Рассмотрев все аспекты изготовления подставки под ручки и карандаши можно приступить к экономическим расчетам.
Для изготовления подставки потребуется деревянный брусок из массива 60x45x250 мм стоимостью 135рублей, а также доска из массива 80x30x200 стоимостью 45 рублей.
2 евровинта на 60 мм стоимостью 1 рубль;
Лак НЦ 218 – 0,9 кг стоимостью 80 рублей;
Шлифовальная бумага 0,1 кв. м стоимостью 60 рублей;
Клей ПВА столярный – 0,1 кг стоимостью 18 рублей;
Кисти: узкий флейц – 7 рублей 50 копеек.
Общие затраты на весь материал составили 347 рублей 50 копеек.
Технология изготовления подставки под письменные принадлежности
Разработка технологической карты
Технологическая карта
Изготовление подставки под письменные принадлежности
| Заготовка клееный щит из массива | ||
| материал | ||
| Масштаб 1:10 | ||
| Последовательность операций | Графическое изображение | Оборудование, инструмент |
| 1. Подбор бруска и доски | 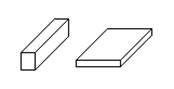
| |
| 2. Разметка всех элементов | Линейка, карандаш, циркуль | |
| 3. Выпиливание элементов по размерам | Электролобзик, круглая пила. | |
| 4. Обработка, нанесение геометрической резьбы | Шлифовальные машины, резак | |
| 5. Чистовая зачистка элементов изделия | 
| Шлифовальная бумага |
| 6. Точение круглых подножек | Электродрель, лерка. | |
| 7. Сборка насухо | 
| Электродрель, ключ под евровинты |
| 8. Сборка на клей | 
| Клей ПВА, кисть |
| 9. Шлифовка, и зачистка изделия | 
| Шлифовальная бумага |
| 10. Обработка морилкой |
| аэрограф |
| 11. Сушка изделия | ||
| 12. Покрытие лаком | Лак НЦ 218, кисти (широкий и узкий флейц) | |
Организация рабочего места
Прежде чем приступить к выполнению практической работы необходимо правильно организовать рабочее место, что будет являться основой высокопроизводительного труда, при наименьших затратах времени. К организации рабочего места предъявляют следующие общие требования:
· Перед началом работы рабочее место должно быть тщательно приготовлено, инструменты и приспособления проверены и расположены в необходимом для работы порядке;
· На рабочее место помещают только предметы, необходимые для выполнения данного задания;
· Все предметы, которые требуются во время работы левой рукой, размещают слева, а правые справа;
· Часто используемые предметы располагают ближе к исполнителю, а редко используемые – дальше, но не более, чем на расстояние вытянутой руки;
· Каждый предмет должен иметь свое постоянное место, инструменты нельзя класть друг на друга или на металлические предметы;
· Чертежи и другую техническую документацию необходимо размещать на рамках и крепить для удобства над верстаком (станком);
· По окончанию работы рабочее место тщательно убирают, инструменты, и приспособления тщательно протирают, проверяют и кладут на отведенное для них место.
Организация рабочего места при нанесении разметки.
Для получения качественных и точных заготовок необходимо выбрать лесоматериалы (бревна, брусья, доски), отвечающие по размерам, качеству и количеству требуемым. Учитывая строжайшую экономию в лесоматериалах, надо заранее подобрать их так, чтобы при раскрое на заготовки получилось минимальное количество отходов, причем сами заготовки должны быть без дефектов, отрицательно влияющих на качество готовых изделий.[3]
Организация рабочего места при работе с электролобзиком.
Производите пиление лобзиком по предварительно нанесенной на поверхность материала разметке. При этом радиус кривизны линии не должен быть менее 15 мм. При пилении по кривой, особенно материала большой толщины, рез может быть неперпендикулярен к поверхности материала, что следует учитывать при разметке. При вырезании внутренних контуров для ввода пилки необходимо предварительно просверлить отверстие диаметром 10 мм.
Линейка устанавливается на лыже в пазах и закрепляется винтом. При работе с линейкой направляющую перемещайте по прямолинейной кромке материала, избегая взаимного перекоса ее с пилкой.
Для вырезания круглых отверстий линейку перевернуть центром вниз. В центре окружности сделайте углубление или отверстие диаметром 1 — 3 мм, в которое вставьте центр линейки. При работе одной рукой придерживайте центр, а другой — перемещайте лобзик. Для малых радиусов направляющую в линейке переставить на 180°. При работе лобзиком не забывайте периодически смазывать направляющий ролик жидком смазкой. Конструкция лобзика позволяет устанавливать его в стационарное положение. Для этого с лыжи нужно снять пластмассовую накладку и прикрепить лобзик снизу к крышке верстака, используя освободившиеся на лыже отверстия М4 и винты с потайной головкой. В крышке верстака, изготовленной из листового металла толщиной не менее 3 мм, должны быть 4 отверстия под потайные головки винтов М4 и паз для пилки и направляющих вкладышей. Верстак оборудуйте дополнительным выключателем, рассчитанным на 6А и 250 V. [4]
Организация рабочего места при работе с шлифовальной машиной.
Перед тем как поместить ленточную шлифовальную машину "Bort" на заготовку дайте развить ей максимальную скорость. Это позволяет избежать перегрузки изделия;
В процессе шлифования шлифовальная машина должна перемешать под углом в 15 градусов к текстуре древесины;
Равномерно и плавно перемещайте ленточную шлифовальную машину по поверхности заготовки.
В общем, говоря, с помощью крупнозернистой наждачной бумаги снимается много материала, а при помощи мелкозернистой наждачной бумаги осуществляется чистовая (финишная) обработка. Неравномерная поверхность шлифуется сначала с помощью крупнозернистой наждачной бумаги до тех пор, пока она не перестанет быть шероховатой. Вслед за этим с помощью среднезернистой наждачной бумаги удаляются царапины, а затем мелкозернистой наждачной бумагой осуществляется чистовая шлифовка. Продолжайте шлифовку до тех пор, пока поверхность не станет совершенно гладкой.
Шлифмашинка снабжена прямоугольной контактной подошвой. Для достижения оптимального результата необходимо, чтобы наждачная бумага была правильно зажата. Туго натянутая наждачная бумага изнашивается медленнее и дольше служит. [5]
Организация рабочего места при работе с фрезеровальной машиной.
Произвести перед началом работы внешний осмотр и проверку надежности крепления деталей. При отсутствии смазки на направляющих колонках нанести ее тонким слоем на рабочую поверхность.
Подключить машину к сети штепсельной вилкой, проверить ее работу на холостом ходу в течение 20 с. Отключить машину от сети штепсельной вилкой. [6]
Организация рабочего места при зачистке и шлифовке изделия.
Зачистка. Поверхность древесины обычно зачищают шлифтиком (укороченным рубанком) с прямолинейным и острым лезвием. Горбатик должен быть очень плотно подогнан к железке (резцу), которую устанавливают под углом до 60°. Размер щели не должен превышать 5 мм . После зачистки штифтиком поверхность древесины должна быть ровной, гладкой и без задиров даже в местах свилеватости.
Зачищенную поверхность циклюют ручной циклей, которая представляет собой тонкую стальную пластинку прямоугольной формы размером 150 X 90 X (0,8—1,5) мм. Режущую часть цикли (длинную) затачивают под прямым углом, чтобы она образовала два острых прямоугольных ребра без заусенцев. Затем ребро заваливают стержнем, проведенным по ребру наискось так, чтобы на кромке образовалось тонкое лезвие. Работают циклей движением «на себя», по направлению волокон.
Шлифование. Шлифование применяют для выравнивания поверхностей и устранения дефектов окраски — кратеров, пузырей, шагрени и волнистости — после нанесения грунта, шпаклевки, первого слоя лака или краски.
Выполняют шлифование двумя способами: вручную или на станках (ленточных или цилиндровых).
Покрытия шлифуют обычно мокрым способом — используя шлифующие жидкости (керосин, скипидар и др.), или сухим — без применения жидкостей. Пыль или грязь, образующуюся на поверхности при шлифовании, снимают ветошью.
Поверхность древесины шлифуют сначала крупнозернистой шкуркой, затем среднезернистой и в заключение — мелкозернистой. Ручная шлифовка поверхности древесины заключается в следующем: берут гладкий деревянный брусок, обертывают его шкуркой и только после этого приступают непосредственно к работе. Шлифовать нужно без особых усилий (нажима), так как при сильном нажиме качество шлифовки ухудшается. Перед окончанием шлифовки поверхность древесины смачивают водой для подъема ворса; поднятый ворс легко снимается шкуркой. Хорошо отшлифованная поверхность должна быть гладкой, чистой и шелковистой на ощупь.
В качестве шлифующих материалов применяют пасты, порошки и шкурки, содержащие абразивы в виде мелких зерен с острыми гранями. Абразивы бывают искусственные (алунд) и естественные (корунд, кремний, пемза, трепел).
Шлифовальные пасты состоят из мелких абразивных зерен, растертых на связующих материалах (масле, воске, парафине), предназначенных для равномерного распределения абразивов в пасте. Для растворения паст применяют скипидар, Уайт-спирит, бензин и керосин; в качестве разбавителя служит вода.
Шлифовальный порошок представляет собой сухие абразивные зерна. Лакокрасочные покрытия шлифуют порошком, изготовленным преимущественно из пемзы, с зернами» просеянными через сито с 1700 отв/см2. Шлифование порошком выполняют мокрым способом, в качестве смачивающей жидкости используют масло, воду, скипидар и керосин.
Шлифовальные шкурки представляют собой основу, на которой связующим материалом закреплены шлифующие зерна. Шкурки выпускают на полотняной и бумажной основе в рулонах и листах; в качестве полотняной основы применяют миткаль, бязь и др.; в качестве бумажной — бумагу (ГОСТ 6124—52). В зависимости от связующего материала шкурки бывают водоупорные и неводоупорные; по виду применяемых абразивов различают корундовые, стеклянные, кремниевые шкурки и др. [3]
Организация рабочего места при склеивании деталей.
Для получения качественного клеевого соединения надо тщательно подогнать склеиваемые поверхности друг к другу. Клеевое соединение будет достаточно прочным при тонком клеевом шве, равномерном по толщине. Равномерность толщины клеевого слоя зависит от способа его нанесения и давления прессования. Влажность древесины также оказывает влияние на прочность клеевого соединения. Так, наиболее качественное соединение образуется при 8—15% влажности древесины, при более низкой влажности некоторые клеи отверждаются медленно, а при большой влажности соединение получается некачественным.
Количество наносимого клея. На поверхность склеиваемых деревянных элементов клей следует наносить равномерно, чтобы получилась сплошная и тонкая клеевая прослойка. Излишнее количество клея образует неравномерные сгустки, что значительно снижает качество клеевого шва. При горячем отверждении клея расходуют обычно меньше, чем при холодном, поэтому там, где это возможно, надо применять способ горячего отверждения. При склеивании брусковых деталей клей наносят на одну из склеиваемых поверхностей. [3]
Дата: 2019-05-28, просмотров: 336.