КУРСОВАЯ РАБОТА
Способы очистки газообразных выделений при электролизе алюминия
Введение
Впервые металлический алюминий выделил в 1825 году датский физик Ганс Кристиан Эрстед, а в 1854 году француз Анри Сент- Клер Девиль, используя работы Эрстеда и Фридрха Велера, начал его коммерческое производство химическим способом. Всего мировое производство алюминия химическим способом за период с 1854 г. по 1890 г. составило около 200 т. Производство алюминия таким способом не могло обеспечить мировую промышленность дешевым и достаточно чистым металлом. Положение коренным образом изменилось после организации промышленного производства электроэнергии и передачи ее на дальние расстояния. История многотоннажного производства чистого алюминия начинается с 1886 г., когда Поль Эру (Франция) и Чарльз Холл (США) почти одновременно предложили получение алюминия путем электролиза глинозема в расплавленном криолите. Производство алюминия электролиза криолитоглиноземного расплава впервые было организовано Ч. Холлом в г. Кенсингтоне близ Питсбурга (США) в ноябре 1888 г. В этом же году во Франции было основано Металлургическое общество, которое приобрело патент П.Эру. Вскоре начал работать небольшой завод Фрож в департаменте Изер, а в 1893 г. под руководством П.Эру пущен большой завод в Ла Пра в Савойях.
В России до революции не было собственно алюминиевой промышленности, но теоретические исследования в области электролиза проводились
П.П. Федотьевым – профессором Петербургского политехнического института. В августе 1929 г. состоялось решения Правительства СССР о строительстве первых алюминиевых заводов.
До начала 40-х годов делались лишь ограниченные попытки, направленные на улавливание и регенерацию выбросов из алюминиевых электролизеров. В то время мощность отдельных заводов была небольшой, и поэтому общее количество вредных веществ, которые могли быть выброшены было низким по сравнению с современными природоохранными стандартами. Следовательно, ущерб окружающей среде при электролизе алюминия наблюдался редко. Однако в 40–х годах началось строительство крупных по тому времени заводов по производству алюминия. 14 мая 1932 г. выдал первый алюминий Волховский алюминиевый завод (ВАЗ) — первенец алюминиевой промышленности России, и эта дата является днем рождения отечественной алюминиевой промышленности. В 1933 г. пущен Днепровский (г. Запорожье, Украина) алюминиевый завод (ДАЗ), использующий электроэнергию Днепрогэса. В 1939 г. начато строительство Уральского — УАЗ (г. Каменск-Уральский, Свердловская обл.) алюминиевого завода. Во время Великой Отечественной войны Волховский и Днепровский алюминиевые заводы оказались на оккупированной территории, и правительством были приняты меры по форсированному строительству алюминиевых заводов в Кузбассе и на Урале. Новокузнецкий алюминиевый завод (НкАЗ) ввели в эксплуатацию в 1943 г., а Богословский — БАЗ (г. Краснотурьинск, Свердловская обл.) выдал первый металл в День Победы — 9 мая 1945 г.В послевоенные годы были построены алюминиевые заводы в г. Кандалакша — КАЗ (Мурманская обл.), Канакере — КанАЗ (Армения), Надвойцы — НАЗ (Карелия), Сумгаите — САЗ (Азербайджан), Волгограде — ВгАЗ, Шелехове — ИркАЗ (Иркутская обл.), Красноярске — КрАЗ, Братске — БрАЗ, Турсун-Заде — ТадАЗ (Таджикистан) и Саяногорске — СаАЗ. Основные сведения об этих заводах приведены в таблице 1.
Таблица 1
Мокрая газоочистка
Мокрые скрубберы часто устанавливаются на заводах, регенерирующих криолит или фтористый алюминий. Сегодня акцент делается на способах очистки промышленных стоков и безопасности отвалов. Специфические местные условия и возможности безопасного размещения отходов стали основными параметрами очистки выбросов вследствие существования жестких требований предотвращения вторичного загрязнения.
Наиболее широко мокрые скрубберы сегодня используются для улавливания двуокиси серы после сухих скрубберов, или при наличии экстремально высоких природоохранных стандартов, и становится необходимым очищать корпусные газы в качестве помощи сухим скрубберам. Мокрые скрубберы применяются также для очистки топочных газов печей обжига анодов.
Химизм процесса
Фтористый водород и двуокись серы растворимы в воде, но в раствор обычно добавляется щелочь для повышения растворимости и последующего снижения обратного давления, развиваемого жидкостью. Это также обеспечивает снижение потока жидкости, который необходимо постоянно отводить от скруббера. При использовании прямой добавки в скрубберный раствор гашеной извести газоочистка проходит по реакциям:
2HF(г) + Ca(OH)2(р-р) = CaF2(тв) + 2H2O(ж)
SO2(г) + Ca(OH)2(р-р) = CaSO3*1/2H2O(тв) +1/2H2O(ж)
2[CaSO3*1/2H2O](тв) + O2(г) + 3H2O(р-р) = 2[CaSO4*2H2O](тв)
Оросители и брызгоуловители устанавливаются для защиты от широкомасштабного образования брызг при росте количества нерастворенного продукта, приводящего к увеличению трудозатрат и снижению эффективности работы. Добавка извести сегодня также не практикуется. Она была вытеснена более широко используемым двойным щелочным процессом. Фтористый водород здесь поглощается щелочным раствором натрия по реакциям:
2HF(г) + Na2 CO3(р-р) = 2NaF(р-р) + СО2(г) + H2O(ж)
HF(г) + 2NaOH(р-р) = 2NaF(р-р) + H2O(ж)
Поскольку HF растворим в воде, часто щелочь добавляется в меньшем количестве, чем требуется по стехиометрии, что снижает тем самым расход материалов.
Растворение SO2 можно эффективно уменьшить, а количество фтористого водорода сохранить контролируя рН. Равновесное парциальное давление фтористого водорода над кислым раствором, содержащим недиссоциированный HF мало по сравнению с давлением SO2 с такой же молярной концентрацией недиссоциированной кислоты. Это является причиной, почему фтористый водород легко адсорбируется с высокой эффективностью даже простыми, параллельно установленными скрубберами в кислой среде.
Сухая газоочистка
Из предыдущего обсуждения видно, что мокрая газоочистка имеет ряд присущих ей недостатков. К ним относятся:
· или низкая эффективность улавливания, или высокие потери давления, приводящие к повышенному расходу энергии
· серьезные проблемы коррозии, связанные с наличием агрессивных составляющих выбросов и растворов газоочистки
· лишь небольшое количество фтора восстанавливается в форме, приемлемой для возврата в электролизеры
· проблемы утилизации отводимых и загрязненных растворов
Поэтому процесс сухой газоочистки, основанный на хемосорбции газообразного фтористого водорода глиноземом стал более популярным, хотя он и не удовлетворяет всем критериям идеальной системы. Одним из наиболее крупных его недостатков является рециркуляция примесей, что приводит к уменьшению выхода по току и снижению качества продукции. Промышленные системы сухой газоочистки находятся в эксплуатации с конца 60-х годов, и все внедренные на заводах различные конструкции работают с высокой эффективностью улавливания фтора.
Системы сухой газоочистки
Фтористый водород непосредственно хемосорбируется на кристаллический глинозем из сухого горячего газа. Свежий (первичный) глинозем подается непосредственно в поток газа, который смешивается и реагирует с ним. Затем прореагировавший глинозем, а также частицы твердых фторидов и другие твердые материалы удаляются из газового потока при пропускании через рукавные фильтры. Собранный (вторичный) глинозем, содержащий почти все фториды и твердые частицы, выброшенные в процессе электролиза подается затем в электролизер. Поэтому весь процесс улавливания выбросов работает как замкнутый цикл. Не только газообразные и твердые фториды, но также и весь мелкий материал (главным образом глиноземная пыль) улавливаются не менее чем на 98% и возвращаются непосредственно в процесс электролиза.
Для хорошего контакта газ/глинозем и эффективной фильтрации необходима соответствующая конструкция системы газосбора. Энергопотребление следует снизить, а сама система должна быть оснащена оборудованием для контроля, подачи глинозема и его транспортировки.
Надежность в эксплуатации является жизненно важной, поскольку стандарты фторидных выбросов очень жесткие, и выделение неочищенного газа вследствие неполадок системы недопустимо.
Сухие системы газоочистки разрабатываются с достаточной гибкостью, позволяющей работать при значительном снижении производительности вследствие аварий любой составляющей системы. Повседневное обслуживание не позволяет превышать производительность сухой системы. В системе также необходимо наличие промежуточных емкостей, поскольку резервное оборудование требуется при таких операциях, как подача глинозема. И поэтому 100% - я надежность воспринимается как большая награда.
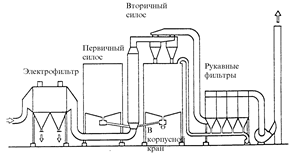
Рисунок 2. Система сухой газоочистки Флакт для электролизеров Содерберга с верхним токоподводом.
Поскольку газ электролизеров Содерберга в 5-10 раз более концентрирован по сравнению с газом, отходящим от электролизеров с укрытием и обожженными анодами, эти два типа ванн требуют различной конструкции систем сухой газоочистки. В реакционной зоне отношение глинозем/газ также значительно варьируется. На рисунке 2 показана принципиальная схема системы сухой газоочистки для электролизеров Содерберга с верхним токоподводом. Электрофильтр удаляет примерно 95% железа и других твердых примесей, которые в противном случае будут возвращены в электролизеры. Конденсированные смолистые вещества в виде аэрозолей также улавливаются фильтрами, но смолистые, которые существуют в газовой фазе проходят дальше.
Эффективность улавливания конденсируемых веществ зависит от температуры газа. После подачи глинозема смесь глинозема и газа реагирует в высокоэффективных вертикальных реакторах. Концентрация Al2O3 в реакторах слишком высока для эффективной работы рукавных фильтров, и поэтому взвесь глинозема собирается в предварительном осадителе, который установлен либо над, либо встроен во вторичный силос для глинозема. Окончательная очистка газа происходит в рукавных фильтрах.
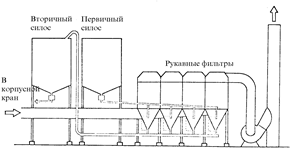
Рис.3. Система сухой газоочистки Флакт для электролизеров с укрытием и обожженными анодами.
Практическое применение систем сухой газоочистки может широко варьироваться в зависимости от доступных площадей и местных требований. Конструирование систем под заказ является обычной практикой даже в том случае, когда они включают в себя основные компоненты, указанные на рисунках 2 и 3.
Сухие скруббера могут быть установлены как индивидуальные системы в двориках между корпусами, обрабатывая, к примеру отходящие газы одной серии, или централизованно, за пределами комплекса корпусов электролизе. Последняя схема позволяет очищать газы от всех корпусов электролиза и требует наличия длинных газоходов. Преимущества больших систем в том, что они имеют центральные посты управления оборудованием и процессом.
Как уже отмечалось, обязательным для системы сухой газоочистки является профилактическое обслуживание. Газ, отходящий от обычной серии электролизеров с обожженными анодами пропускается через 5000 рукавных фильтров. Наиболее высокая достигаемая эффективность газоочистки зависит от состояния каждого рукавного фильтра. Нормальный срок службы фильтра составляет 2-3 года. Он достигается при хорошо работающей службе ремонта. Для этого Флакт разработал систему рукавных фильтров, позволяющую выполнять замену отдельных фильтров на месте с чистой стороны через легкие люки над фильтрами. Это наиболее предпочтительный метод замены фильтров, поскольку он позволяет сэкономить затраты на работу тяжелого крана и службы ремонта. В специальных случаях возможна замена фильтровального модуля в целом, в один или два приема. Сдвижной или подъемный верх обеспечивает быстрый доступ к чистой стороне фильтровальной секции, а замена модуля в целом осуществляется в случае аварии, или, по необходимости при текущем ремонте. Испытаны также другие системы сухой газоочистки, к примеру, такие как реактор с подачей глинозема для хемосорбции газообразного фтора, установленный перед электрофильтром для сбора твердых частиц и прореагировавшего глинозема. В сравнении с системами, оборудованными рукавными фильтрами главными недостатками их являются пониженная эксплуатационная готовность и относительно низкая эффективность улавливания твердых частиц.
Электрофильтры должны быть крупными и многостадийными, если содержание твердых частиц на выходе должно соответствовать 30 мг/нм3, в сравнении с рукавными фильтрами, обеспечивающими содержание твердых частиц на выходе в некоторых случаях даже менее 5 мг/нм3.
Список литературы
1. М.М. Ветюков, А.М. Цыплаков, С.Н. Школьников. Электрометаллургия алюминия и магния. Металлургия. Москва. 1987.
2. K. Grotheim, H. Kvande. Introduction to Aluminium Electrolysis. Aluminium-Verlag. Dusseidorf. 1993.
3. Г.В. Фёдорова, Г.H. Кудряшова, С.М. Баранец, О.А. Лебедев, А.М. Цыплаков. Повышение эффективности производства алюминия и электродных материалов. Сборник трудов ВАМИ. 1986.
4. И.С. Качановская, Ю.А. Матвеев, В.М. Осовик, Н.С. Сираев. Производство алюминия. Сборник трудов ВАМИ. 1971.
5. M.Ф. Компанией, З.Ф. Лухманов. Пути совершенствования технологии производства на предприятиях алюминиевой промышленности. Москва. Цветметинформация. 1970.
6. И.С. Качановская, Н.С. Сираев, Н.В. Потоцкая. Цветные металлы. 1969.
7. Н.М. Дробот, Т.И. Ольгина. Цветные металлы. 1973.
8. М.Я. Минцис, П.В. Поляков, Г.А. Сиразутдинов. Электрометаллургия алюминия.2001.
9. О.Г. Передерий, Н.В. Микшевич. Охрана окружающей среды на предприятиях цветной металлургии 1991.
КУРСОВАЯ РАБОТА
Способы очистки газообразных выделений при электролизе алюминия
Введение
Впервые металлический алюминий выделил в 1825 году датский физик Ганс Кристиан Эрстед, а в 1854 году француз Анри Сент- Клер Девиль, используя работы Эрстеда и Фридрха Велера, начал его коммерческое производство химическим способом. Всего мировое производство алюминия химическим способом за период с 1854 г. по 1890 г. составило около 200 т. Производство алюминия таким способом не могло обеспечить мировую промышленность дешевым и достаточно чистым металлом. Положение коренным образом изменилось после организации промышленного производства электроэнергии и передачи ее на дальние расстояния. История многотоннажного производства чистого алюминия начинается с 1886 г., когда Поль Эру (Франция) и Чарльз Холл (США) почти одновременно предложили получение алюминия путем электролиза глинозема в расплавленном криолите. Производство алюминия электролиза криолитоглиноземного расплава впервые было организовано Ч. Холлом в г. Кенсингтоне близ Питсбурга (США) в ноябре 1888 г. В этом же году во Франции было основано Металлургическое общество, которое приобрело патент П.Эру. Вскоре начал работать небольшой завод Фрож в департаменте Изер, а в 1893 г. под руководством П.Эру пущен большой завод в Ла Пра в Савойях.
В России до революции не было собственно алюминиевой промышленности, но теоретические исследования в области электролиза проводились
П.П. Федотьевым – профессором Петербургского политехнического института. В августе 1929 г. состоялось решения Правительства СССР о строительстве первых алюминиевых заводов.
До начала 40-х годов делались лишь ограниченные попытки, направленные на улавливание и регенерацию выбросов из алюминиевых электролизеров. В то время мощность отдельных заводов была небольшой, и поэтому общее количество вредных веществ, которые могли быть выброшены было низким по сравнению с современными природоохранными стандартами. Следовательно, ущерб окружающей среде при электролизе алюминия наблюдался редко. Однако в 40–х годах началось строительство крупных по тому времени заводов по производству алюминия. 14 мая 1932 г. выдал первый алюминий Волховский алюминиевый завод (ВАЗ) — первенец алюминиевой промышленности России, и эта дата является днем рождения отечественной алюминиевой промышленности. В 1933 г. пущен Днепровский (г. Запорожье, Украина) алюминиевый завод (ДАЗ), использующий электроэнергию Днепрогэса. В 1939 г. начато строительство Уральского — УАЗ (г. Каменск-Уральский, Свердловская обл.) алюминиевого завода. Во время Великой Отечественной войны Волховский и Днепровский алюминиевые заводы оказались на оккупированной территории, и правительством были приняты меры по форсированному строительству алюминиевых заводов в Кузбассе и на Урале. Новокузнецкий алюминиевый завод (НкАЗ) ввели в эксплуатацию в 1943 г., а Богословский — БАЗ (г. Краснотурьинск, Свердловская обл.) выдал первый металл в День Победы — 9 мая 1945 г.В послевоенные годы были построены алюминиевые заводы в г. Кандалакша — КАЗ (Мурманская обл.), Канакере — КанАЗ (Армения), Надвойцы — НАЗ (Карелия), Сумгаите — САЗ (Азербайджан), Волгограде — ВгАЗ, Шелехове — ИркАЗ (Иркутская обл.), Красноярске — КрАЗ, Братске — БрАЗ, Турсун-Заде — ТадАЗ (Таджикистан) и Саяногорске — СаАЗ. Основные сведения об этих заводах приведены в таблице 1.
Таблица 1
Дата: 2019-05-28, просмотров: 361.