Для теплового режима процесса плавки стали в дуговых сталеплавильных печах (ДСП) приоритетное значение имеет наличие непрерывного способа оценки температурного состояния расплава в заключительный период плавки. В этом случае ведение процесса плавки становится прогнозируемым, что позволяет получить заданную марку стали с минимальными энергетическими затратами.
На сегодняшний день существует два основных метода измерения температуры жидкой стали, позволяющих оценить текущее тепловое состояние расплава в технологический (жидкий) период электроплавки.
1. Метод непрерывного измерения температуры, когда термопара устанавливается через футеровку печи в защитном водоохлаждаемом кожухе после расплавления металла.
2. Метод периодического измерения температуры путем погружения термопары со сменным наконечником в жидкую сталь через смотровое рабочее окно.
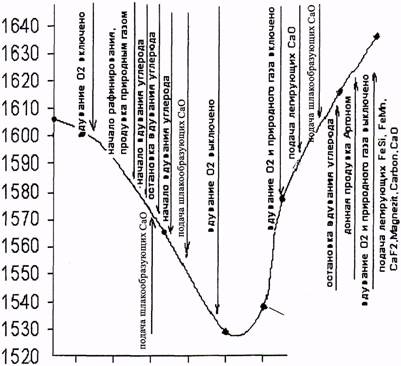
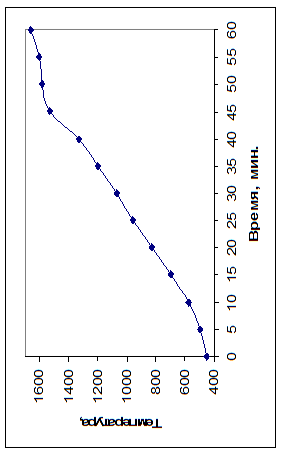
На рис.6 представлено изменение температуры металла во времени в окислительный период плавки №510598 в ДСП-180 №2 ЭСПЦ ОАО «ММК» при выплавке стали марки СтЗПС.
Измерение температуры осуществлялось штатной термопарой погружения в интервалы времени, отмеченные на рис.6 точками.
Интенсивный разогрев внутренней поверхности огнеупорной кладки в районе горения дуг в окислительный период, несмотря на наличие водоохлаждаемых панелей и вспенивание шлака, вынуждает уменьшать подводимую ДСП энергетическую мощность. Это приводит к замедлению физико-химических процессов происходящих в расплаве, и увеличению продолжительности плавки.
Рис. 6. Изменение температуры металла во времени в окислительный период в ДСП-180 №2 ЭСПЦ ОАО «ММК»
В любой производственной ситуации для поддержания рационального теплового режима электродуговой плавки необходима непрерывная текущая информация о значении температуры металла и шлака в текущий момент плавки.
Реально в ЭСПЦ составляются директивные указания (технологические инструкции) регламентирующие температурный режим и соответствующий этому режиму подвод электрической мощности к печи и регламентированные расходы природного газа и кислорода на горелки КСВ при выплавке определенной марки стали по заданному программному профилю.
В теплообменных процессах при высокопроизводительной работе ДСП-180 активно участвует только небольшой 15-35 мм слой огнеупорной кладки печи. Объективными параметрами, однозначно характеризующими и оценивающими текущее тепловое состояние современного высокопроизводительного технологического процесса выплавки стали в ДСП, являются температура металла tм(т) и температура огнеупорной футеровки tк(т).
Практически момент расплавления фиксируется визуально (субъективно Индивидуальным методом) сталеваром и подтверждается назначением регламентируемой процедуры измерения температуры расплава tМо.
В настоящее время только периодически регламентированный во времени контроль температуры металла и шлака осуществляет технолог (подручный сталевара) термопарой погружения со сменным наконечником.
Исследователями установлено, что температура металла на 80-100°С меньше температуры шлака. С одной стороны подводимая к ДСП электрическая мощность должна обеспечивать необходимую максимальную скорость и полноту протекания химико-физических процессов, возможно быстрый нагрев и расплавление подаваемых в печь шлакообразующих, раскисляющих и легирующих компонентов, а с другой стороны не допускать превышения температуры огнеупорной футеровки рабочего пространства и температуры охлаждающей воды на сливе выше предельно допустимых значений.
Заметное влияние на тепловой режим при выплавки стали в современных ДСП оказывают различные способы интенсификации технологического теплового процессов.
Сложность тепловых и технологических процессов, отсутствие надежного простого непрерывного контроля температуры металла создают значительные проблемы при разработке математических моделей теплового или температурного режимов в жидкие периоды электродуговой плавки. Как правило, существующие математические модели температурного режима электроплавки являются расчетно-статистическими, т.е. статическими по своей сути и не позволяют эффективно и целенаправленно изменять параметры энергетического режима в динамике по ходу процесса выплавки стали в ДСП.
Достаточно удобная и доступная для практической реализации детерминированная математическая модель теплового режима ДСП предложена специалистами Чехословакии. Эта контролирующая модель основана на составлении мгновенных тепловых балансов. Для успешного функционирования этой модели одним из основных параметров является непрерывный контроль температуры металла и внутренней поверхности огнеупорной кладки.

Измерение температуры свода электросталеплавильной печи
Куполообразный водохлаждаемый свод несет наибольшую функциональную нагрузку. В своде предусмотрены технологические отверстия для отвода плавильных газов, подачи сыпучих, ввода трех электродов и отбора импульса давления в рабочем пространстве.
Для повышения стойкости свода ДСП делают водоохлаждаемую футеровку центральной части свода, где расположены электроды, чтобы избежать межфазовых замыканий. Стойкость таких сводов составляет 5000-6000 плавок.
Расход воды на охлаждение свода электропечи составляет 550 м3/ч.
При использовании водоохлаждаемых элементов свода важным параметром, ограничивающим подвод тепла, является температура воды на сливе. Эта температура не должна превышать 65°С, т.е. предела начала выпадения солей.
Для данной электропечи ДСП – 180 температура воды составляет на сливе составляет 45-50°С
При превышении температуры выше 65°С возможно аварийное остановление электропечи.
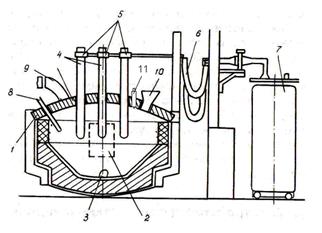
Рис. 8. Основные элементы комплекса ДСП: 1 - свод; 2 - рабочее окно; 3 - сталевыпускное отверстие; 4 - электроды; 5 - электрододержатели; 6 -короткая сеть; 7 - трансформатор; 8 - кислородная фурма; 9 - отвод отходящих газов; 10 - загрузочная воронка; 11 – шомпольный термозонд.
Дата: 2019-05-28, просмотров: 371.