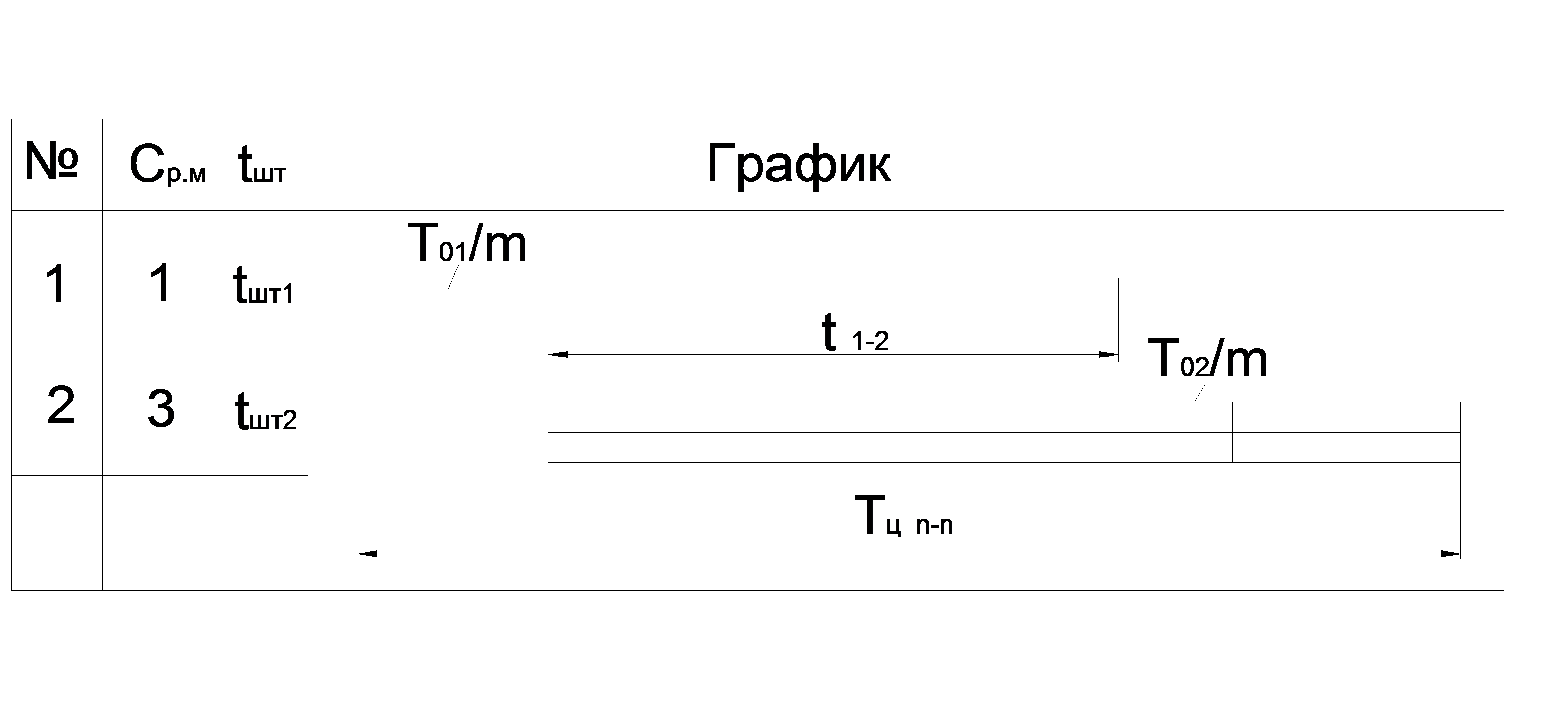
Рисунок 11 Параллельно-последовательное движение партий деталей
Время обработки на последующей операции больше, чем на предыдущей
В этом случае передавать транспортную партию можно сразу же после ее обработки на предыдущей операции и беспрерывность обработки всей партии деталей будет обеспечена.
2 вариант: 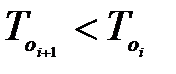
Время обработки на последующей операции меньше, чем на предыдущей
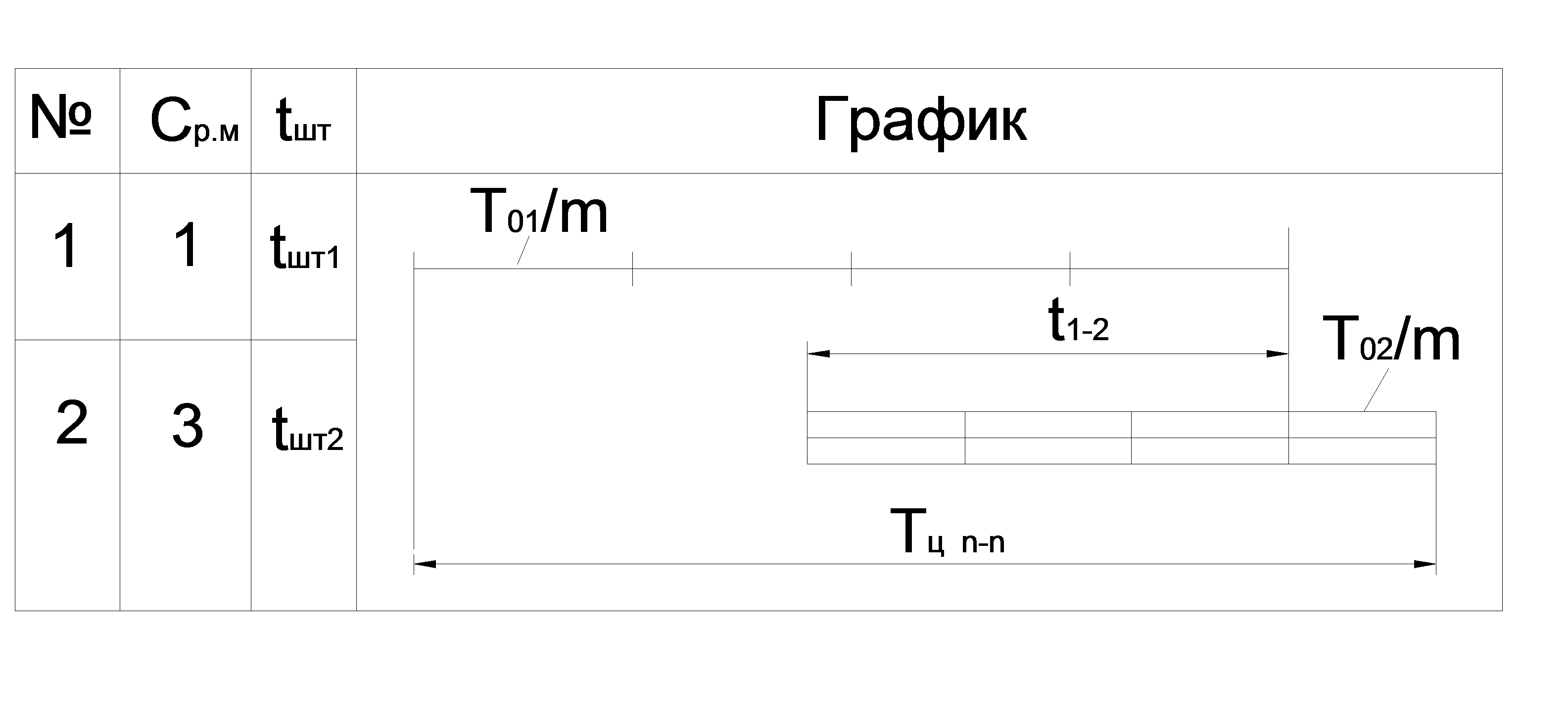 Рисунок 12 Параллельно-последовательное движение партий деталей
Рисунок 12 Параллельно-последовательное движение партий деталей
Время обработки на последующей операции меньше, чем на предыдущей
В этом случае нельзя передавать транспортную партию сразу же после ее обработки на предыдущей операции, поскольку будет иметь место простой на последующем рабочем месте.
Для избегания простоя следует накопить необходимый запас деталей.
Величину запаса и время, когда можно начинать передачу первой транспортной партии на последующую операцию, находят так: от конца времени обработки всех деталей на предыдущей операции опускают перпендикуляр, вправо от перпендикуляра откладывают время обработки одной последней транспортной партии, а влево от перпендикуляра – время обработки остальных транспортных партий.
Таким образом, выполняется условие, что последняя транспортная партия обрабатывается на последующей операции без всякого ожидания (последовательно), а все предыдущие должны быть непрерывно обработаны к моменту начала обработки последней.
Пример 3
Определить операционный цикл партии, состоящей из 30 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице.Параллельно-последовательное движение партий деталей
Рисунок 13 Параллельно-последовательное движение партий деталей

| (33) |
 мин.
мин.
где  - время на выполнение наиболее короткой операции (из каждой пары двух смежных операций).
- время на выполнение наиболее короткой операции (из каждой пары двух смежных операций).
Расчет сложного цикла
Сложным циклом называют комбинации простых циклов и отдельных операций, строго следующих заданному технологическому процессу.
Рассмотрим пример изготовления и сборки изделия А, структура которого приведена на схеме. Время сборки всего изделия  складывается из времени сборки сборочных узлов
складывается из времени сборки сборочных узлов  ; времени сборки подузлов
; времени сборки подузлов  ; времени изготовления деталей
; времени изготовления деталей  . При этом принято считать, что различные детали изготавливаются одновременно.
. При этом принято считать, что различные детали изготавливаются одновременно.
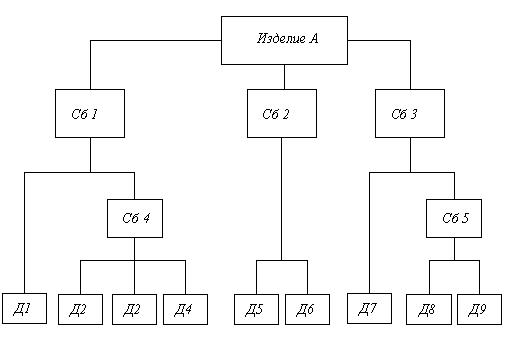
Рисунок 14 Схема изготовления и сборки изделия А по сложному циклу
Построение сложного цикла
В отличие от предыдущих построений этот график строится, начиная от точки завершения полной сборки изделия. На графике справа налево в масштабе времени откладываются циклы составляющих процессов, начиная от сборки узлов, подузлов и заканчивая изготовлением деталей.Общая длительность сложного цикла определяется наибольшей суммой последовательно связанных между собой процессов изготовления деталей и сборочных единиц. То есть длительность цикла полного изготовления изделия определяется по наиболее продолжительной цепочке.
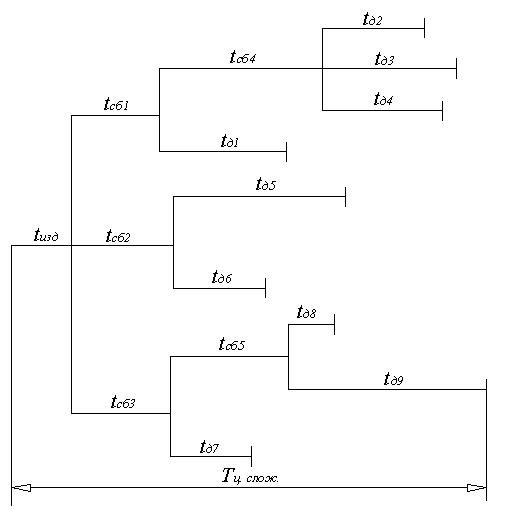
Рисунок 15 – Построение сложного цикла
Дата: 2019-04-23, просмотров: 484.