Разработка технологического процесса сборки ведется в следующем порядке: на основе анализа конструкторской документации устанавливается сборочный состав изделия. Изделие расчленяется на отдельные сборочные единицы, определяются источники комплектования элементов, выделяют базовые детали (сборочные единицы). На основе этого составляется схема сборочного состава, на которой показывают все элементы, входящие в состав изделия и основные этапы (ступени сборки). В геометрических фигурах в виде прямоугольников указывается наименование элемента, номер его по спецификации, а также количество этих элементов. На схеме указываются также источники поступления элементов и сроки готовности различных ступеней сборки и изделия в целом. Следует отметить, что необходимость расчленения изделия на сборочные единицы определяется в первую очередь условиями работы и эксплуатации, а также возможностью изготовления и расчленения деталей. Количество сборочных единиц в изделии определяется возможностью сокращения трудоемкости и длительности цикла сборки за счет разделения процесса на параллельные потоки. Поэтому, изделие разделяется на сборочные единицы еще по технологическим соображениям. При этом, введение дополнительных сборочных единиц целесообразно, если расширяется фронт сборки, а затраты на дополнительно введенные разъемы меньше экономии, получаемой от параллельной сборки. Схема сборочного состава имеет важное значение для работы над технологическим процессом; кроме того, на ее основе заполняются комплектовочные карты.
Рассмотрим построенную схему сборочного состава для рассматриваемого изделия – стволов ружья ТОЗ-34:
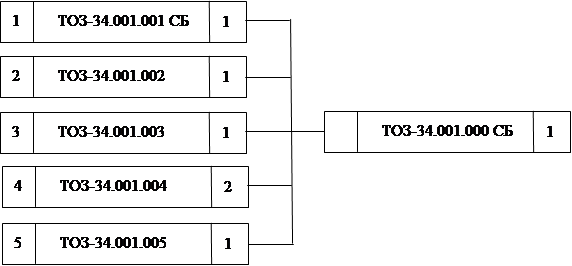
Рис.1. Схема сборочного состава.
Схема сборочного состава не дает представления о последовательности сборки и способе обеспечения соединений. Последовательность сборки, способы обеспечения соединений, периодичность и содержание процессов контроля и испытаний дает технологическая схема сборки. Сборка любого изделия - это дискретный во времени процесс, который состоит из отдельных операций. Каждая операция состоит из ряда переходов. Переход - это наименьшая законченная часть технологического процесса, выполняемая без перерыва во времени. Процесс сборки сложного изделия состоит из переходов, выполняемых не только последовательно, но и параллельно. Маршрут такого процесса можно представить графически в виде схемы. На этой схеме процесс обозначается линией, т.е. осью процесса во времени, а точки - это отдельные переходы на этой линии. При построении схемы сборки рекомендуют придерживаться следующих правил:
1) материалы изображают полукругом, внутри которого указываются наименование, марка, ГОСТ, характерный параметр;
2) детали изображаются в виде круга, разделенного на две части, в нижней части указывается номер позиции детали на спецификации сборочного чертежа, в который она входит;
3) сборочная единица на схеме изображается квадратом, в верхней части которого указывается степень сложности, а в нижней части - номер позиции для сборочного чертежа;
4) детали и сборочные единицы, получаемые с других предприятий, изображаются с заштрихованными верхними частями круга или квадрата;
5) схема сборки начинается с изображения базовой детали или сборочной единицы, а заканчивается изображением готового изделия. Базовой деталью считают основную деталь, с которой начинается общая сборка изделия. В качестве базовой рекомендуется выбирать ту деталь, поверхности которой будут в последствии использованы при установке готового изделия или при креплении сборочной единицы к ранее собранной;
6) сборочные единицы или детали, собираемые между собой, и с собранными ранее составляющими компонентами изделия одновременно присоединяются к сборочной линии в одной точке;
7) детали, и сборочные единицы, которые не могут быть собраны одновременно без перерыва во времени или одновременная сборка которых не является технической необходимостью, присоединяются к линии сборки в разных точках;
8) детали, соединяемые между собой сборочной операцией образуют сборочную единицу первой степени сложности, которая изображается квадратом на одной линии с ее базовой деталью;
9) присоединение хотя бы одной детали к собранной ранее сборочной единице образует новую сборочную единицу следующей степени сложности;
10) несколько деталей или сборочных единиц, устанавливаемых после их предварительной сборки, но без образования сборочной единицы, изображаются на схеме условными значками и присоединяющей к дополнительной линии сборки в последовательности (слева направо) их присоединения; дополнительная линия сборки подводится к основной в точке выполнения установки и крепления этих составляющих компонент;
11) детали, образующие сборочную единицу до установки их в собранную ранее, обозначаются условными обозначениями и образуют дополнительную линию сборки, заканчивающуюся сборочной единицей, которая присоединяется к основной линии сборки;
12) несколько одинаковых деталей или сборочных единиц обозначаются одним условным обозначением, а количество указывается цифрой около знака;
13) приспособления, применяемые вместо деталей или сборочных единиц, без которых не может быть выполнена сборка, указываются на схеме как детали или сборочная единица пунктиром;
14) работы, связанные с частичной разборкой объекта указывается на схемах изображением снимаемых деталей, сборочных единиц или приспособлений со стрелкой, направленной от линии сборки;
15) переходы сборки, связанные с применением материалов (клея, припоя, спирта, бензина, масла, изоляции и т.п. в переходах намотки, электромонтажа, заливки и т.п.), указываются на схемах с присоединением к линии сборки условного обозначения материала;
16) порядок установки одновременно нескольких составляющих компонент определяется обходом по часовой стрелке, начиная с крайнего левого над линией сборки детали или сборочной единицы.
Таким образом, схема наглядно показывает последовательность или маршрут сборки.
Рассмотрим процесс сборки стволов ружья ТО№-34. В качестве базовой детали, а точнее сборочной единицы, выберем муфту, так как её поверхность будет использована при установке готового изделия. Сначала подбирают муфты по группам, ставят в камерную электропечь и нагревают до температуры t=195º- 260ºС. Затем переносят детали из камерной электропечи на сборочную позицию. Производят проверку приспособления для запрессовки стволов в муфту динамометром ДОС-5. Подбирают по группам стволы и муфты и запрессовывают стволы в муфту. Производят проверку запрессовки каждого ствола усилием 200±10 кгс. Затем фрезеруют лыски в дульной части стволов, после чего протирают и правят каналы стволов. Развертывают каналы верхнего и нижнего стволов с 2-х разверток. Вновь протирают канал. После чего проверяется толщины стенок стволов (она должна составлять 1.19 min на l=375 мм и 1.24 min на l=300 мм). Чистота обработки должна быть согласно эталону. Стволы оксидируют. Снова протирают и правят каналы. Сверлят 2 отв. ø  , необходимых для крепежа соединительных планок. Затем производят приладку прицельной планки и соединительных планок к стволам. Обезжиривают и лудят стволы и планки. Вновь протирают и правят каналы стволов. Вяжут стволы с планками, соединительные планки с помощью штырей ø2.78 1.7030.9279.006, а прицельную планку с помощью струбцины. Производят контроль прямолинейности канала ствола по методу теневого треугольника, расположения в вертикальной плоскости, прилегания планок к стволам, симметричности планки, непрямолинейности боковых и верхних плоскостей прицельной планки. После чего производят пайку планок к стволам припоем Л2×6 ПОСС 40-0.5. Вываривают и промывают стволы. Удаляют вязку и снимают струбцину. Зачищают наплывы припоя на стволах и планках, в каналах стволов. Припиливают боковые поверхности прицельной планки в случае не обеспечения прогиба 0.5 мм. Прочищают отверстия ø
, необходимых для крепежа соединительных планок. Затем производят приладку прицельной планки и соединительных планок к стволам. Обезжиривают и лудят стволы и планки. Вновь протирают и правят каналы стволов. Вяжут стволы с планками, соединительные планки с помощью штырей ø2.78 1.7030.9279.006, а прицельную планку с помощью струбцины. Производят контроль прямолинейности канала ствола по методу теневого треугольника, расположения в вертикальной плоскости, прилегания планок к стволам, симметричности планки, непрямолинейности боковых и верхних плоскостей прицельной планки. После чего производят пайку планок к стволам припоем Л2×6 ПОСС 40-0.5. Вываривают и промывают стволы. Удаляют вязку и снимают струбцину. Зачищают наплывы припоя на стволах и планках, в каналах стволов. Припиливают боковые поверхности прицельной планки в случае не обеспечения прогиба 0.5 мм. Прочищают отверстия ø  от припоя в прицельной планке. Зачищают дульный торец.
от припоя в прицельной планке. Зачищают дульный торец.
Технологическая схема сборки представлена на листе №2.
Дата: 2019-05-28, просмотров: 376.