих этапов часто применяют термин «подготовка производства».
На практике последовательность этапов проектирования может нарушаться, т.к. использование унифицированных элементов позволяет совмещать этапы разработки функциональных и принципиальных схем с разработкой конструкции.
Технологическое проектирование заключается в разработке технологических процессов изготовления деталей и узлов и сборки ЭВМ, а также необходимой для производства оснастки и специального технологического оборудования.
Конструирование и технологическая подготовка производства тесно взаимосвязаны и не могут выполняться по отдельности и без учета других этапов проектирования.
В рамках курса «Конструкторско-технологическое обеспечение производства ЭВМ» рассматривается этап технического проектирования (технической подготовки производства) изделий.
Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Различают следующие виды изделий:
· деталь – изделие, изготовленное из однородного по марке и наименованию материала без применения сборочных операций;
· сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями;
· комплекс – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций;
· комплект – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера.
2.2.2 Классификация ЭВМ – до 25 мин
Многообразие сфер применения и видов ЭВМ порождает и большое количество признаков, по которым осуществляется классификация ЭВМ. К таким признакам относят: принцип действия, назначение, технические характеристики, объект установки, условия эксплуатации и обслуживания, применяемую элементную и конструктивную базу, экономические факторы и др.
По принципу действия различают цифровые, аналоговые, аналогово-цифровые ЭВМ. Основным отличительным признаком данных ЭВМ является вид элементной базы.
По назначению выделяют: ЭВМ общего назначения, специализированные, персональные, управляющие и контрольные ЭВМ.
ЭВМ общего назначения (универсальные), ориентированные на выполнение широкого круга задач, выполняемых по любому алгоритму, должны иметь высокую производительность вычислений при низкой стоимости, обеспечение минимальных габаритных размеров, массы и энергопотребления не является критичным требованием при их проектировании.
Специализированные ЭВМ предназначены для решения узкого круга специальных задач наиболее оптимальным образом. Как правило, такие ЭВМ содержат определенные ограничения на обработку информации, а значит, в большинстве случаев проще и дешевле универсальных.
Персональные ЭВМ предназначены для эксплуатации их пользователем самостоятельно, без помощи профессионального программиста. Такие ЭВМ обладают развитым человеко-машинным интерфейсом, обеспечивающим простое управление, малыми размерами и массой, малым энергопотреблением, низкой стоимостью, эргономичностью конструкции.
Управляющие ЭВМ используются для управления различными объектами и технологическими процессами. Характерная особенность этих ЭВМ состоит в получении информации о состоянии управляемого объекта от датчиков, установленных непосредственно на объекте. Важное значение для этих ЭВМ имеет высокая надежность функционирования.
Контрольные ЭВМ применяются при построении контрольно-измерительной аппаратуры.
По совокупности технических характеристик (производительности, объему памяти, принципу реализации и т.п.) различают сверхвысокопроизводительные (суперЭВМ), высокопроизводительные (большие), средние, малые (мини-ЭВМ) и микроЭВМ.
По объекту установки ЭВМ делятся на стационарные и подвижные (делящиеся, в свою очередь, на транспортируемые, переносные, носимые)).
Стационарные ЭВМ предназначены для эксплуатации в стационарных помещениях или на открытом воздухе, транспортируемые – на автомобильном, железнодорожном или ином транспорте.
Переносные ЭВМ обычно устанавливаются на поверхность стола или пол, имеют малые габаритные размеры и массу, всегда работают в комнатных условиях и не предназначены для работы во время переноски с места на масто; носимые ЭВМ могут работать и при переноске.
По трем глобальным зонам эксплуатации на объектах установки различают следующие классы ЭВМ: наземные (использование на суше), морские (использование на море), бортовые (использование в воздушном и космическом пространстве) ЭВМ.
Приведенная классификация является достаточно условной, однако она оказывает влияние на выбор конструкций и технологий производства ЭВМ.
2.2.3 Требования, предъявляемые к конструкции ЭВМ – до 30 мин
Требования, предъявляемые к конструкции ЭВМ (системы), можно разделить на несколько групп.
Тактико-технические требования:
· быстродействие;
· объем памяти (оперативной, постоянной и др.);
· адресность команд;
· разрядность машинного числа;
· точность выполнения операций;
· и т.п.,
Конструктивно-технологические требования:
· технологичность;
· минимальная номенклатура комплектующих элементов;
· минимальные габариты и масса;
· защита от воздействия внешних факторов;
· ремонтопригодность;
· возможность серийного производства элементов типовых конструкций;
· предотвращение неправильной установки типовых конструкций;
· и т.п.
Эксплуатационные требования:
· простота управления и обслуживания;
· удобный доступ ко всем частям машины;
· сигнализация опасных режимов работы;
· эргономичность и эстетичность;
· и т.п.
Требования по надежности:
· обеспечение высокой вероятности безотказной работы;
· наработки на отказ;
· среднее время восстановления работоспособности;
· долговечность;
· сохраняемость;
· и т.п.
Экономические требования:
· минимальные затраты времени, труда и материальных средств на разработку, изготовление, наладку и эксплуатацию ЭВМ;
· минимальная стоимость ЭВМ;
· и т.п.
Условия эксплуатации:
· температура окружающей среды;
· атмосферное давление;
· относительная влажность;
· и др.
Тесная связь предъявляемых к ЭВМ требований часто приводит к тому, что стремление максимально выполнить одно из них ведет к необходимости снизить значения других.
Соотношения между различными требованиями устанавливается исходя из типа, назначения и условий эксплуатации ЭВМ. Например, для большой универсальной ЭВМ наиболее важное требование – обеспечение максимального быстродействия, наименее важное – обеспечение небольших габаритов и массы; для управляющих ЭВМ наиболее важные требования – высокая надежность и малая стоимость, наименее важное – мощность потребления; для бортовых ЭВМ наиболее важные требования – высокая надежность, малые габаритные размеры и масса, наименее важное – стоимость.
Требования, предъявляемые к конструкции разрабатываемой ЭВМ (системы) указываются в техническом задании.
3 Л екция №2. Техническая документация. Организация конструкторской подготовки производства. Основные функции технологической подготовки производства
Продолжительность: 2 часа (90 мин.)
3.1 Основные вопросы
- жизненный цикл изделия;
- понятие технической документации;
- стандарты на техническую документацию;
- конструкторские документы;
- схемы, виды и типы схем;
- технологическая документация;
- этапы конструкторской подготовки производства;
- основные функции технологической подготовки производства.
Текст лекции
3.2.1 Техническая документация– до 35 мин
В настоящее время широко используют такое понятие, как «жизненный цикл» изделий производства, включающий в себя все этапы создания изделия:
проектирование ® изготовление ® эксплуатация ® утилизация.
На всех этапах жизненного цикла изделия применяется техническая документация, состав и содержание которой регламентируется государственными стандартами.
Действующие в настоящее время стандарты сгруппированы по этапам жизненного цикла:
· единая система конструкторской документации (ЕСКД);
· единая система технологической документации (ЕСТД);
· единая система программной документации (ЕСПД);
· единая система технологической подготовки производства (ЕСТПП);
· и др.
Стандарты определяют форму, правила оформления, учета, хранения, обращения и изменения технической документации.
Применение стандартов позволяет:
· обмениваться технической документацией между предприятиями;
· сократить типы и формы технических документов;
· уменьшить трудоемкость проектирования;
· автоматизировать и механизировать обработку технических документов.
Конструкторские документы – графические и текстовые документы, определяющие состав и устройство изделия, содержащие данные для его разработки и изготовления, контроля, приемки, эксплуатации, утилизации. Их состав, порядок разработки и правила оформления определяются ЕСКД.
В общем объеме конструкторской документации существенное место занимает схемная документация.
Схема – графическая конструкторская документация, на которой в виде условных изображений или обозначений показаны составные части изделия и связи между ними.
Схемы делятся на виды и типы по назначению, видам входящих в них элементов и связей между ними.
Виды схем:
Э – электрические;
Г – гидравлические;
П – пневматические;
Х – газовые;
К – кинематические;
В – вакуумные;
Л – оптические;
Р – энергетические;
С – комбинированные.
Типы схем:
1 – структурные;
2 – функциональные;
3 – принципиальные;
4 – соединений (монтажные);
5 – подключения;
6 – общие;
7 – расположения;
0 – объединенные.
При проектировании ЭВМ и систем в основном используют электрические схемы следующих типов:
· Э1 (электрические структурные) – определяют основной состав ЭВМ и ее функциональные части, их назначение и взаимосвязи;
· Э2 (электрические функциональные) – поясняют процессы, происходящие в отдельных функциональных частях и узлах ЭВМ;
· Э3 (электрические принципиальные) – определяют полный состав элементов и связей между ними, дают полное прадставление о принципе работы отдельных узлов и устройств;
· Э4 (электрические соединений) – показывают соединения составных частей, соединительные изделия (провода, кабели и т.п.) и места их присоединения;
· Э5 (электрические подключений) – определяют внешние подключения;
· Э6 (электрические общие) – показывают составные части ЭВМ и их соединения между собой на месте эксплуатации;
· Э7 (электрические расположения) – определяют взаимное расположение отдельных устройств ЭВМ и соединяющих элементов.
Помимо схем, к графическим конструкторским документам относятся различные чертежи, например:
· чертеж детали – изображение детали и другие данные, необходимые для ее изготовления и контроля;
· сборочный чертеж – изображение сборочных единиц и других деталей, необходимые для сборки и контроля;
· чертеж общего вида – определяет конструкцию изделия, взаимодействие его основных частей и поясняет принцип работы изделия;
· теоретический чертеж – геометрическая форма (обводы) изделия и координаты расположения основных частей;
· габаритный чертеж – контурное изображение изделия с габаритными, установочными и присоединительными размерами;
· электромонтажный чертеж – данные для электрического монтажа изделия
· и др.
К текстовым конструкторским документам относятся: пояснительная записка (описание структуры и принципа действия разработанного изделия); спецификация (определяет состав всего изделия или отдельных сборочных единиц); различные ведомости, содержащие перечни определенных документов, деталей (например, ведомость спецификаций – перечень всех спецификаций на составные части ЭВМ, ведомость покупных изделий – перечень используемых покупных изделий, ведомость ссылочных документов – перечень документов, на которые имеются ссылки); ремонтные документы – данные для проведения ремонтных работ; инструкции и т.п.
Технологические документы – графические и текстовые документы, в которых определяется порядок изготовления изделия и проведения процессов, содержащие необходимые данные для приемки и контроля изделия.
К технологическим документам относятся: технологические инструкции, маршрутные карты, различные ведомости (технологических маршрутов, материалов, применяемости деталей и т.п).
3.2.2 Организация конструкторской подготовки производства ЭВМ и систем – до 40 мин
Конструкторская подготовка производства (КПП) – это разработка конструкторской документации на изделие.
Стадии КПП:
· техническое задание;
· техническое предложение;
· эскизный проект;
· технический проект;
· рабочая документация.
Техническое задание (ТЗ) является основой для разработки, содержание ТЗ устанавливает ГОСТ.
В ТЗ указываются:
· назначение и состав ЭВМ (системы);
· условия эксплуатации, хранения и транспортировки;
· основные технические и тактико-технические характеристики (форма и точность представления информации, скорость ее преобразования, объем и быстродействие запоминающих устройств, надежность и т.п.),
· конструктивные параметры (масса, габариты, требования к элементной базе, модульности и т.п.),
· общетехнические требования (пределы температур, влажности, колебания напряжения в сети, помехозащищенность и др.).
Техническое предложение – совокупность конструкторских документов, содержащих технические и технико-экономические обоснования целесообразности разработки конструкторской документации. Техническое предложение разрабатывается по результатам анализа ТЗ, вариантов возможных решений изделия с учетом особенностей разрабатываемого изделия, существующих изделий и патентных материалов. На этой стадии уточняются технические требования к изделию.
Эскизный проект – комплекс конструкторских документов, содержащий принципиальные конструктивные решения и дающий общие представления об устройстве и принципе работы изделия. Ведется конструкторская и технологическая проработка выбранного варианта реализации. Делаются чертежи общих видов изделия (часто без размеров).
Технический проект – совокупность конструкторских документов, содержащих окончательные технические решения. Определяется конструкция ЭВМ (системы) и ее составных частей, выполняются все необходимые расчеты для подтверждения соответствия ТЗ, разрабатываются электрические схемы, технические решения, обеспечивающие требуемые показатели надежности, анализируется конструкция на технологичность. Разрабатываются методы и алгоритмы наладки и контроля изделия.
Рабочая документация разрабатывается сначала на опытный образец изделия, после изготовления и испытаний опытного образца вносятся изменения в конструкторские документы и разрабатывается документация на опытную (установочную) серию, а затем – документация на серийное или массовое производство.
Все этапы конструкторской подготовки производства проводятся только при разработке вновь создаваемой ЭВМ (системы), основанной на использовании принципиально новых технических решений.
3.2.3 Организация технологической подготовки производства ЭВМ и систем – до 15 мин
Технологическая подготовка производства (ТПП) – совокупность процессов, обеспечивающих технологическую готовность предприятия к выпуску изделия заданного качества при установленных сроках, объеме выпуска и затратах.
Основные функции ТПП:
· отработка конструкции на технологичность;
· проектирование технологических процессов (как новых, так и совершенствование существующих), их типизация;
· проектирование и изготовление технологической оснастки, специального оборудования, режущего и измерительного инструментов;
· проектирование и изготовление средств механизации и автоматизации, транспортных средств;
· выверка и наладка оборудования, технологического оснащения, технологических процессов для запланированных режимов и норм.
Технологическая подготовка производства базируется на Единой системе технологической подготовки производства (ЕСТПП) – установленной государственными стандартами системе организации и управления процессом ТПП.
Этапы ТПП проводятся параллельно с этапами КПП.
Текст лекции
4.2.1 Понятие систем автоматизированного проектирования (САПР)– до 20 мин
Возможность формального математического описания некоторых конструкторских задач и унификация их постановки позволяет использовать методы автоматизации проектирования и перейти от традиционного макетирования разрабатываемых узлов и блоков ЭВМ к их моделированию с помощью компьютера.
Автоматизация проектирования на практике осуществляется с помощью систем автоматизированного проектирования (САПР). Под САПР понимают комплекс средств автоматизации проектирования, взаимосвязанных с необходимыми подразделениями проектной организации или коллективом специалистов.
С помощью САПР можно осуществлять весь цикл сквозного проектирования ЭВМ, включающий в себя:
· синтез структуры и электрической схемы устройства;
· анализ характеристик устройства при различных режимах работы;
· синтез топологии, включая размещение элементов на печатной плате или кристалле;
· проектирование конструкции изделия;
· выпуск конструкторской документации;
· подготовка программ для физической реализации отдельных узлов или деталей конструкций, например: программ для станков с числовым программным управлением (ЧПУ) для обработки резанием заготовок, для машин быстрого прототипирования деталей и оснастки и т.п.
Использование САПР позволяет повысить качество проектов, снизить материальные затраты, сократить сроки проектирования, уменьшить число занятых в проекте людей (проектировщиков, чертежников и др.).
Предметом САПР являются формализация проектных процедур, структурирование и типизиция процессов проектирования, модели, методы и алгоритмы решения проектных задач, способы построения технических средств, создания языков, описания программ, банков данных, а также вопросы их объединения в единую проектную систему.
4.2.2 Виды обеспечения САПР – до 50 мин
САПР включает в себя техническое, математическое, программное, информационное, лингвистическое и другие виды обеспечения.
Математическое обеспечение САПР включает в себя математические модели проектируемых объектов.
Разработка математического обеспечения является самым сложным этапом создания САПР, от которого в наибольшей степени зависят производительность и эффективность функционирования САПР в целом.
Основные требования, предъявляемые к математическим моделям объектов:
· универсальность – полнота отображения в модели свойств реальной вычислительной системы;
· точность – степень совпадения параметров реального объекта и параметров, рассчитанных с помощью модели;
· адекватность – способность отображать реальные свойства объекта с погрешностью не выше заданной;
· экономичность – характеризуется затратами вычислительных ресурсов.
Методика составления математической модели заключается в следующем:
1) выбор свойств объекта, подлежащих отображению в модели, основанный на анализе сферы применения модели и определяющий степень ее универсальности;
2) сбор исходной информации о выбранных свойствах объекта на основе анализа научно-технической и справочной аппаратуры, опыта проектировщиков, описаний прототипов;
3) выбор структуры математической модели, т.е. общего вида математических отношений в виде графов, таблиц, схем, формул без конкретизации числовых параметров;
расчет числовых значений параметров математической модели и оценка адекватности модели путем сравнения расчетных значений с экспериментальными данными.
Информационное обеспечение САПР – это данные, которыми пользуется проектировщик в процессе разработки изделия: справочные данные о существующих проектных решениях (как типовых, так и промежуточных для текущих разработок), о комплектующих элементах и их параметрах.
Совокупность данных, используемых в САПР, составляет информационный фонд. Организация, сохранение и обновление этого фонда составляет основную функцию информационного обеспечения САПР.
В состав информационного обеспечения САПР входят: программные модули; исходные и результирующие данные для программных модулей; нормативно-справочная проектная документация, государственные и отраслевые стандарты, типовые проектные решения, текущая (для выполняемого проекта) проектная документация и прочее.
Различают следующие способы ведения информационного обеспечения САПР: использование файловой системы; построение библиотек; использование баз данных; создание информационных программ-адаптеров. Файловые системы и библиотеки применяют при хранении программных модулей, диалоговых сценариев поддержки процесса проектирования, вводе больших массивов исходных данных, хранении текстовых документов; но они мало пригодны для оперативной обработки справочных данных. Этот способ ведения информационного обеспечения широко распространен, так как поддерживается средствами операционной системы. Информационные программы-адаптеры применяются для организации межмодульного интерфейса.
Основу лингвистического обеспечения САПР составляют специальные языковые средства (языки проектирования), предназначенные для описания процедур автоматизированного проектирования и проектных решений. Проблемно-ориентированные языки создаются по каждой из областей применения (строительство, электроника и т.п.), в то же время, чрезмерное разнообразие языков может затруднять обмен данными между предприятиями.
Программное обеспечение САПР – это совокупность всех программ и эксплуатационной документации к ним, необходимых для выполнения автоматизированного проектирования.
Программное обеспечение делится на общесистемное и специальное. Общесистемное программное обеспечение близко по назначению к операционным системам и предназначено для организации функционирования технических средств, т.е. планирования и управления вычислительным процессом распределения имеющихся ресурсов. Специальное (прикладное) программное обеспечение имеет форму пакета прикладных программ и реализует математическое обеспечение для непосредственного выполнения проектных процедур.
Техническое обеспечение САПР включает в себя средства вычислительной техники, оргтехники, средства передачи данных, измерительные устройства, специализированные устройства ввода и вывода графической информации.
Комплекс технических средств САПР – это некоторое структурное единство компонентов технического обеспечения, обеспечивающих функционирование подсистем САПР. Средства, входящие в комплекс технических средств САПР, должны быть технически, информационно, программно и эксплуатационно совместимы, должны обеспечивать требуемый уровень точности (достоверности) принимаемых решений и данных.
Технические средства и общее программное обеспечение САПР в процессе проектирования выполняют и решают задачи:
· ввода исходных данных описания объекта проектирования;
· отображения введенной информации с целью ее контроля и редактирования;
· хранения архивов, библиотек проектных решений и типовых элементов;
· реализации математических моделей;
· преобразования информации;
· оперативного общения проектировщика с системой;
· документирования результатов проектирования;
· выдача результатов проектирования на технологическое оборудование
· и другие функции.
Методическое обеспечение САПР – это входящие в ее состав документы и инструкции, регламентирующие порядок эксплуатации системы. Документы, относящиеся к процессу создания САПР, в состав методического обеспечения не входят.
В состав организационного обеспечения САПР входят различные документы, регламентирующие организационную структуру предприятия, на котором эта система используется. Это различные положения, приказы, квалификационные требования, штатное расписание.
Организационное обеспечение призвано решить проблему комплектования подразделений САПР только профессионально грамотными специалистами, имеющими навыки и знания для работы с перечисленными выше компонентами САПР. От их квалификации будет зависеть эффективность и качество работы всего комплекса САПР.
4.2.3 Классификация САПР – до 20 мин
В настоящее время существует большое количество различных САПР, которые можно классифицировать по нескольким признакам.
По типам и разновидностям объекта проектирования – выделяют САПР электронной аппаратуры, САПР изделий машиностроения и т.п.
САПР различают по уровню автоматизации проектирования (низкий уровень автоматизации – когда средствами САПР выполняется до 25% проектных процедур, средний – до 50%, высокий – свыше 50%).
По комплексности автоматизации проектирования выделяют одноэтапные (поддерживающие один этап проектирования), многоэтапные и комплексные (поддерживающие все этапы проектирования) САПР.
Также САПР могут различаться по характеру и числу проектных документов, выпускаемых с их помощью.
По числу уровней в структуре технического обеспечения САПР выделяют:
· одноуровневые комплексы технических средств – одна центральная ЭВМ;
· двухуровневые – представляют из себя вычислительную сеть с радиальной или кольцевой структурой, функции мониторной системы и СУБД распределены по узлам сети;
· трехуровневые – когда двухуровневый комплекс технических средств САПР дополнен чертежными автоматами, комплексами для контроля программ к станкам с ЧПУ и т.п.
Традиционно к САПР относят системы типа CAD (сomputer-aided design — компьютерная поддержка проектирования), предназначеные для решения конструкторских задач и оформления конструкторской документации. Как правило, в современные CAD-системы входят модули моделирования трехмерной объемной конструкции (детали) и оформления чертежей и текстовой конструкторской документации (спецификаций, ведомостей и т. д.). CAD-системы в основном относятся к многоэтапным САПР. Ведущие трехмерные CAD-системы позволяют реализовать идею сквозного цикла подготовки и производства сложных промышленных изделий.
Электрический и механический сегменты CAD-систем разделились на отрасли ECAD и MCAD.
Системы типа EDA (electronic design automation) поддерживают сквозной процесс проектирования. Например, в САПР MAX+plusII поддерживается сквозной процесс проектирования устройств на основе микросхем фирмы Altera от ввода и контроля описания устройства до программирования микросхемы ПЛИС.
CAM-системы (computer-aided manufacturing — компьютерная поддержка изготовления) предназначены для проектирования обработки изделий на станках с числовым программным управлением (ЧПУ) и выдачи программ для этих станков (фрезерных, сверлильных, шлифовальных и др.). CAM-системы еще называют системами технологической подготовки производства. САЕ-системы – (computer-aided engineering – поддержка инженерных расчетов) представляют собой обширный класс систем, каждая из которых позволяет решать определенную расчетную задачу (группу задач), начиная от расчетов на прочность, анализа и моделирования тепловых процессов до расчетов гидравлических систем и машин, расчетов процессов литья. CAE-системы еще называют системами инженерного анализа. В системах CAM и CAE используется трехмерная модель детали, созданная в CAD-системе.
Текст лекции
5.2.1 Основные принципы конструирования ЭВМ– до 20 мин
Существуют два основных принципа конструирования ЭВМ и систем: одно- и многоуровневый.
Одноуровневый (моносхемный) принцип конструирования – вся электрическая принципиальная схема ЭВМ реализуется на одной плате (так называемая машина-плата). Выход из строя одного элемента приводит к отказу всей машины, работоспособность можно обеспечить аппаратной или информационной избыточностью. Используется для ЭВМ невысокой сложности, при массовом производстве.
Многоуровневый (модульный) принцип конструирования – конструкция ЭВМ (системы) состоит из типовых сборочных единиц, разбитых на несколько уровней.
Типовая сборочная единица (типовая конструкция, типовой элемент замены) – любой узел ЭВМ, который по конструктивному оформлению и технологии производства является самостоятельным и имеет стандартные средства электрического и механического сопряжения.
Для выделения типовых конструкций электрическую схему ЭВМ делят на отдельные части – модули, поэтому этот принцип конструирования называют модульным.
Модули могут выделяться по следующим принципам:
· схемно-узловому – общая электрическая схема делится на отдельные части с законченными параметрами входа и выхода, но не законченные функционально (применяется чаще для бортовых ЭВМ, когда важна компактность устройства);
· функционально-узловому – общая электрическая схема делится на функционально законченные части разной степени сложности;
· каскадно-узловому – электрическая схема делится на отдельные каскады, которые не могут выполнять самостоятельных функций (для сложных ЭВМ).
Многоуровневый принцип конструирования дает возможность организовать производство типовых конструкций по независимым циклам (специализация производства).
5.2.2 Конструктивная иерархия модулей – до 40 мин
Вид конструкции ЭВМ определяется количеством уровней иерархии типовых модулей и их геометрической компоновкой. Конструктивная иерархия определяется по принципу конструктивной законченности и, в общем случае, может совпадать с функциональной.
В конструкции ЭВМ можно выделить пять уровней (смотри рисунок 5.1).
 |
На нулевом уровне иерархии находятся конструктивно неделимые элементы (т.е. конструктивные элементы, составные части которых нераздельно связаны между собой так, что все устройство рассматривается как единое целое) – интегральные микросхемы (ИМС) и электро-радиоэлементы (ЭРЭ).
Структурную схему ЭВМ любого класса и назначения строят из некоторого конечного числа ИМС, осуществляющих те или иные логические функции. В пределах одной ЭВМ одна группа ИМС может функционально отличаться от другой, но конструктивно они будут выполнены в виде определенных (унифицированных) по размерам корпусов с выводами. Таким образом, ИМС и ЭРЭ являются исходными унифицированными конструктивными элементами, унификация которых требует унификации и других конструктивных единиц ЭВМ.
На первом уровне конструктивной иерархии неделимые элементы определяются в схемные сочетания, имеющие более сложный функциональный признак, и образуют ячейки, печатные платы и т.п. К ячейкам относятся прямоугольные печатные платы, на поле которых выделяют два участка: основной (для монтажа ИМС) и вспомогательный (для монтажа остальных конструктивных элементов, разъемов, фиксаторов). Элементы первого уровня содержат единицы, десятки, сотни ИМС и ЭРЭ.
Иногда в конструктивной иерархии ЭВМ между нулевым и первым уровнем находится уровень 0.5, на котором располагаются микросборки, получающиеся путем механического и электрического объединения бескорпусных ИМС и кристаллов полупроводниковых приборов на общей плате.
На втором уровне располагаются конструктивные единицы, предназначенные для механического и электрического объединения элементов первого уровня – блоки различных видов. Конструктивное исполнение блоков весьма разнообразно, но у всех блоков обязательно присутствует монтажная панель, каркас, направляющие и элементы крепления в модуле высшего уровня. Блоки часто содержат лицевую панель. Блоки, имеющие защитные кожухи и крышки, могут эксплуатироваться как самостоятельные приборы.
Если в блоке содержится много элементов первого уровня, то они могут сначала объединяться в кассеты, а уже затем несколько кассет – в блок.
Третий уровень конструктивной иерархии ЭВМ может быть реализован в виде стойки или шкафа, внутренний объем которых заполнен элементами второго уровня.
Иногда модули второго уровня (блоки) сначала объединяются в модули уровня 2.5 – рамы, которые затем объединяются в стойки или шкафы (модули третьего уровня).
На четвертом уровне иерархии находится ЭВМ или система, включающая несколько шкафов, соединенных кабелями.
Многоуровневый метод компоновки позволяет:
· организовать производство по независимым циклам для каждого структурного уровня;
· сократить период настройки ЭВМ, т.к. может быть проведена предварительная настройка отдельных конструктивных элементов порознь;
· унифицировать стендовую аппаратуру для испытания конструктивных единиц;
· повысить надежность конструктивных единиц.
Вместе с тем, многоуровневый метод компоновки требует решения ряда задач: нахождение оптимального корпуса элементов некоторого уровня и метода их присоединения в элемент следующего уровня и т.п.
Конструкции ЭВМ различных классов существенно отличаются друг от друга как по конструктивному исполнению модулей, так и по количеству уровней иерархии.
Примером двухуровневой конструктивной иерархии может служить конструкция одноплатной управляющей микро-ЭВМ, встраиваемой непосредственно в объект управления. В такой конструкции ИМС и ЭРЭ (уровень 0) устанавливаются на печатную плату (уровень 1) с внешними разъемами, элементами крепления ее в объекте управления и, при необходимости, элементами индикации. Большая многопроцессорная ЭВМ со сложной структурой требует использования четырех-пяти, а иногда и более уровней конструктивной иерархии.
5.2.3 Геометрическая компоновка конструкций – до 15 мин
Под геометрической компоновкой подразумевают выбор формы, размеров, взаимного расположения типовых конструкций и способа их перемещения относительно друг друга.
Цель геометрической компоновки – обеспечение технических характеристик ЭВМ, а также эксплуатационных и конструктивно-технологических требований. Основная техническая характеристика ЭВМ, которая должна быть обеспечена – заданное быстродействие.
Потери быстродействия могут быть связаны с задержками сигналов в линиях связи, поэтому для снижения потерь стремятся к минимизации следующих величин: суммарного расстояния между всеми взаимосвязанными элементами, длины линии связи и расстояния между наиболее удаленными точками. Теоретически этим условиям удовлетворяет такая геометрическая форма, как шар (в плоском случае – круг). Шар обеспечивает минимум внешних элементов и их равноудаленность от центра, однако он не удовлетворяет эксплуатационным и конструктивно-технологическим требованиям, так как не обеспечивает плотности упаковки.
В связи с этим типовые конструкции в большинстве случаев разрабатывают прямоугольной формы. Если объем, занимаемый типовой конструкцией, критичен (например, для бортовых ЭВМ), то применяют шаровые, полусферические или цилиндрические формы (рисунок 5.2).

Рисунок 5.2 – Компоновочные схемы блоков.
а) в виде параллелепипеда, б) в виде цилиндра; в) в виде сферы;
1 – печатные платы, 2 – монтажная панель.
Геометрическая компоновка конструкций должна также обеспечивать удобство монтажа и замены типовых элементов. Для удобства доступа к типовым элементам используют следующие способы их перемещения относительно друг друга: разворот (веерная конструкция), раскрытие (книжная конструкция), выдвигание и откидывание (рисунок 5.3).
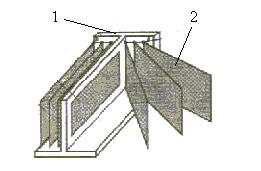
Рисунок 5.3 – Блок книжной конструкции.
1 – несущая конструкция блока, 2 – печатная плата.
5.2.4 Конструктивная преемственность – до 15 мин
Конструктивной преемственностью называется применение в разрабатываемой ЭВМ деталей и сборочных единиц, уже освоенных в промышленности. Также к конструктивной преемственности относится установление для значений различных параметров (размеров и т.п.) предпочтительных рядов чисел. Система предпочтительных чисел создает ограничения при конструировании ЭВМ, так как полученные в результате расчетов значения параметров не принимаются «как есть», а округляются до ближайшего числа, предпочтительного с конструкторской или технологической точки зрения.
В то же время, использование конструктивной преемственности позволяет избежать затрат на разработку, освоение и изготовление ряда деталей, блоков и т.п., что дает большой экономический эффект.
Чем выше уровень преемственности ЭВМ, тем легче ее разработать и освоить в производстве.
Для конструирования преемственность обеспечивает переход от конструирования по принципу «все заново» к конструированию на основе синтеза из готовых типовых изделий.
Для технологии преемственность является предпосылкой применения методов серийного и массового производства к малым масштабам выпуска ЭВМ. Полное обновление конструкции и всей материальной оснастки технологических процессов оправдано только в случае замены устаревшей конструкции принципиально новой.
Формами конструктивной преемственности являются: унификация, нормализация и стандартизация.
Унификация – процесс уменьшения числа конструкций, предназначенных для выполнения одних и тех же или сходных по характеру функций. Унификации могут подвергаться как структурные части конструкции ЭВМ, так и материалы. Однако, унификация может охватывать конструкции только данного изделий или небольшой группы изделий одинакового или близкого по характеру назначения.
Унификация типовых конструкций ЭВМ и систем идет по двум направлениям – конструктивно-технологическому и схемному.
Нормализация – ограничение разнообразия конструкций, предписываемое конструктору данного предприятия или отрасли промышленности.
Требования нормализации состоят в применении уже разработанных (а в ряде случаев – уже выпускающихся) деталей, сборочных единиц и блоков; в ограничении номенклатуры (для данного предприятия или отрасли) материалов, полуфабрикатов и типовых изделий.
Стандартизация – метод обязательного ограничения разнообразия и регламентирования единства качественных показателей промышленной продукции, классификации, терминологии, кодирования, технических требований, методов испытаний, требований к упаковке, транспортировке и т.п.
Стандартизация устанавливает обязательные нормы на параметры изделий или производственный процесс, обеспечивает однородность, взаимозаменяемость и снижает трудоемкость производства.
В соответствии с единой государственной системой стандартизации в промышленности действуют стандарты трех категорий: государственные стандарты (ГОСТ); отраслевые стандарты (ОСТ) для изделий, инифицированных в отрасли; стандарты предприятий (СТП) для изделий, унифицированных на предприятии. Кроме государственных стандартов существуют еще и международные стандарты.
Текст лекции
6.2.1 Технологичность конструкции– до 60 мин
В общем случае под технологичностью конструкции понимается совокупность ее свойств, гарантирующая в заданных условиях производства и эксплуатации оптимальные затраты труда, средств, материалов и времени при технологической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций при обеспечении установленных показателей качества.
Технологичность конструкции в принципе определяет экономическую целесообразность запуска изделия в производство.
Отработка конструкции на технологичность ведется конструкторами и технологами на всех стадиях проектирования и изготовления.
Согласно стандартам ЕСТПП, различают два вида технологичности конструкции:
· производственную, которая обеспечивается сокращением затрат средств и времени на КПП, ТПП и процессы изготовления изделия;
· эксплуатационную, обеспечивающуюся сокращением затрат средств и времени на техническое обслуживание и ремонт изделия.
Главными факторами, определяющими требования к технологичности конструкции, являются:
· вид изделия (деталь, сборочная единица, комплекс, комплект);
· тип производства (многие изделия, технологичные для крупносерийного и массового производства, нетехнологичны для единичного и мелкосерийного);
· уровень развития науки и техники.
Оценка технологичности может быть качественной и количественной.
Качественная оценка предшествует количественной, определяет ее целесообразность и характеризует обобщенно достоинство конструкции на основе опыта исполнителя.
К качественным показателям технологичности относят:
· взаимозаменяемость;
· регулируемость;
· контролепригодность;
· инструментальную доступность.
Взаимозаменяемость – свойство одних и тех же изделий, позволяющее устанавливать их в процессе сборки или заменять без предварительной подгонки при сохранении всех требований, предъявляемых к работе изделия в целом.
Количественная оценка технологичности выражается системой показателей – основных, дополнительных и технических, которые используются для сравнения различных вариантов конструкции в процессе проектирования изделия и определения уровня технологичности разработанного изделия.
Различают четыре основных показателя производственной технологичности:
1) трудоемкость изготовления изделия, складывающаяся из трудоемкости изготовления всех входящих в изделие деталей и сборочных единиц, трудоемкости сборки изделия и трудоемкости испытаний;
2) уровень технологичности конструкции по трудоемкости, характеризуемый отношением трудоемкости проектируемого изделия к показателю трудоемкости изготовления аналогичной конструкции, уже освоенной в производстве, вводимому с учетом поправочных коэффициентов;
3) технологическая себестоимость;
4) уровень технологичности конструкции по себестоимости изготовления, характеризуемый отношением себестоимости проектируемого изделия к себестоимости изготовления аналогичной конструкции, уже освоенной в производстве, вводимой с учетом поправочных коэффициентов.
Дополнительные технико-экономические показатели технологичности характеризуют отдельные составляющие основных показателей, например, себестоимость ремонтных работ и т.п.
Технические показатели технологичности конструкции представляют собой систему базовых показателей Ki, которые могут быть использованы для оценки технологичности изделия путем сравнения рассчитанных значений показателей с их нормативными значениями. Оценка технологичности может также быть проведена по комплексному показателю технологичности.
Комплексный показатель технологичности Kтех рассчитывается по системе базовых показателей по следующей формуле:
 ,
,
где Ki – базовый показатель технологичности,  – коэффициент весовой значимости базового показателя, i – порядковый номер базового показателя в ранжированной последовательности (на комплексный показатель технологичности влияют только семь первых базовых показателей).
– коэффициент весовой значимости базового показателя, i – порядковый номер базового показателя в ранжированной последовательности (на комплексный показатель технологичности влияют только семь первых базовых показателей).
Все сборочные единицы вычислительной техники в зависимости от конструктивно-технологических особенностей условно разбиваются на: электронные блоки (логические, аналоговые, индикаторные, блоки оперативной памяти, генераторы сигналов и т.п.); радиотехнические блоки (вторичные и стабилизированные источники питания, выпрямители и т.п.); электромеханические и механические блоки (механизмы привода, волноводные блоки и т.п.); коммутационно-распределительные блоки (коммутаторы, переключатели, распределительные коробки и т.п.).
Для электронных блоков ранжированная последовательность базовых показателей Ki выглядит следующим образом:
1) коэффициент использования ИМС и микросборок – отношение количества ИМС (НИМС) к общему числу навесных элементов (ИМС и ЭРЭ) в изделии:
КИС ИМС = НИМС / (НИМС + НЭРЭ);
2) коэффициент автоматизации и механизации монтажа – отношение количества контактных соединений, выполняемых механизированным способом (НАМ), к общему числу контактных соединений (НМ):
КАМ = НАМ / НМ;
3) коэффициент механизации подготовки к монтажу – отношение количества навесных элементов, подготавливаемых к монтажу механизированным способом (НМП НЭ), к общему числу навесных элементов (ННЭ):
КМП = НМП НЭ / ННЭ;
4) коэффициент механизации контроля и настройки – отношение количества операций контроля, осуществляемых механизированным способом (НМ КН), к общему количеству операций контроля (НКН):
КМ КН = НМ КН / НКН;
5) коэффициент повторяемости ЭРЭ – определяется отношением количества типоразмеров ЭРЭ (НТ ЭРЭ) к общему количеству ЭРЭ:
КПОВ = 1 – НТ ЭРЭ/НЭРЭ;
6) коэффициент применяемости ЭРЭ – определяется отношением количества типоразмеров оригинальных ЭРЭ (НТ ОР ЭРЭ) к общему количеству типоразмеров ЭРЭ (НТ ЭРЭ):
КП ЭРЭ = 1 – НТ ОР ЭРЭ/НТ ЭРЭ;
7) коэффициент прогрессивности формообразования деталей – отношение числа деталей, изготавливаемых прогрессивными методами (ДПР), к общему числу деталей (Д):
КФ = ДПР / Д.
Значения частных показателей технологичности Ki находятся в пределах 0< Ki  1, при этом рост показателя соответствует более высокой технологичности изделия.
1, при этом рост показателя соответствует более высокой технологичности изделия.
Расчетное значение комплексного показателя технологичности Kтех сравнивается с нормативным значением Kн, которое, например, для электронных узлов изменяется в пределах: 0.5…0.8 для серийного производства, 0.45…0.75 для установочной серии, 0.4…0.7 для опытного образца. Соотношение рассчитанного комплексного показателя технологичности и нормативного показателя должно удовлетворять условию:
Kтех / Kн  1.
1.
Для определения нормативного комплексного показателя технологичности используют данные по серийно выпускаемым наиболее современным изделиям-аналогам.
Основными способами повышения технологичности конструкции являются:
· сокращение числа деталей в изделии без усложнения их конструкции;
· максимальное использование деталей и сборочных единиц, ранее освоенных в производстве;
· расчленение изделия на возможно большее число самостоятельно собираемых и взаимозаменяемых сборочных единиц;
· соответствие параметров точности изготовления и качества поверхности деталей эксплуатационным требованиям к изделию;
· широкое внедрение деталей, изготавливаемых прогрессивными методами, а также изготавливаемых из недорогих материалов;
· применение компоновки конструкции, обеспечивающей удобство и простоту сборки изделия, удобный доступ к его элементам при монтаже и ремонте.
6.2.2 Эргономичность и эстетичность конструкции – до 15 мин
Понятие эргономичности определяет удобство пользователя при работе с ЭВМ. Эргономические требования к изделиям должны учитывать следующие параметры: гигиенические (освещенность, вентиляция, температура, влажность, давление воздуха, напряженность электрического и магнитного полей, запыленность, радиация, вибрации и перегрузки на объекте установки ЭВМ); антропометрические (соответствие форме, размерам тела человека и распределению его массы); физиологические и психофизиологические (соответствие силовым, скоростным и энергетическим возможностям человека и возможностям его зрительного, слухового и осязательного анализаторов); психологические (соответствие закрепленным и вновь формируемым навыкам человека и его возможностям по восприятию, переработке и выработке сигналов управления).
Эстетические требования определяются композиционным решением, формой изделия, его цветом и т. д., гармонически связывающими изделие с интерьером (окружающей средой). Требования к композиции заключаются в том, что технические средства (ТС) ЭВМ должны быть построены на основе единых конструктивно-технологических решений; ТС и детали их внешнего оформления должны быть спроектированы с учетом обеспечения стилевого единства; форма ТС должна соответствовать их назначению, конструктивной организации, применяемым материалам, внутренней компоновке функциональных объемов, частей и блоков ТС; связи объемов, плоскостей и очертаний формы ТС должны подчеркивать целостность композиции. Требования к гармонии состоят в построении ТС по модульному принципу; ТС, кроме того, должны обладать информативностью формы; для защитно-декоративного покрытия ТС используется гармоническое сочетание цветов с учетом психофизиологического воздействия цвета на человека; допускается выделять цветом элементы ТС или их отдельные части в композиционных и функциональных целях.
6.2.3 Патентоспособность – до 15 мин
При разработке ЭВМ и систем необходимо учитывать патентность – свойство технических разработок находиться под охраной международного авторского права, если они обладают новизной, имеют изобретательский уровень, промышленно применимы и юридически соответственно оформлены. Изобретение является новым, если оно не известно из уровня техники. Изобретение имеет изобретательский уровень, если оно для специалиста явным образом не следует из уровня техники. Уровень техники определяется по всем видам сведений, общедоступных в России или зарубежных странах до даты приоритета изобретения. Изобретение является промышленно применимым, если оно может быть использовано в промышленности, сельском хозяйстве, здравоохранении и других отраслях народного хозяйства страны. Объектами изобретений могут являться устройство, способ, вещество, штамм микроорганизма, культуры клеток растений и животных, а также применение известного ранее устройства, способа, вещества, штамма по новому назначению. Не признаются изобретениями научные теории; методы организации и управления хозяйством; условные обозначения, расписания, правила; методы выполнения умственных операций; алгоритмы программ для вычислительных машин; проекты и схемы планирования сооружений, зданий, территорий; предложения, касающиеся лишь внешнего вида изделий, направленных на удовлетворение эстетических потребностей. Право на изобретение охраняется государством и удостоверяется па тентом.
В процессе конструирования ЭВМ обязательно проводится патентный поиск, связанный с изучением патентной информации, отбором патентных материалов и проверкой патентной чистоты разрабатываемого изделия. Тщательно проведенный патентный поиск предотвращает дублирование творческой работы и напрасную трату усилий на поиски решений, разработанных ранее. Кроме того, патентный поиск имеет целью охрану государственных и авторских интересов в области научно-технического творчества, интенсификацию внедрения достижений отечественной и зарубежной технической мысли. Может оказаться, что в результате патентных исследований будет показана нецелесообразность проведения разработки.
Патентная чистота – юридическое свойство объекта, заключающееся в том, что он не попадает под патенты, действующие в определенной стране. Наряду с этим существует понятие патентоспособность — возможность технического решения быть запатентованным в качестве изобретения в определенных странах. Проверка патентной чистоты необходима во всех случаях разработки нового и усовершенствования старого изделия вычислительной техники. Документом, подтверждающим патентную чистоту изделия, является патентный формуляр, который входит в состав технической документации. Он составляется разработчиком с самого начала разработки и предъявляется на всех стадиях рассмотрения и утверждения технической документации на все объекты.
Текст лекции
7.2.1 Факторы, влияющие на работоспособность ЭВМ – до 45 мин
Одним из факторов обеспечения надежной работы ЭВМ (системы) является защита конструкции от внешних воздействий.
Условия эксплуатации ЭВМ и систем характеризуются комплексом внешних воздействующих факторов, которые принято разделять на климатические, механические и радиационные.
К климатическим факторам относят – изменение температуры и влажности окружающей среды; тепловой удар; изменение атмосферного давления; наличие движущихся потоков пыли, песка; присутствие химически активных веществ в атмосфере; наличие солнечного излучения; наличие грибковых образований, насекомых, грызунов; наличие взрывоопасной и воспламеняющейся атмосферы; наличие дождя, брызг, озона и т.п.
Работоспособность ЭВМ и систем определяется допустимым температурным диапазоном работы, внутри которого ЭВМ должна сохранить работоспособность как во включенном, так и в выключенном состоянии.
Как правило, конструкцию ЭВМ проектируют таким образом, чтобы в выключенном состоянии ЭВМ выдерживала и сохраняла свою работоспособность в большем диапазоне температур (называемых предельными), чем допустимый диапазон работы. Это делается для исключения выхода из строя ЭВМ при транспортировке и хранении. Предельные температуры характеризуют тепло- и холодопрочность конструкции ЭВМ.
Отклонение температуры от указанных диапазонов может привести к необратимым структурным изменениям компонентов: повышенная температура снижает диэлектрические свойства материалов, ускоряет коррозию металлов, при пониженной температуре повышается хрупкость материалов, затвердевают резиновые детали и т.п.
Повышение температуры узлов и блоков ЭВМ связано с выделением тепла при работе микроэлектронных компонентов и/или с повышением температуры атмосферы, понижение температуры узлов и блоков ЭВМ обычно связано с понижением атмосферной температуры.
Нормальными климатическими условиями эксплуатации ЭВМ считаются: температура окружающего воздуха (293±5)0К, относительная влажность (60±15)%, атмосферное давление 84…107 кПа (630…800 мм рт. ст.), отсутствие активных веществ в атмосфере.
Тепловой удар – резкое (десятки 0С) и быстрое (минуты) изменение температуры окружающей среды. Наиболее сильно влияет на элементы конструкции, в которых есть механические напряжения, вызывая образование в них трещин.
Атмосферное давление зависит от высоты над уровнем моря и погодных условий. Если корпус машины герметизирован, атмосферное давление не оказывает влияние на работу ЭВМ.
Одним из наиболее значимых климатических факторов является влажность. Высокая влажность способствует коррозии металлических деталей, старению неметаллических, изменению электроизоляционных характеристик, развитию грибковых образований. Вода, содержащаяся в атмосфере, часто содержит активные вещества. Капли дождя и брызги также могут вызвать вибрацию.
К активным веществам в атмосфере относятся хлористые соли, пары кислот, щелочей и т.п. Их содержание в атмосфере больше в прибрежных и промышленных районах.
Находящиеся в атмосфере пыль и песок могут содержать активные вещества, вызывать вибрацию, способствовать утечке зарядов и вызывать пробой.
Грибковые образования в процессе своей жизнедеятельности выделяют различные кислоты и другие химически активные вещества, изменяющие характеристики многих материалов.
К механическим факторам относят – воздействие вибрации, ударов, линейного ускорения, акустического шума и т.п.
Вибрации возникают при работе и при транспортировке ЭВМ. Они характеризуются диапазоном частот и величиной ускорения. Наиболее опасны колебания, частота которых близка к собственной частоте колебаний узлов и конструкций ЭВМ (могут вызвать резонанс).
Способность ЭВМ противостоять влиянию вибраций в выключенном состоянии характеризуется вибропрочностью.
Виброустойчивость – это способность ЭВМ выполнять заданные функции во включенном состоянии.
Удар – резкое изменение ускорения. Это явление характеризуется ускорением, длительностью и числом ударных импульсов. Так, по числу импульсов различают удары одиночные и многократные.
Линейное ускорение характеризуется величиной ускорения и длительностью, оно менее опасно для ЭВМ, чем вибрации и удары.
Акустический шум характеризуется давлением звука, мощностью колебаний источника звука, силой звука, спектром звуковых частот.
Акустический шум подвергает механическим нагрузкам практически все элементы конструкции ЭВМ в равной мере, тогда как ударно-вибрационные нагрузки воздействуют на элементы конструкции через их точки крепления.
Все рассмотренные механические факторы вызывают статические и динамические деформации элементов конструкции ЭВМ.
Радиационные факторы – космическая радиация, ядерная радиация, различные виды излучения и др.
Облучение может вызывать в материалах конструкции ЭВМ обратимые, полуобратимые и необратимые явления.
Обратимые явления возникают с началом облучения, сохраняются на протежении его действия, исчезают с его прекращением.
Полуобратимые – возникают с началом облучения, увеличиваются по мере его действия, постепенно исчезают после его прекращения.
Необратимые – возникают после определенной дозы облучения, не исчезают и не уменьшаются после его прекращения.
Наиболее значимое воздействие на ЭВМ оказывают рентгеновское и гамма-излучения. Наиболее устойчивы к облучению металлические детали, наименее – полупроводниковые микросхемы. В металлах под воздействием облучения снижается предел текучести, ударная вязкость, возрастает удельное сопротивление. В полимерах происходит разрушение межмолекулярных связей, образование зернистых структур и микротрещин.
Некоторые из этих факторов действуют независимо друг от друга, некоторые – совместно с другими факторами. Например, наличие в атмосфере движущихся потоков песка приводит к возникновению вибрации в конструкции.
7.2.2 Защита конструкций ЭВМ от температурных воздействий – до 45 мин
ИМС и ЭРЭ функционируют в строго ограниченных температурных диапазонах. Защита конструкций ЭВМ от температурных воздействий направлена на обеспечение нормального теплового режима работы ЭВМ, т.е режима, при котором при изменении в определенных пределах внешних температурных воздействий обеспечивается изменение параметров и характеристик конструкции и материалов в пределах, указанных в технических условиях.
Обеспечение нормального теплового режима работы ЭВМ приводит к усложнению ее конструкции, увеличению габаритов и массы, введению дополнительного оборудования, дополнительным затратам электричества.
При низких температурах задача обеспечения работоспособности стационарных ЭВМ и систем решается путем нагрева помещения, в котором они установлены, для бортовых ЭВМ нагревательные элементы могут быть встроены непосредственно в конструкцию. При этом надо учитывать, что при интенсивном нагреве холодного воздуха внутри прибора пары воды конденсируются на еще холодных поверхностях конструкции. При дальнейшем нагреве конструкции влага испаряется. Конденсация оказывается невозможной, если нагрев происходит медленно. При достижении внутри изделия нормальной температуры приступают к его эксплуатации. Далее из-за саморазогрева температура внутри ЭВМ будет повышаться и может возникнуть необходимость в охлаждении.
Чаще всего конструктору приходится решать именно задачу отвода теплоты.
При расчете теплового режима аппаратуры оценивают количество теплоты, удаляемой от всех нагреваемых поверхностей изделия. Теплоотвод (передача теплоты) от нагретой аппаратуры в окружающую среду осуществляется кондукцией, конвекцией и излучением.
Процесс передачи теплоты кондукцией (теплопроводностью) объясняется обменом кинетической энергией между молекулами вещества и диффузией электронов. Оба эти явления наблюдаются в том случае, когда температура вещества в различных точках различна или когда контактируют два объекта с различной степенью нагрева. Доля теплоотвода кондукцией повышается с увеличением плотности компоновки. Количество теплоты Qk (Вт), передаваемое в статическом режиме кондукцией может быть вычислено по следующей формуле:
Qk = αm ·S· Δt / l ,
где αm – коэффициент теплопроводности, Вт/(м·0С); S – площадь, через которую проходит тепловой поток, м2; l – длина пути передачи теплоты, м; Δt – разность температур между окружающей средой и конструкцией, 0С.
Отношение G= αm · S/ l называется тепловой проводимостью, а обратная ей величина R= l/( αm · S) – тепловым сопротивлением.
Для улучшения условий отвода теплоты от тепловыделяющих элементов в конструкции применяют тепловые разъемы, теплоотводящие шины, печатные платы на металлической основе и т.п.
При теплоотводе конвекцией используют естественное и принудительное воздушное и водо-воздушное охлаждение.
Естественное воздушное охлаждение является самым простым, используется в бытовой аппаратуре с плотностью тепловых потоков от охлаждаемых поверхностей не более 0.05 Вт/см2.
Метод естественного охлаждения требует повышенного внимания проектировщиков к компоновке конструкции изделия, т.к. необходимо обеспечить равномерное распределение выделяемой мощности по всему объему изделия. Компоненты и узлы с большим тепловыделением располагают в верхней части и вблизи стенок корпуса, а критичные к перегреву компоненты – в нижней части. При компоновке аппаратуры необходимо избегать так называемых «ловушек тепла», т.е. областей, в которых отсутствуют конвективные потоки воздуха.
При принудительном воздушном охлаждении автономными вентиляторами применяются приточная, вытяжная и приточно-вытяжная системы вентиляции. В приточной схеме вентилятор засасывает охлаждающий воздух внутрь изделия, в вытяжной – выталкивает нагретый воздух из изделия, в приточно-вытяжной схеме вентиляторы стоят и на входе, и на выходе воздуха из изделия. Работа вентилятора в приточной схеме происходит в более благоприятных условиях (при пониженной температуре и большей плотности воздуха), чем в вытяжной системе, однако нагнетаемый воздух может частично уходить через отверстия в корпусе аппаратуры. Приточно-вытяжная схема позволяет увеличить напор охлаждающего воздуха.
Водо-воздушная система охлаждения применяется для изделий с высокими плотностями компоновки элементов. Отвод теплоты от устройств осуществляется одновременно воздухом, поступающим от вентиляторов, и жидким хладогентом, подающимся по трубам к специальным охладителям.
Количество теплоты Q (Вт), удаляемое от нагретой поверхности конвекцией:
Q = αК·· S· Δt,
где S – площадь поверхности, м2; Δt – перегрев, 0С; αК – коэффициент теплообмена конвекцией, зависящий от многих факторов (температуры участвующей в конвективном теплообмене среды, коэффициента теплоотдачи, скорости движения охлаждающего газа или жидкости, конфигурации охлаждаемого тела и др.).
Теплоотвод излучением эффективен для внешних поверхностей корпусов аппаратуры. При высокой плотности компоновки аппаратуры эффект удаления теплоты излучением практически отсутствует, так как близко расположенные модули только нагревают друг друга.
Количество теплоты Q (Вт), отводимой от нагретого тела в единицу времени с помощью излучения, можно оценить по следующей формуле:
Qи = αи ·S· Δt ,
где αи – коэффициент теплообмена излучением, Вт/(м2·0С); S – площадь излучающей поверхности, м2; Δt – перегрев излучающей поверхности относительно окружающей среды, 0С.
Детали конструкции, как правило, имеют достаточно сложную форму и неравномерный нагрев, что усложняет расчет теплового режима. При построении тепловой модели упрощают элементы конструкции и идеализируют протекающие в них тепловые процессы. Одним из способов упрощения является замена нагретой зоны элемента конструкции ее эквивалентом с простой геометрической формой (например, прямоугольным параллелепипедом), с одинаковой средне поверхностной температурой и равномерно распределенным источником тепловой энергии. Такая замена выполняется на основе принципа усреднения. Идеализация тепловых процессов заключается в том, что учитываются только основные способы переноса тепловой энергии, вносящие наибольший вклад в тепловой обмен. Упрощение элементов конструкции и идеализация тепловых процессов должны быть таковы, чтобы обеспечивалась адекватность модели
Текст лекции
8.2.1 Защита ЭВМ от воздействия влажности – до 30 мин
Как правило, от прямого воздействия воды ЭВМ не защищена и не должна эксплуатироваться при таких условиях. Конструкции ЭВМ защищают от воздействия содержащихся в атмосфере водяных паров.
Защита аппаратуры от воздействия влажности осуществляется использованием соответствующих материалов и покрытий; усиленной вентиляцией сухим воздухом; поддержанием внутри изделия более высокой, чем в окружающей среде, температуры; герметизацией корпуса.
Для защиты металлических конструкций от коррозии на них наносятся защитные покрытия. Применяются металлические, химические и лакокрасочные покрытия.
При высокой влажности коррозия протекает более интенсивно при контактировании металлов с различными электрохимическими потенциалами. При использовании металлических покрытий материал покрытия образует с материалом защищаемой детали гальваническую пару и, если целостность такого покрытия нарушается, то происходит коррозия и разрушение либо материала детали, либо материала покрытия. В зависимости от полярности электрохимического потенциала различают покрытия анодные (отрицательный потенциал покрытия по отношению к потенциалу основного металла детали) и катодные (положительный потенциал покрытия по отношению к потенциалу основного металла детали). При анодном покрытии будет разрушаться само покрытие, а основной материал детали разрушаться не будет. При катодном покрытии – наоборот.
Химические покрытия получают методами оксидирования (получение оксидной пленки на стали, алюминии и его сплавах), анодирования (нанесение покрытия на алюминий и его сплавы электрохимическим способом), фосфатирования (на стали), азотирования. Химические покрытия менее стойки по сравнению с металлическими.
Лакокрасочные покрытия имеют низкую механическую прочность и термостойкость.
Наиболее эффективным способом защиты ЭВМ от воздействия влаги является полная герметизация блоков и шкафов путем помещения их в герметичный кожух. При данном способе также достигается защита аппаратуры от перепадов атмосферного давления и от воздействия пыли и вредных веществ из окружающей среды. Проектировщик должен дополнительно разработать способы герметизации внешних электрических соединений, элементов управления и индикации. При большой разнице давлений внутри и снаружи корпуса его стенки должны противостоять значительным усилиям. Этот метод защиты самый дорогой и его применяют только в случае необходимости.
Значительно чаще применяют герметизацию модулей нулевого и первого уровней.
Модули нулевого уровня конструктивной иерархии ЭВМ (ИМС, ЭРЭ, а также микросборки) обычно либо помещают в герметичные корпуса, либо применяют бескорпусные методы герметизации (обволакивание, заливку или опрессовку различными полимерными материалами). Модули первого уровня конструктивной иерархии ЭВМ (печатные платы, соединительные кабели и др.) герметизируют путем покрытия лаком, заливки эпоксидной смолой, опрессовки герметизирующими компаундами. Степень защиты определяется влагопроницаемостью используемого материала, толщиной слоя и адгезией с элементами конструкции (особенно с выводами).
8.2.2 Защита конструкций ЭВМ от механических воздействий – до 30 мин
Допустимые уровни механического изменения конструкции определяются ее прочностью и устойчивостью к механическим воздействиям.
Прочность конструкции – способность аппаратуры выполнять свои функции и сохранять свои параметры после приложения механических воздействий.
Устойчивость конструкции к механическим воздействиям – способность аппаратуры выполнять свои функции и сохранять свои параметры во время приложения механических воздействий.
Откликом или реакцией конструкции на механические воздействия называют любые формы преобразования энергии данного воздействия.
Откликами могут быть:
· механические напряжения в элементах конструкции;
· перемещения и соударения элементов конструкции;
· деформации и разрушения конструктивных элементов;
· изменения свойств и параметров конструкции.
Основными параметрами любой конструкции с позиции реакции на механические воздействия являются масса, жесткость и механическое сопротивление (демпфирование).
Под жесткостью конструкции понимается ее способность противостоять действию внешних нагрузок с деформациями, не допускающими нарушение ее работоспособности.
Количественно жесткость оценивается коэффициентом жесткости λ:
λ = P / δ,
где P – действующая сила, δ – максимальная деформация.
Механическую прочность элементов конструкции проверяют методами сопротивления материалов и теории упругости. При расчетах детали сложной конфигурации заменяют упрощенными моделями – балкой, пластиной, рамой.
Во избежание явлений резонанса проводятся расчеты по определению собственной частоты колебаний конструкции ЭВМ f0, которая затем сравнивается с частотами предполагаемых внешних вибрационных воздействий. Обычно конструкция обладает несколькими значениями собственных частот, но расчет выполняется только для низших значений f0, так как в этом случае будут наблюдаться максимальные деформации конструкции. Если низшее значение f0 входит в спектр частот внешних воздействий, то конструкцию дорабатывают с целью увеличения f0. В правильно сконструированной аппаратуре собственная частота конструкции f0 не должна находиться в спектре частот внешних воздействий.
8.2.3 Защита ЭВМ от воздействий помех – до 30 мин
При практической реализации электрической схемы устройства возникают паразитные связи и помехи.
Паразитная связь — не предусмотренная электрической схемой и конструкцией связь между элементами устройства или устройством и внешней средой, приводящая к появлению помех.
Паразитные элементы — не предусмотренные электрической схемой элементы. Паразитные связи и элементы являются следствием неидеальности практической реализации электрической схемы.
Помеха – не предусмотренный при проектировании ЭВМ сигнал, способный вызвать нарушения функционирования аппаратуры, искажения передаваемой и хранимой информации.
Помехами могут быть напряжения, токи, электрические заряды, напряженность поля и т.п. Источники помех могут быть как внутренние, так и внешние.
Внутренние помехи возникают внутри работающей аппаратуры. Источниками электрических помех являются блоки питания, цепи распределения электроэнергии, термопары и т.п. При наличии пульсаций выходного напряжения вторичных источников электропитания цепи распределения электроэнергии, тактирующие и синхронизирующие цепи следует рассматривать как источники электромагнитных помех. Значительные помехи создают электромагниты, электрические двигатели, реле и электромеханические исполнительные механизмы устройств ввода и вывода информации. Внутренними помехами являются помехи от рассогласования волновых сопротивлений линий связи с входными и выходными сопротивлениями соединяющих эти линии модулей, а также помехи, возникающие по земле.
Под внешними помехами понимаются помехи сети электропитания, сварочных аппаратов, щеточных двигателей, передающей радиоэлектронной аппаратуры и т.п., а также помехи, вызванные разрядами статического электричества, атмосферными и космическими явлениями. Помехи проникают в аппаратуру непосредственно по проводам и проводникам (гальваническая помеха), через электрическое (емкостная помеха), магнитное (индуктивная помеха) или электромагнитное поле. Проводники, входящие в состав любой аппаратуры, можно рассматривать как приемо-передающие антенные устройства, принимающие или излучающие электро-магнитные поля.
Помехи делят на шумы и наводки.
Наводки — это помехи, возникающие вследствие появления паразитных связей.
Шумы — это электрические сигналы, возникающие в электронных приборах независимо от наличия внешних связей и сигналов. Шумы являются следствием неидеальности характеристик электронных приборов, резисторов и конденсаторов. Шумовые параметры приводятся в технических условиях на элементы. Уровень шумов слабо зависит от конструкции изделия. Шумы обусловлены статическими флуктуациями носителей зарядов в проводниках и электронных приборах.
Помехи в цепях связи и сигнальных цепях могут быть оценены в процессе проектирования. Основные причины, вызывающие искажения сигналов при прохождении их по цепям ЭВМ, следующие:
• отражения от несогласованных нагрузок и от различных неоднородностей в линиях связи;
• затухание сигналов при прохождении их по цепям последовательно соединенных элементов;
• ухудшение фронтов и задержки, возникающие при включении нагрузок с реактивными составляющими;
• задержки в линии, вызванные конечной скоростью распространения сигнала;
• перекрестные помехи;
• паразитная связь между элементами через цепи питания и заземления;
• наводки от внешних электромагнитных полей.
Для защиты от помех в электрических сетях используются сетевые фильтры. Для ослабления нежелательного возмущающего поля в конструкцию включают специальные экраны.
Радикальным способом устранения гальванической помехи является устранение цепей, по которым проходят совместные токи питания и земли, чувствительных к помехам схем. Эффективным схемным средством селективного ослабления помехи при отсутствии ослабления и искажения сигнала является использование помехоподавляющих фильтров.
Экраны включаются в конструкцию для ослабления нежелательного возмущающего поля в некотором ограниченном объеме до приемлемого уровня. Возможны два варианта защиты. В первом случае экранируемая аппаратура размещается внутри экрана, а источник помех – вне его (при защите от внешних помех). Во втором – экранируется источник помех, а защищаемая от помех аппаратура располагается вне экрана (при защите от внутренних помех). В ЭВМ функции экранов чаще всего выполняют кожухи, панели и крышки приборов блоков и стоек.
Текст лекции
9.2.1 Понятие надежности – до 40 мин
Надежность изделия – свойство изделия сохранять значения установленных параметров функционирования в определенных пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, хранения и транспортировки в течение определенного срока времени.
Основными понятиями в теории надежности являются работоспособность и отказ.
Работоспособность – состояние ЭВМ, при котором она способна выполнять заданные функции с параметрами, установленными в технической документации.
Отказ – событие, заключающееся в полной или частичной утрате работоспособности ЭВМ.
Понятие отказа надо отличать от понятия неисправности. Неисправное состояние – состояние ЭВМ в данный момент времени, при котором она не удовлетворяет хотя бы одному из требований, установленных как в отношении основных параметров (характеризующих нормальное выполнение заданных функций), так и в отношении второстепенных параметров (характеризующих внешний вид и удобство эксплуатации). Это понятие не используется для оценки надежности ЭВМ, так как не каждая неисправность может привести к невыполнению ЭВМ заданных функций.
Отказы по характеру изменения параметров аппаратуры до момента их возникновения делятся на внезапные (катастрофические) и постепенные.
По взаимосвязи между собой различают отказы независимые и зависимые.
По наличию внешних признаков отказы бывают явные, т.е. имеющие внешние признаки после их появления, и неявные (скрытые), для обнаружения которых следует провести некоторые действия.
По причине возникновения отказы бывают конструкционные, производственные и эксплуатационные, вызванные нарушениями при конструировании, производстве и эксплуатации, соответственно.
По характеру устранения отказы делят на устойчивые и самоустраняющиеся.
Устойчивый отказ устраняется заменой отказавшего элемента.
Самоустраняющийся отказ исчезает сам, но может повториться. Однократно возникающий самоустраняющийся отказ называется сбоем. Многократно возникающий самоустраняющийся отказ одного и того же характера называется перемежающимся отказом.
Надежность – комплексное свойство, которое в зависимости от назначения изделия и условий его эксплуатации может включать такие свойства, как безотказность, долговечность, ремонтопригодность и сохраняемость, причем как по отдельности, так и в определенном сочетании этих свойств.
Безотказность – способность ЭВМ непрерывно сохранять заданные функции в течении установленного в технической документации времени.
Долговечность – свойство ЭВМ сохранять при выполнении технического обслуживания и ремонтов работоспособность до наступления предельного состояния (полного выхода из строя).
Календарную продолжительность эксплуатации изделия до полного выхода из строя называют сроком службы.
Сохраняемость – способность ЭВМ сохранять свои показатели в период хранения и транспортировки.
Ремонтопригодность – приспособленность ЭВМ к предупреждению и обнаружению причин отказов и их устранению путем проведения технического обслуживания и ремонтов.
Возникновение отказов происходит как из-за внутренних свойств аппаратуры, так и из-за внешних воздействий, и носит случайный характер. Для количественной оценки отказов используют вероятностные методы.
Все изделия делятся на восстанавливаемые (ремонтируемые) и невосстанавливаемые (неремонтируемые). Невосстанавливаемые ЭВМ в процессе выполнения своих функций не допускают ремонта; восстанавливаемые – в процессе выполнения своих функций допускают ремонт.
Безотказность характеризуется:
· вероятностью безотказной работы P( t) или вероятностью отказа q( t) = 1 – P( t);
· частотой отказов f( t);
· интенсивностью отказов λ( t);
· средней наработкой на отказ Tср.
Вероятность безотказной работы P( t) – это вероятность того, что в определенных условиях эксплуатации (испытаний) в течение заданного времени t не произойдет ни одного отказа.
Вероятность безотказной работы и частоту отказов можно найти статистически по данным об отказах эксплуатируемых изделий:

 ,
,
где N – число испытаний, n – число изделий, отказавших за время испытаний t. При большом N вероятность P совпадает с вероятностью P( t), а частота отказов f – с f( t).
Функция f( t) характеризует скорость снижения надежности во времени:

Интенсивность отказов λ( t) – вероятность того, что в промежутке времени t+Δ t произойдет отказ (при условии, что в момент времени t отказов в системе не было). Т.е. это число отказов в единицу времени, отнесенное к среднему числу изделий, безотказно функционирующих в указанный промежуток времени. Интенсивность отказов характеризует надежность ЭВМ в любой момент времени.
 ,
,  ,
,  ,
,
где Δ ni – число отказов в i–ый интервал времени; Nср – среднее число работоспособных изделий; Ni и Ni+1 – количество работоспособных изделий в начале и в конце промежутка времени Δ ti.
Интенсивность отказов связана с вероятностью безотказной работы следующим соотношением:
 .
.
Наработка на отказ – объем или продолжительность работы изделия до наступления отказа. Выражается в единицах времени, цикла и т.п. Средняя наработка на отказ называется еще средним временем безотказной работы изделия:
 .
.
Данные показатели характеризуют надежность невосстанавливаемых ЭВМ. Для восстанавливаемых изделий определение этих параметров более сложное. Восстанавливаемые изделия описываются характеристиками потока отказов w( t), наработкой на отказ T, параметром потока восстановления μ ( t), коэффициентом готовности Кг, коэффициентом вынужденного простоя Кп.
Широкое распространение получили простейшие потоки отказов, которые характеризуются тремя свойствами:
· ординарностью;
· стационарностью;
· отсутствием последствий.
Ординарность случайного потока – это вероятность появления только одного отказа в единичном интервале времени.
Стационарность потока заключается в том, что в единицу времени появляется среднее постоянное число отказов.
Отсутствие последействия – вероятность появления отказов в единичном интервале времени не зависит от возникновения отказов в другие моменты времени.
9.2.2 Законы распределения, применяемые в теории надежности – до 25 мин
Показатели надежности являются вероятностными характеристиками и для их описания используют разные законы распределения.
Во время эксплуатации аппаратуры выделяются несколько периодов, характеризующихся разной зависимостью интенсивности отказов во времени (см. рис. 9.1).
В начальный период работы (так называемый период приработки) отказы аппаратуры происходят из-за выхода из строя элементов, имевших скрытые производственные дефекты. Продолжительность периода приработки не превышает нескольких процентов от продолжительности периода нормальной эксплуатации ЭВМ.

Интенсивность отказов в период приработки постепенно снижается до некоторого минимального уровня (λmin) и остается относительно постоянной в течении второго периода эксплуатации аппаратуры (периода нормальной работы).
В конечный период эксплуатации аппаратуры (период старения и износа) износ элементов идет за счет необратимых физико-химических процессов.
Наиболее часто используемой статистической моделью надежности является экспоненциальная модель распределения. Эта модель основана на предположении о постоянной во времени интенсивности отказов.
Характеристики надежности при этом распределении выглядят следующим образом:
P( t) = e- λt ;
f( t) = λ e- λt ;
λ(t) = Const;
Tср = 1 / λ.
Экспоненциальная модель распределения хорошо применима при расчетах надежности аппаратуры одноразового применения, содержащей большое число неремонтируемых компонентов. Также данная модель используется для расчета надежности аппаратуры в основной период эксплуатации, исключая начальный период приработки и конечный период старения.
При длительной работе ЭВМ при планировании ее ремонта важно знать не вероятность возникновения отказов, а их число за определенный период эксплуатации. В этом случае применяют распределение Пуассона, позволяющее подсчитать вероятность появления любого числа случайных событий за некоторый период времени.
Вероятность отсутствия отказа за время t составляет:
P0 = e -λt .
Вероятность появления i отказов за время t:
Pi = λi ti e- λt / i!.
Для оценки надежности в период приработки аппаратуры используют закон Вейбулла. Это двухпараметрический закон (два параметра – λ0 и α), при α=1 переходит в экспоненциальный закон распределения:
P(t) = exp(-λ0 tα), t  0, λ0 > 0, α > 0;
0, λ0 > 0, α > 0;
f(t) = λ0 α t α-1 exp(-λ0 tα);
λ(t) = λ0 α t α-1;
Tср = λ0-1 / λ Г (1 + 1/ α).
В период старения и износа отказы зависят от большого числа факторов, влияние каждого из которых однородно. Поэтому для оценки надежности в этот период используют нормальный закон распределения и распределение Релея.
Для распределения Релея (С – параметр распределения):
P(t) = exp(-t2 / 2C2);
f(t) = (t/C2) exp(-t2 / 2C2 );
λ( t) = t/ C2;
Tср = C  .
.
Для нормального закона распределения:
 .
.
где  – среднеквадратичное отклонение, а
– среднеквадратичное отклонение, а  – матожидание.
– матожидание.
9.2.3 Методы обеспечения и повышения надежности – до 15 мин
Методы обеспечения надежности делятся на общие и специальные.
Общие методы обеспечения надежности реализуются на стадиях проектирования и производства путем: максимального упрощения принципиальной схемы с одновременным уменьшением числа элементов с невысокой надежностью; ослабления влияния внешних воздействий герметизацией, амортизацией, охлаждением и т. д.; использования унифицированных блоков, проверенных и отработанных в условиях массового производства и имеющих высокую надежность.
Специальные методы реализуются путем облегчения режима работы элементов схем и конструкции, предварительной тренировки элементов, резервирования и др.
Облегчение режима работы схемных элементов снижает интенсивность отказов. Для учета нагрузки и тепловых режимов элементов используют коэффициент нагрузки КН, представляющий собой отношение рабочих мощностей, напряжений или токов к их номинальным значениям. При проектировании ЭВМ и систем для транзисторов и диодов коэффициенты нагрузки КН должны находиться в пределах 0,3…0,5; для резисторов – 0,4…0,6; для конденсаторов – 0,3…0,5; для реле, переключателей, выключателей – 0,5…0,8.
Для сокращения этапа приработки используется предварительная тренировка элементов.
Резервирование является наиболее эффективным методом повышения надежности, оно осуществляется внесением в конструкцию ЭВМ дополнительных элементов, блоков, узлов и устройств, включаемых в работу при отказе основных. Резервирование может быть общим (дублируются целые блоки или вся ЭВМ) и поэлементным (дублирование осуществляется на уровне микросхем или отдельных элементов). Отношение числа резервных элементов к числу основных называется кратностью резервирования.
Различают резервирование замещением и постоянное резервирование.
При резервировании замещением резервный блок включается в работу переключением вручную или автоматически. При постоянном резервировании резервные элементы включены одновременно с основными и функционируют в тех же режимах, а при отказах нагрузка перераспределяется между оставшимися работоспособными элементами (например, при резервном последовательном включении конденсаторов и параллельном включении резисторов).
Применение резервирования ограничивается габаритными размерами изделия, мощностью источников питания, необходимостью разработки дополнительных схем по обнаружению отказов и переключению с отказавших элементов на резервные.
Для повышения надежности ЭВМ часто используют информационные методы, которые реализуются в виде корректирующих кодов, позволяющих обнаруживать и исправлять ошибки без прерывания работы устройства.
Корректирующие коды предусматривают введение некоторой избыточности. Избыточность бывает временной и пространственной.
Временная избыточность связана с увеличением времени решения задачи (задача решается несколько раз) и вводится программным путем, являясь основой программного способа обнаружения и исправления ошибок.
Пространственная избыточность заключается в удлинении кодов чисел, в которые вводят дополнительные (контрольные) разряды.
ЛЕКЦИИ
по дисциплине 1430 Конструкторско-технологическое обеспечение производства ЭВМ
для студентов 5 курса факультета ИТ
специальности 230101
«Вычислительные машины, комплексы, системы и сети»
Обсуждены на заседании кафедры
«___» _______________ 2007 г.
Протокол № _____
Москва, 2007
Общие положения
1.1 Цели дисциплины
Целью дисциплины является изложение общих принципов организации проектирования электронных вычислительных машин, рассмотрение задач конструкторской подготовки производства (стадии проектирования средств вычислительной техники, основные правила конструирования, обеспечения надежной работы ЭВМ и систем), технологической подготовки производства (технологические процессы производства основных узлов ЭВМ, сборки, регулировки и настройки, контроля и испытаний).
1.2 Рекомендуемая литература
1.2.1 Основная:
1) Конструкторско-технологическое проектирование электронной аппаратуры: Учебник для вузов / К.И.Билибин, А.И.Власов, Л.В.Журавлева и др. Под общ. ред. В.А.Шахнова. – М.: МГТУ им. Н.Э.Баумана, 2002. - 528с.
2) Степанова И.В. Конструкторско-технологическое обеспечение производства ЭВМ. Конструкторская подготовка производства: Уч. пос. – М.: МГАПИ, 2004. – 63с .
3) Степанова И.В. Технология производства печатных плат. – М.: МГУПИ, 2008. – 56 с.
4) Степанова И.В., Степанов В.П. Формообразующие операции при производстве ЭВМ. – М.: МГУПИ, 2008. – 54 с.
1.2.2 Дополнительная литература к лекциям №№ 1-3, 8:
Савельев М.В. Конструкторско-технологическое обеспечение производства ЭВМ: Уч. пос. для вузов. – М.: Высшая школа, 2001. – 319с.
1.2.3 Дополнительная литература к лекциям №№ 22-26:
1) Медведев А.М. Печатные платы. Конструкции и материалы. – М.: Техносфера, 2005. – 304с.
2) Пирогова Е.В. Проектирование и технология печатных плат: Учебник. – М.: ФОРУМ, 2005. - 560 с.
1.2.4 Дополнительная литература к лекциям №№ 35-37:
Медведев А.М. Сборка и монтаж электронных устройств. – М.: Техносфера, 2007. – 256с.
1.2.5 Дополнительная литература к лекциям №№ 38-40:
Федоров В.К., Сергеев Н.П., Кондрашин А.А. Контроль и испытания в проектировании и производстве радиоэлектронных средств. – М.: Техносфера, 2005. – 504с.
Л екция №1. Основные задачи конструирования ЭВМ и систем. Требования к конструкции ЭВМ
Продолжительность: 2 часа (90 мин.)
2.1 Основные вопросы
- понятие конструкции ЭВМ (систем);
- основные задачи конструирования;
- основные этапы проектирования ЭВМ и систем;
- виды изделий;
- классификация ЭВМ;
- требования, предъявляемые к конструкции ЭВМ.
Текст лекции
2.2.1 Основные этапы проектирования– до 35 мин
В современном обществе темпы развития ЭВМ в значительной мере определяют уровень научно-технического прогресса. Рост степени интеграции микросхем, быстродействия и тепловыделения элементной базы требует повышенного внимания к вопросам компоновки конструкции, задачам обеспечения технологичности, помехоустойчивости, нормальных температурных режимов работы ЭВМ. Это приводит к увеличению сложности конструкций и повышению требований к их производству.
Под конструкцией ЭВМ понимают совокупность электрически и механически соединенных элементов, в которых реализуется электрическая схема данной машины.
Конструирование – сложный процесс, заключающийся в физическом воплощении принятых схемных решений.
Основная задача конструирования – создание конструкции, обеспечивающей параметры ЭВМ, записанные в техническом задании, с учетом возможности изготовления этой конструкции в определенных производственных условиях в возможно короткие сроки и при минимальных затратах. Конструктор должен определить форму, материал, размеры конструктивного узла; состав входящих в него элементов; способы механических и электрических соединений входящих в него элементов; обеспечить помехоустойчивость, тепловой режим, защиту от внешних воздействий и т.п.; обеспечить высокую надежность.
Исходными данными для конструирования ЭВМ и систем являются электрическая схема устройства и техническое задание на разработку (ТЗ).
Конструирование является составной частью общего процесса проектирования ЭВМ.
Под проектированием обычно понимается разработка основных показателей изделия и путей их реализации. В результате проектирования реализуется конструкция изделия. Проектирование ЭВМ и систем – сложный комплекс теоретических, схемотехнических, технологических и производственных работ, приводящих в конечном итоге к выпуску машины, отвечающей заданным требованиям.
При проектировании ЭВМ обычно выделяют следующие этапы:
1. Системное проектирование, включающее в себя структурное проектирование (разработку структурной схемы ЭВМ, выбор системы команд, системы счисления и т.п.) и функциональное проектирование (разработка функциональных схем устройств и ЭВМ в целом).
2. Схемотехническое (логическое) проектирование – разработка подробных принципиальных электрических схем устройств, ориентированных на определенные системы элементов.
3. Техническое проектирование (или техническая подготовка производства), включающее в себя конструкторское и технологическое проектирование (конструкторская и технологическая подготовка производства).
4. Организационно-производственное проектирование (подготовка производства).
Так как на третьем и четвертом этапах проектирования должны быть решены все вопросы, связанные с последующим производством изделия, то вместо термина «проектирование» для этих этапов часто применяют термин «подготовка производства».
На практике последовательность этапов проектирования может нарушаться, т.к. использование унифицированных элементов позволяет совмещать этапы разработки функциональных и принципиальных схем с разработкой конструкции.
Технологическое проектирование заключается в разработке технологических процессов изготовления деталей и узлов и сборки ЭВМ, а также необходимой для производства оснастки и специального технологического оборудования.
Конструирование и технологическая подготовка производства тесно взаимосвязаны и не могут выполняться по отдельности и без учета других этапов проектирования.
В рамках курса «Конструкторско-технологическое обеспечение производства ЭВМ» рассматривается этап технического проектирования (технической подготовки производства) изделий.
Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Различают следующие виды изделий:
· деталь – изделие, изготовленное из однородного по марке и наименованию материала без применения сборочных операций;
· сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями;
· комплекс – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций;
· комплект – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера.
2.2.2 Классификация ЭВМ – до 25 мин
Многообразие сфер применения и видов ЭВМ порождает и большое количество признаков, по которым осуществляется классификация ЭВМ. К таким признакам относят: принцип действия, назначение, технические характеристики, объект установки, условия эксплуатации и обслуживания, применяемую элементную и конструктивную базу, экономические факторы и др.
По принципу действия различают цифровые, аналоговые, аналогово-цифровые ЭВМ. Основным отличительным признаком данных ЭВМ является вид элементной базы.
По назначению выделяют: ЭВМ общего назначения, специализированные, персональные, управляющие и контрольные ЭВМ.
ЭВМ общего назначения (универсальные), ориентированные на выполнение широкого круга задач, выполняемых по любому алгоритму, должны иметь высокую производительность вычислений при низкой стоимости, обеспечение минимальных габаритных размеров, массы и энергопотребления не является критичным требованием при их проектировании.
Специализированные ЭВМ предназначены для решения узкого круга специальных задач наиболее оптимальным образом. Как правило, такие ЭВМ содержат определенные ограничения на обработку информации, а значит, в большинстве случаев проще и дешевле универсальных.
Персональные ЭВМ предназначены для эксплуатации их пользователем самостоятельно, без помощи профессионального программиста. Такие ЭВМ обладают развитым человеко-машинным интерфейсом, обеспечивающим простое управление, малыми размерами и массой, малым энергопотреблением, низкой стоимостью, эргономичностью конструкции.
Управляющие ЭВМ используются для управления различными объектами и технологическими процессами. Характерная особенность этих ЭВМ состоит в получении информации о состоянии управляемого объекта от датчиков, установленных непосредственно на объекте. Важное значение для этих ЭВМ имеет высокая надежность функционирования.
Контрольные ЭВМ применяются при построении контрольно-измерительной аппаратуры.
По совокупности технических характеристик (производительности, объему памяти, принципу реализации и т.п.) различают сверхвысокопроизводительные (суперЭВМ), высокопроизводительные (большие), средние, малые (мини-ЭВМ) и микроЭВМ.
По объекту установки ЭВМ делятся на стационарные и подвижные (делящиеся, в свою очередь, на транспортируемые, переносные, носимые)).
Стационарные ЭВМ предназначены для эксплуатации в стационарных помещениях или на открытом воздухе, транспортируемые – на автомобильном, железнодорожном или ином транспорте.
Переносные ЭВМ обычно устанавливаются на поверхность стола или пол, имеют малые габаритные размеры и массу, всегда работают в комнатных условиях и не предназначены для работы во время переноски с места на масто; носимые ЭВМ могут работать и при переноске.
По трем глобальным зонам эксплуатации на объектах установки различают следующие классы ЭВМ: наземные (использование на суше), морские (использование на море), бортовые (использование в воздушном и космическом пространстве) ЭВМ.
Приведенная классификация является достаточно условной, однако она оказывает влияние на выбор конструкций и технологий производства ЭВМ.
2.2.3 Требования, предъявляемые к конструкции ЭВМ – до 30 мин
Требования, предъявляемые к конструкции ЭВМ (системы), можно разделить на несколько групп.
Тактико-технические требования:
· быстродействие;
· объем памяти (оперативной, постоянной и др.);
· адресность команд;
· разрядность машинного числа;
· точность выполнения операций;
· и т.п.,
Конструктивно-технологические требования:
· технологичность;
· минимальная номенклатура комплектующих элементов;
· минимальные габариты и масса;
· защита от воздействия внешних факторов;
· ремонтопригодность;
· возможность серийного производства элементов типовых конструкций;
· предотвращение неправильной установки типовых конструкций;
· и т.п.
Эксплуатационные требования:
· простота управления и обслуживания;
· удобный доступ ко всем частям машины;
· сигнализация опасных режимов работы;
· эргономичность и эстетичность;
· и т.п.
Требования по надежности:
· обеспечение высокой вероятности безотказной работы;
· наработки на отказ;
· среднее время восстановления работоспособности;
· долговечность;
· сохраняемость;
· и т.п.
Экономические требования:
· минимальные затраты времени, труда и материальных средств на разработку, изготовление, наладку и эксплуатацию ЭВМ;
· минимальная стоимость ЭВМ;
· и т.п.
Условия эксплуатации:
· температура окружающей среды;
· атмосферное давление;
· относительная влажность;
· и др.
Тесная связь предъявляемых к ЭВМ требований часто приводит к тому, что стремление максимально выполнить одно из них ведет к необходимости снизить значения других.
Соотношения между различными требованиями устанавливается исходя из типа, назначения и условий эксплуатации ЭВМ. Например, для большой универсальной ЭВМ наиболее важное требование – обеспечение максимального быстродействия, наименее важное – обеспечение небольших габаритов и массы; для управляющих ЭВМ наиболее важные требования – высокая надежность и малая стоимость, наименее важное – мощность потребления; для бортовых ЭВМ наиболее важные требования – высокая надежность, малые габаритные размеры и масса, наименее важное – стоимость.
Требования, предъявляемые к конструкции разрабатываемой ЭВМ (системы) указываются в техническом задании.
3 Л екция №2. Техническая документация. Организация конструкторской подготовки производства. Основные функции технологической подготовки производства
Продолжительность: 2 часа (90 мин.)
3.1 Основные вопросы
- жизненный цикл изделия;
- понятие технической документации;
- стандарты на техническую документацию;
- конструкторские документы;
- схемы, виды и типы схем;
- технологическая документация;
- этапы конструкторской подготовки производства;
- основные функции технологической подготовки производства.
Текст лекции
3.2.1 Техническая документация– до 35 мин
В настоящее время широко используют такое понятие, как «жизненный цикл» изделий производства, включающий в себя все этапы создания изделия:
проектирование ® изготовление ® эксплуатация ® утилизация.
На всех этапах жизненного цикла изделия применяется техническая документация, состав и содержание которой регламентируется государственными стандартами.
Действующие в настоящее время стандарты сгруппированы по этапам жизненного цикла:
· единая система конструкторской документации (ЕСКД);
· единая система технологической документации (ЕСТД);
· единая система программной документации (ЕСПД);
· единая система технологической подготовки производства (ЕСТПП);
· и др.
Стандарты определяют форму, правила оформления, учета, хранения, обращения и изменения технической документации.
Применение стандартов позволяет:
· обмениваться технической документацией между предприятиями;
· сократить типы и формы технических документов;
· уменьшить трудоемкость проектирования;
· автоматизировать и механизировать обработку технических документов.
Конструкторские документы – графические и текстовые документы, определяющие состав и устройство изделия, содержащие данные для его разработки и изготовления, контроля, приемки, эксплуатации, утилизации. Их состав, порядок разработки и правила оформления определяются ЕСКД.
В общем объеме конструкторской документации существенное место занимает схемная документация.
Схема – графическая конструкторская документация, на которой в виде условных изображений или обозначений показаны составные части изделия и связи между ними.
Схемы делятся на виды и типы по назначению, видам входящих в них элементов и связей между ними.
Виды схем:
Э – электрические;
Г – гидравлические;
П – пневматические;
Х – газовые;
К – кинематические;
В – вакуумные;
Л – оптические;
Р – энергетические;
С – комбинированные.
Типы схем:
1 – структурные;
2 – функциональные;
3 – принципиальные;
4 – соединений (монтажные);
5 – подключения;
6 – общие;
7 – расположения;
0 – объединенные.
При проектировании ЭВМ и систем в основном используют электрические схемы следующих типов:
· Э1 (электрические структурные) – определяют основной состав ЭВМ и ее функциональные части, их назначение и взаимосвязи;
· Э2 (электрические функциональные) – поясняют процессы, происходящие в отдельных функциональных частях и узлах ЭВМ;
· Э3 (электрические принципиальные) – определяют полный состав элементов и связей между ними, дают полное прадставление о принципе работы отдельных узлов и устройств;
· Э4 (электрические соединений) – показывают соединения составных частей, соединительные изделия (провода, кабели и т.п.) и места их присоединения;
· Э5 (электрические подключений) – определяют внешние подключения;
· Э6 (электрические общие) – показывают составные части ЭВМ и их соединения между собой на месте эксплуатации;
· Э7 (электрические расположения) – определяют взаимное расположение отдельных устройств ЭВМ и соединяющих элементов.
Помимо схем, к графическим конструкторским документам относятся различные чертежи, например:
· чертеж детали – изображение детали и другие данные, необходимые для ее изготовления и контроля;
· сборочный чертеж – изображение сборочных единиц и других деталей, необходимые для сборки и контроля;
· чертеж общего вида – определяет конструкцию изделия, взаимодействие его основных частей и поясняет принцип работы изделия;
· теоретический чертеж – геометрическая форма (обводы) изделия и координаты расположения основных частей;
· габаритный чертеж – контурное изображение изделия с габаритными, установочными и присоединительными размерами;
· электромонтажный чертеж – данные для электрического монтажа изделия
· и др.
К текстовым конструкторским документам относятся: пояснительная записка (описание структуры и принципа действия разработанного изделия); спецификация (определяет состав всего изделия или отдельных сборочных единиц); различные ведомости, содержащие перечни определенных документов, деталей (например, ведомость спецификаций – перечень всех спецификаций на составные части ЭВМ, ведомость покупных изделий – перечень используемых покупных изделий, ведомость ссылочных документов – перечень документов, на которые имеются ссылки); ремонтные документы – данные для проведения ремонтных работ; инструкции и т.п.
Технологические документы – графические и текстовые документы, в которых определяется порядок изготовления изделия и проведения процессов, содержащие необходимые данные для приемки и контроля изделия.
К технологическим документам относятся: технологические инструкции, маршрутные карты, различные ведомости (технологических маршрутов, материалов, применяемости деталей и т.п).
3.2.2 Организация конструкторской подготовки производства ЭВМ и систем – до 40 мин
Конструкторская подготовка производства (КПП) – это разработка конструкторской документации на изделие.
Стадии КПП:
· техническое задание;
· техническое предложение;
· эскизный проект;
· технический проект;
· рабочая документация.
Техническое задание (ТЗ) является основой для разработки, содержание ТЗ устанавливает ГОСТ.
В ТЗ указываются:
· назначение и состав ЭВМ (системы);
· условия эксплуатации, хранения и транспортировки;
· основные технические и тактико-технические характеристики (форма и точность представления информации, скорость ее преобразования, объем и быстродействие запоминающих устройств, надежность и т.п.),
· конструктивные параметры (масса, габариты, требования к элементной базе, модульности и т.п.),
· общетехнические требования (пределы температур, влажности, колебания напряжения в сети, помехозащищенность и др.).
Техническое предложение – совокупность конструкторских документов, содержащих технические и технико-экономические обоснования целесообразности разработки конструкторской документации. Техническое предложение разрабатывается по результатам анализа ТЗ, вариантов возможных решений изделия с учетом особенностей разрабатываемого изделия, существующих изделий и патентных материалов. На этой стадии уточняются технические требования к изделию.
Эскизный проект – комплекс конструкторских документов, содержащий принципиальные конструктивные решения и дающий общие представления об устройстве и принципе работы изделия. Ведется конструкторская и технологическая проработка выбранного варианта реализации. Делаются чертежи общих видов изделия (часто без размеров).
Технический проект – совокупность конструкторских документов, содержащих окончательные технические решения. Определяется конструкция ЭВМ (системы) и ее составных частей, выполняются все необходимые расчеты для подтверждения соответствия ТЗ, разрабатываются электрические схемы, технические решения, обеспечивающие требуемые показатели надежности, анализируется конструкция на технологичность. Разрабатываются методы и алгоритмы наладки и контроля изделия.
Рабочая документация разрабатывается сначала на опытный образец изделия, после изготовления и испытаний опытного образца вносятся изменения в конструкторские документы и разрабатывается документация на опытную (установочную) серию, а затем – документация на серийное или массовое производство.
Все этапы конструкторской подготовки производства проводятся только при разработке вновь создаваемой ЭВМ (системы), основанной на использовании принципиально новых технических решений.
3.2.3 Организация технологической подготовки производства ЭВМ и систем – до 15 мин
Технологическая подготовка производства (ТПП) – совокупность процессов, обеспечивающих технологическую готовность предприятия к выпуску изделия заданного качества при установленных сроках, объеме выпуска и затратах.
Основные функции ТПП:
· отработка конструкции на технологичность;
· проектирование технологических процессов (как новых, так и совершенствование существующих), их типизация;
· проектирование и изготовление технологической оснастки, специального оборудования, режущего и измерительного инструментов;
· проектирование и изготовление средств механизации и автоматизации, транспортных средств;
· выверка и наладка оборудования, технологического оснащения, технологических процессов для запланированных режимов и норм.
Технологическая подготовка производства базируется на Единой системе технологической подготовки производства (ЕСТПП) – установленной государственными стандартами системе организации и управления процессом ТПП.
Этапы ТПП проводятся параллельно с этапами КПП.
Л екция №3. Автоматизация конструкторского проектирования ЭВМ и систем
Продолжительность: 2 часа (90 мин.)
4.1 Основные вопросы
- понятие САПР;
- виды обеспечения САПР;
- классификация САПР.
Текст лекции
4.2.1 Понятие систем автоматизированного проектирования (САПР)– до 20 мин
Возможность формального математического описания некоторых конструкторских задач и унификация их постановки позволяет использовать методы автоматизации проектирования и перейти от традиционного макетирования разрабатываемых узлов и блоков ЭВМ к их моделированию с помощью компьютера.
Автоматизация проектирования на практике осуществляется с помощью систем автоматизированного проектирования (САПР). Под САПР понимают комплекс средств автоматизации проектирования, взаимосвязанных с необходимыми подразделениями проектной организации или коллективом специалистов.
С помощью САПР можно осуществлять весь цикл сквозного проектирования ЭВМ, включающий в себя:
· синтез структуры и электрической схемы устройства;
· анализ характеристик устройства при различных режимах работы;
· синтез топологии, включая размещение элементов на печатной плате или кристалле;
· проектирование конструкции изделия;
· выпуск конструкторской документации;
· подготовка программ для физической реализации отдельных узлов или деталей конструкций, например: программ для станков с числовым программным управлением (ЧПУ) для обработки резанием заготовок, для машин быстрого прототипирования деталей и оснастки и т.п.
Использование САПР позволяет повысить качество проектов, снизить материальные затраты, сократить сроки проектирования, уменьшить число занятых в проекте людей (проектировщиков, чертежников и др.).
Предметом САПР являются формализация проектных процедур, структурирование и типизиция процессов проектирования, модели, методы и алгоритмы решения проектных задач, способы построения технических средств, создания языков, описания программ, банков данных, а также вопросы их объединения в единую проектную систему.
4.2.2 Виды обеспечения САПР – до 50 мин
САПР включает в себя техническое, математическое, программное, информационное, лингвистическое и другие виды обеспечения.
Математическое обеспечение САПР включает в себя математические модели проектируемых объектов.
Разработка математического обеспечения является самым сложным этапом создания САПР, от которого в наибольшей степени зависят производительность и эффективность функционирования САПР в целом.
Основные требования, предъявляемые к математическим моделям объектов:
· универсальность – полнота отображения в модели свойств реальной вычислительной системы;
· точность – степень совпадения параметров реального объекта и параметров, рассчитанных с помощью модели;
· адекватность – способность отображать реальные свойства объекта с погрешностью не выше заданной;
· экономичность – характеризуется затратами вычислительных ресурсов.
Методика составления математической модели заключается в следующем:
1) выбор свойств объекта, подлежащих отображению в модели, основанный на анализе сферы применения модели и определяющий степень ее универсальности;
2) сбор исходной информации о выбранных свойствах объекта на основе анализа научно-технической и справочной аппаратуры, опыта проектировщиков, описаний прототипов;
3) выбор структуры математической модели, т.е. общего вида математических отношений в виде графов, таблиц, схем, формул без конкретизации числовых параметров;
расчет числовых значений параметров математической модели и оценка адекватности модели путем сравнения расчетных значений с экспериментальными данными.
Информационное обеспечение САПР – это данные, которыми пользуется проектировщик в процессе разработки изделия: справочные данные о существующих проектных решениях (как типовых, так и промежуточных для текущих разработок), о комплектующих элементах и их параметрах.
Совокупность данных, используемых в САПР, составляет информационный фонд. Организация, сохранение и обновление этого фонда составляет основную функцию информационного обеспечения САПР.
В состав информационного обеспечения САПР входят: программные модули; исходные и результирующие данные для программных модулей; нормативно-справочная проектная документация, государственные и отраслевые стандарты, типовые проектные решения, текущая (для выполняемого проекта) проектная документация и прочее.
Различают следующие способы ведения информационного обеспечения САПР: использование файловой системы; построение библиотек; использование баз данных; создание информационных программ-адаптеров. Файловые системы и библиотеки применяют при хранении программных модулей, диалоговых сценариев поддержки процесса проектирования, вводе больших массивов исходных данных, хранении текстовых документов; но они мало пригодны для оперативной обработки справочных данных. Этот способ ведения информационного обеспечения широко распространен, так как поддерживается средствами операционной системы. Информационные программы-адаптеры применяются для организации межмодульного интерфейса.
Основу лингвистического обеспечения САПР составляют специальные языковые средства (языки проектирования), предназначенные для описания процедур автоматизированного проектирования и проектных решений. Проблемно-ориентированные языки создаются по каждой из областей применения (строительство, электроника и т.п.), в то же время, чрезмерное разнообразие языков может затруднять обмен данными между предприятиями.
Программное обеспечение САПР – это совокупность всех программ и эксплуатационной документации к ним, необходимых для выполнения автоматизированного проектирования.
Программное обеспечение делится на общесистемное и специальное. Общесистемное программное обеспечение близко по назначению к операционным системам и предназначено для организации функционирования технических средств, т.е. планирования и управления вычислительным процессом распределения имеющихся ресурсов. Специальное (прикладное) программное обеспечение имеет форму пакета прикладных программ и реализует математическое обеспечение для непосредственного выполнения проектных процедур.
Техническое обеспечение САПР включает в себя средства вычислительной техники, оргтехники, средства передачи данных, измерительные устройства, специализированные устройства ввода и вывода графической информации.
Комплекс технических средств САПР – это некоторое структурное единство компонентов технического обеспечения, обеспечивающих функционирование подсистем САПР. Средства, входящие в комплекс технических средств САПР, должны быть технически, информационно, программно и эксплуатационно совместимы, должны обеспечивать требуемый уровень точности (достоверности) принимаемых решений и данных.
Технические средства и общее программное обеспечение САПР в процессе проектирования выполняют и решают задачи:
· ввода исходных данных описания объекта проектирования;
· отображения введенной информации с целью ее контроля и редактирования;
· хранения архивов, библиотек проектных решений и типовых элементов;
· реализации математических моделей;
· преобразования информации;
· оперативного общения проектировщика с системой;
· документирования результатов проектирования;
· выдача результатов проектирования на технологическое оборудование
· и другие функции.
Методическое обеспечение САПР – это входящие в ее состав документы и инструкции, регламентирующие порядок эксплуатации системы. Документы, относящиеся к процессу создания САПР, в состав методического обеспечения не входят.
В состав организационного обеспечения САПР входят различные документы, регламентирующие организационную структуру предприятия, на котором эта система используется. Это различные положения, приказы, квалификационные требования, штатное расписание.
Организационное обеспечение призвано решить проблему комплектования подразделений САПР только профессионально грамотными специалистами, имеющими навыки и знания для работы с перечисленными выше компонентами САПР. От их квалификации будет зависеть эффективность и качество работы всего комплекса САПР.
4.2.3 Классификация САПР – до 20 мин
В настоящее время существует большое количество различных САПР, которые можно классифицировать по нескольким признакам.
По типам и разновидностям объекта проектирования – выделяют САПР электронной аппаратуры, САПР изделий машиностроения и т.п.
САПР различают по уровню автоматизации проектирования (низкий уровень автоматизации – когда средствами САПР выполняется до 25% проектных процедур, средний – до 50%, высокий – свыше 50%).
По комплексности автоматизации проектирования выделяют одноэтапные (поддерживающие один этап проектирования), многоэтапные и комплексные (поддерживающие все этапы проектирования) САПР.
Также САПР могут различаться по характеру и числу проектных документов, выпускаемых с их помощью.
По числу уровней в структуре технического обеспечения САПР выделяют:
· одноуровневые комплексы технических средств – одна центральная ЭВМ;
· двухуровневые – представляют из себя вычислительную сеть с радиальной или кольцевой структурой, функции мониторной системы и СУБД распределены по узлам сети;
· трехуровневые – когда двухуровневый комплекс технических средств САПР дополнен чертежными автоматами, комплексами для контроля программ к станкам с ЧПУ и т.п.
Традиционно к САПР относят системы типа CAD (сomputer-aided design — компьютерная поддержка проектирования), предназначеные для решения конструкторских задач и оформления конструкторской документации. Как правило, в современные CAD-системы входят модули моделирования трехмерной объемной конструкции (детали) и оформления чертежей и текстовой конструкторской документации (спецификаций, ведомостей и т. д.). CAD-системы в основном относятся к многоэтапным САПР. Ведущие трехмерные CAD-системы позволяют реализовать идею сквозного цикла подготовки и производства сложных промышленных изделий.
Электрический и механический сегменты CAD-систем разделились на отрасли ECAD и MCAD.
Системы типа EDA (electronic design automation) поддерживают сквозной процесс проектирования. Например, в САПР MAX+plusII поддерживается сквозной процесс проектирования устройств на основе микросхем фирмы Altera от ввода и контроля описания устройства до программирования микросхемы ПЛИС.
CAM-системы (computer-aided manufacturing — компьютерная поддержка изготовления) предназначены для проектирования обработки изделий на станках с числовым программным управлением (ЧПУ) и выдачи программ для этих станков (фрезерных, сверлильных, шлифовальных и др.). CAM-системы еще называют системами технологической подготовки производства. САЕ-системы – (computer-aided engineering – поддержка инженерных расчетов) представляют собой обширный класс систем, каждая из которых позволяет решать определенную расчетную задачу (группу задач), начиная от расчетов на прочность, анализа и моделирования тепловых процессов до расчетов гидравлических систем и машин, расчетов процессов литья. CAE-системы еще называют системами инженерного анализа. В системах CAM и CAE используется трехмерная модель детали, созданная в CAD-системе.
Дата: 2019-05-28, просмотров: 336.