1. установка для пайки погружением
2. персональный компьютер
3. виброустановка
4. шкаф сушильный КП – 4506
5. автомат для нанесения паяльной пасты DEK 260
6. Установка отмывки трафарета тип355 / Ех
7. автомат SIPLACE 80F
8. установка оплавления паяльной пасты HotFlow 7
9. Паяльная станция Weller WS81 С ЖАЛОМ ET-GW
10. Микроскоп «Mantis»
Описание специальной технологической оснастки
Под технологической оснасткой, используемой в производстве РЭА, понимают приспособления, вспомогательный и измерительный инструмент. Приспособлением называется дополнительное устройство или оборудование, служащее для ориентации, транспортирования и, установки, закрепления, монтажа деталей и сборочных единиц. Вспомогательный инструмент – это дополнительное устройство к оборудованию, служащее для установки и закрепления инструмента. Потребности предприятия в оснастке следует определять на основании: объема основного производства РЭА; номенклатуры оснастки по технологической документации; нормам расхода оснастки. Расчет потребности по каждому виду оснастки следует проводить для действующего производства РЭА и производства новых изделий отдельно. Потребность в оснастке для производства новой РЭА следует определять с учетом: плановых сроков и трудоемкости освоения и выпуска изделий; планируемой продолжительности выпуска изделий; организационных форм производства РЭА в период ее освоения и выпуска. Все приспособления делят по видам обработки (сборки) для различных условий и типов производства РЭА. Приспособления, как и всю оснастку, выполняют по 6 системам: неразборные специальные приспособления (НСП); универсальные безналадочные приспособления (УБН); универсально-безналадочная оснастка (УБО); сборно-разборные приспособления (СРП); универсально-наладочные приспособления (УНП); специализированные наладочные приспособления (СНП). В хорошо организованном производстве РОЭА следует применять те виды приспособлений, которые обеспечивают наибольшую точность, экономичность, маневренность и производительность труда. При проектировании ТП производства РЭА технолог должен стремиться к наибольшему использованию покупной технологической оснастки в рамках 6 выделенных систем оснастки. Технико-экономическое обоснование рациональности выбранной системы оснастки определяется путем расчета коэффициента загрузки единицы технологической оснастки К  и определения рентабельности применения приспособления того или иного типа соответственно сроку выпуска (изготовления) РЭА.
и определения рентабельности применения приспособления того или иного типа соответственно сроку выпуска (изготовления) РЭА.
В качестве технологической оснастки используется трафарет для нанесения паяльной пасты на контактные площадки печатной платы. Трафарет выполнен из легированной стали, представляет собой прямоугольный лист с отверстиями для нанесения паяльной пасты. На поверхности трафарета расположены знаки совмещения трафарета и печатной платы, которые представляют собой вырубленные отверстия в виде крестов. Чертеж трафарета приведен на втором листе графической части.
Параметры изготовления
Диаметр луча (ширина реза) – 0,040 мм
(Размер получаемой прорези – 0,050 ммм, т. к. нужен запас для хода луча. Минимальный размер перемычки в материале между апертурами – не менее 0,1 мм)
Точность позиционирования – ±0,001 мм (высокая точность позиционирования достигается за счет применения цельногранитного массивного основания и системы воздушных подшипников. С помощью них рабочий стол установки зависает над основанием на миниатюрной воздушной подушке.)
Максимальный размер рабочего поля – 500 х 500 мм (полный размер трафарета, с учетом полей до 600 х 600 мм) На границе полей также возможно выполнение перфорационных отверстий для крепления трафарета)
Размер отверстия – ±0,005 мм
Конусообразность отверстий по направлению к основанию – ±0,02 мм (Конусообразность – это разница между верхним и нижним размерами отверстия, Наличие конусообразности отверстий позволяет пасте лучше выходить из апертур трафарета).
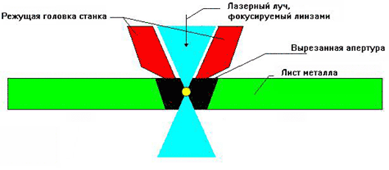
Трафарет всегда вырезается со стороны накладываемой на печатную плату, поэтому конусообразность апертур увеличивается по направлению к печатной плате. При резке конус направлен широкой стороной вверх (это особенность процесса резки).
Именно поэтому реперные знаки и текстовая гравировка всегда наносятся только со стороны трафарета, направленной к печатной плате.
Максимальная толщина обрабатываемого материала – 0,6 мм – до 5КГц
Частота пульсации луча – до 5КГц (чем выше частота пульсации, тем глаже боковые стенки апертур, что способствует более легкому выскальзыванию паяльной пасты их них)
Дата: 2019-05-28, просмотров: 311.