Технология сварки стали
Подготовка конструкций к сварке
Подготовка конструкций к сварке разделяется на три этапа:
1. обработка кромок, подлежащих сварке;
2. сборка элементов конструкции под сварку;
3. дополнительная очистка, если она требуется, собранных под сварку соединений.
Обработка кромок конструкций, подлежащих сварке, производится в соответствии с чертежами конструкций и согласно требованиям ГОСТ 5264–80 и других ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем кислородной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ.
Важным этапом подготовки конструкции к сварке является сборка под сварку. Под ручную дуговую сварку конструкции собирают при помощи сборочных приспособлений или прихваток. Состав сборочных приспособлений: струбцины 1 выполняют разнообразные операции по сборке углового металла, балок, полос и т.п.; клинья 2 используют для сборки листовых конструкций; рычаги 3 – для сборки углового металла и других конструкций; стяжные уголки 4 и угловые фиксаторы 8 – для сборки листовых конструкций; домкраты 5 – для стягивания обечаек, балок и других конструкций; прокладки с клиньями 7 – для сборки листовых конструкций с соблюдением величины зазора; стяжные планки 10 и угольники. И – для сборки листовых конструкций под сварку без прихваток. Применяют и другие типы приспособлений.
Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки, а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега, влаги и окалины. В цеховых условиях элементы конструкций собирают на стеллажах – плитах, имеющих пазы для установки в них приспособлений (болтов, стяжек, штырей и т.п.), крепящих собираемые элементы по размерам, предусмотренным в чертежах. Используются также простейшие стеллажи из горизонтальных балок, установленных на стойках высотой 200–400 мм. На 13.3 показан пример сборки листовых конструкций с помощью простейших приспособлений и сборки конструкций из профильного металла – углового, двутаврового и т.п. Кромки собранных конструкций, подлежащие сварке, по своей форме и размерам должны соответствовать чертежам и стандартам.
Стыки конструкций по мере сборки закрепляют прихватками – короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм и расстояние между ними – не более 500 м, для сталей с пределом текучести более 390 МПа прихватки должны быть длиной 100 мм и расстояние между ними – не более 400 мм При небольшой толщине собираемых деталей (4–6 мм) прихватки могут быть более короткими (20–30 мм) и расстояние между ними 200–300 мм. При сборке на прихватках громоздких тяжелых конструкций, кантуемых при сварке, расположение прихваток и их величина указываются в проекте производства сварочных работ. Кеудаляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения.
Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Поэтому сборку на прихватках применяют при толщине металлов 6–10 мм, а при большей толщине используют сборочные приспособления, фиксирующие форму и размеры конструкций, однако допускающие ее незначительное перемещение от сварочной усадки. Такими приспособлениями являются клиновые стяжки (см. 13.1).
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистке.
При сварке в вертикальном положении сила тока уменьшается на 10–20%, при сварке горизонтальных швов – на 15–20% и при сварке потолочных швов – на 20–25%.
Род тока и полярность определяют в зависимости от принятых для сварки электродов, например для электродов МР-3 может быть применен переменный или постоянный ток, для электродов УОНИИ-13/45 – только постоянный ток обратной полярности и т.п.
Скорость сварки (перемещения дуги) в значительной степени зависит от квалификации сварщика и его умения вести процесс сварки с перерывами только на смену электрода. Кроме того, на скорость сварки влияют коэффициент наплавки применяемых электродов и сила сварочного тока. Чем больше коэффициент наплавки и сила тока, тем быстре перемещается дуга и, следовательно, растет скорость сварки. Следует иметь в виду, что произвольное увеличение силы тока может вызвать перегрев электрода.
Коэффициент /С, определяемый по табл. 13.1, зависит от вида покрытия электродов. Например, для электродов с кислым или рутиловым покрытием максимальная величина коэффициента при диаметре 3–4 мм К=45; для электродов с основным покрытием диаметром 3–4 мм Д»=40; с целлюлозным покрытием того же диаметра /(=30.
На основании формулы погонной энергии сварки qn (гл. 3) была выведена приближенная зависимость погонной энергии от площади сечения валика шва, Дж/мм
Яп = Qo Fm t
где Qo – коэффициент, зависящий от типа применяемых электродов или проволоки при механизированных методах сварки; Fm–> площадь сечения валика, мм2.
Для электродов марок УОНИИ-13/45 и СМ-11 величина Qo=65 Дж/мм3. Таким образом, зная погонную энергию, можно легко определить сечение валика шва и наоборот.
Свариваемость арматуры
Свариваемость углеродистой стали (ГОСТ 380–71*) обеспечивается технологией изготовления и соблюдением всех требований по химическому составу, предъявляемых к стали Б и В. Поставка стали группы Б с гарантией свариваемости оговаривается в заказе и в сертификате. Сталь, содержащую в готовом прокате более 0,22% углерода, применяют для сварных конструкций при условиях, обеспечивающих надежность сварного соединения. Сталь марок ВСт1, ВСт2, ВСтЗ всех категорий и всех степеней раскисления, в том числе и с повышенным содержанием марганца, а по требованию заказчика сталь марок БСт1, БСт2, БСтЗ второй категории всех степеней раскисления, в том числе и с повышенным содержанием марганца, поставляется с гарантией свариваемости. Свариваемость низколегированной арматурной стали всех марок, кроме 80С, также обеспечивается химическим составом и технологией изготовления. Сварка термически упрочненной арматурной стали не допускается из-за ее разупрочнения в зоне сварного шва.
Сталь арматурная термически упрочненная свариваемая имеет в обозначении марки индекс «С». Например, условное обозначение свариваемой арматурной стали диаметром 14 мм класса Ат-4: 14Aт-4С ГОСТ 10884 – 81, а свариваемая сталь с повышенной стойкостью к коррозионному растрескиванию под натяжением обозначается индексом «СК», Ат-5СК. Согласно ГОСТ 10922–75, временное сопротивление сварных соединений арматурной стали класса Ат, выполненных контактно-стыковой, контактно-точечной и шовно-стыковой сваркой, не должно быть менее наименьшего значения браковочного минимума,
Низкоуглеродистые стали (содержание углерода до 0,22%) относятся к категории хорошо свариваемых всеми видами сварки на слабых режимах без дополнительных технологических операций. Среднеуглеродистые стали (содержание углерода 0,23–0,45%) в процессе сварки требуют таких дополнительных операций. Так, для повышения стойкости металла шва к образованию кристаллизационных трещин снижают количество углерода в нем, применяя сварочные электроды с пониженным содержанием углерода, а также уменьшая долю основного металла в сварном шве. Уменьшение вероятности образования закалочных структур в металле шва может быть достигнуто с помощью предварительного и сопуттвующего подогрева изделий.
Таблица 4. Предварительный подогрев сталей (перед сваркой)
| Сталь | Рекомендуемые режим подогрева, oC. |
| Низкоуглеродистая | 120–150 (на многослойных швах, при сварке изделий толщиной более 40 мм) |
| Среднеуглеродистая | 150–300 |
| Высокоуглеродистая | 300–450 |
| Низколегированная | 200–250 |
Таблица 5. Термообработка сталей после сварки
| Сталь | Ориентировочный режим термообработки |
| Углеродистая | Отпуск при 650–670 oC. В ряде случаев после электрошлаковой сварки нормализация при 920–940 oC с последующим отпуском |
| Низколегированная | (повышенной прочности) Отпуск при 670–700 oC |
Низколегированные стали, содержащие менее 2,5% легирующих компонентов и до 0,22% углерода, как правило, обладают хорошей свариваемостью. Применяемые для изготовления арматуры железобетонных конструкций низкоуглеродистые стали марок 18Г2С, 25Г2С, 25ГС, 20ХГ2Ц относятся к категории удовлетворительно свариваемых. Эти стали содержат не более 0,25% углерода. Если углерода больше 0,25%, в зоне сварного шва могут возникнуть закалочные структуры и трещины, а также порообразование за счет выгорания углерода. В табл. 4 приведены рекомендуемые режимы подогрева термообработанных сталей перед, а в табл. 5 после сварки. Следует иметь в виду, что рекомендуемые предельные значения критериев свариваемости сталей непостоянны и могут изменяться в зависимости от развития сварочной техники и технологии.
Список использованной литературы
1.Ручная дуговая сварка, Книга написана коллективом авторов: глава 25 И.Г. Гетия, остальные главы – В. И, Мельником при участии Б.Д. Малышева
2.Алексеев Е.К., Мельник В.И. Сварка в промышленном строительстве – М Стройиздат, 1977 –377 с
3.Алешин Н.П. Щербинский В.Г. Контроль качества сварочных работ – М Высш школа, 1986 – 167 с
4.http://www.stroy-armatura.ru
5.Межгосударственный стандарт ГОСТ 2.312–72* «Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений» (утв. постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. №935)
Технология сварки стали
Подготовка конструкций к сварке
Подготовка конструкций к сварке разделяется на три этапа:
1. обработка кромок, подлежащих сварке;
2. сборка элементов конструкции под сварку;
3. дополнительная очистка, если она требуется, собранных под сварку соединений.
Обработка кромок конструкций, подлежащих сварке, производится в соответствии с чертежами конструкций и согласно требованиям ГОСТ 5264–80 и других ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем кислородной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ.
Важным этапом подготовки конструкции к сварке является сборка под сварку. Под ручную дуговую сварку конструкции собирают при помощи сборочных приспособлений или прихваток. Состав сборочных приспособлений: струбцины 1 выполняют разнообразные операции по сборке углового металла, балок, полос и т.п.; клинья 2 используют для сборки листовых конструкций; рычаги 3 – для сборки углового металла и других конструкций; стяжные уголки 4 и угловые фиксаторы 8 – для сборки листовых конструкций; домкраты 5 – для стягивания обечаек, балок и других конструкций; прокладки с клиньями 7 – для сборки листовых конструкций с соблюдением величины зазора; стяжные планки 10 и угольники. И – для сборки листовых конструкций под сварку без прихваток. Применяют и другие типы приспособлений.
Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки, а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега, влаги и окалины. В цеховых условиях элементы конструкций собирают на стеллажах – плитах, имеющих пазы для установки в них приспособлений (болтов, стяжек, штырей и т.п.), крепящих собираемые элементы по размерам, предусмотренным в чертежах. Используются также простейшие стеллажи из горизонтальных балок, установленных на стойках высотой 200–400 мм. На 13.3 показан пример сборки листовых конструкций с помощью простейших приспособлений и сборки конструкций из профильного металла – углового, двутаврового и т.п. Кромки собранных конструкций, подлежащие сварке, по своей форме и размерам должны соответствовать чертежам и стандартам.
Стыки конструкций по мере сборки закрепляют прихватками – короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм и расстояние между ними – не более 500 м, для сталей с пределом текучести более 390 МПа прихватки должны быть длиной 100 мм и расстояние между ними – не более 400 мм При небольшой толщине собираемых деталей (4–6 мм) прихватки могут быть более короткими (20–30 мм) и расстояние между ними 200–300 мм. При сборке на прихватках громоздких тяжелых конструкций, кантуемых при сварке, расположение прихваток и их величина указываются в проекте производства сварочных работ. Кеудаляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения.
Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Поэтому сборку на прихватках применяют при толщине металлов 6–10 мм, а при большей толщине используют сборочные приспособления, фиксирующие форму и размеры конструкций, однако допускающие ее незначительное перемещение от сварочной усадки. Такими приспособлениями являются клиновые стяжки (см. 13.1).
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистке.
При сварке в вертикальном положении сила тока уменьшается на 10–20%, при сварке горизонтальных швов – на 15–20% и при сварке потолочных швов – на 20–25%.
Род тока и полярность определяют в зависимости от принятых для сварки электродов, например для электродов МР-3 может быть применен переменный или постоянный ток, для электродов УОНИИ-13/45 – только постоянный ток обратной полярности и т.п.
Скорость сварки (перемещения дуги) в значительной степени зависит от квалификации сварщика и его умения вести процесс сварки с перерывами только на смену электрода. Кроме того, на скорость сварки влияют коэффициент наплавки применяемых электродов и сила сварочного тока. Чем больше коэффициент наплавки и сила тока, тем быстре перемещается дуга и, следовательно, растет скорость сварки. Следует иметь в виду, что произвольное увеличение силы тока может вызвать перегрев электрода.
Коэффициент /С, определяемый по табл. 13.1, зависит от вида покрытия электродов. Например, для электродов с кислым или рутиловым покрытием максимальная величина коэффициента при диаметре 3–4 мм К=45; для электродов с основным покрытием диаметром 3–4 мм Д»=40; с целлюлозным покрытием того же диаметра /(=30.
На основании формулы погонной энергии сварки qn (гл. 3) была выведена приближенная зависимость погонной энергии от площади сечения валика шва, Дж/мм
Яп = Qo Fm t
где Qo – коэффициент, зависящий от типа применяемых электродов или проволоки при механизированных методах сварки; Fm–> площадь сечения валика, мм2.
Для электродов марок УОНИИ-13/45 и СМ-11 величина Qo=65 Дж/мм3. Таким образом, зная погонную энергию, можно легко определить сечение валика шва и наоборот.
Типы сварных соединений. Сварные швы
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ 2601–84. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются стыковые, угловые, тавровые, нахлесточные и торцовые соединения. Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой. Формы подготовки кромок для ручной дуговой сварки стали и сплавов на железоникелевой и никелевой основе установлены ГОСТ 5264–80.
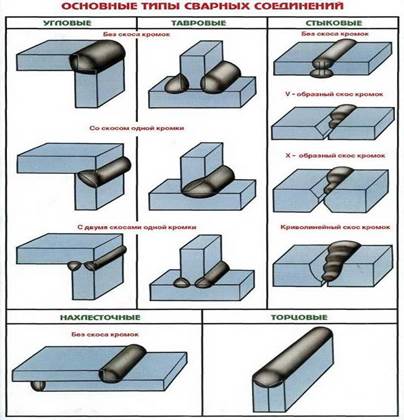
Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
ГОСТ 5264–80 предусмотрено 32 типа стыковых соединений, условно обозначенных Cl, C2, С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок. При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т.е. скос их с двух или одной стороны. Кромки скашивают на строгальном станке или термической резкой (плазменной, газокислородной). Общий угол скоса (50±4)°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов – это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при поседующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения.
При подготовке кромок стали толщиной 8–120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± ±4)°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, по зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.
Для толщины металла 3 – 60 мм кромку примыкающего элемента скашивают под углом (45±2) 1°, сварной шов основной и под-варочиый. При этой же толщине и сквозном проваре можно обойтись без подварочного шва. Часто применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8–100 мм применяют двустороннюю разделку примыкающего элемента под углом (45±2)°.
Тавровым соединением называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2–40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
При толщине металла 3–60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок под углом (45±2)°. На практике часто применяют тавровое соединение с подкладкой при толщине стали 8–30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8–40 мм. Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: HI и Н2. Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т.е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций. Угловые и тавровые соединения также распространены в конструкциях. Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной форме некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм. Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534–75, но они встречаются значительно реже. Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037–80, в котором определены основные размеры швов для различных видов сварки.
Дата: 2019-05-28, просмотров: 350.