Факторы конкурентоспособности оцениваются 10-бальной шкале экспертным методом. Для каждого фактора назначается коэффициент важности.
Таблица «Сравнение по бально-индексному методу»
| Факторы конкурентоспособности | Коэфф. важности | СГД | «Аэро-электрик» | «Сименс» | Взв.баллы СГД | Взв.баллы «Аэро-электрик» | Взв.баллы «Сименс» |
| 1. Пусковые показатели | 0,4 | ||||||
| 1.1 Пусковой ток | 0,3 | 9 | 5 | 6 | 2,7 | 1,5 | 1,8 |
| 1.2 Вер. невтягивания | 0,1 | 10 | 6 | 6 | 1 | 0,6 | 0,6 |
| Суммарный балл | 3,7 | 2,1 | 2,4 | ||||
| 2.Рабочие показатели | 0,4 | ||||||
| 2.1 КПД | 0,2 | 7 | 8 | 9 | 1,4 | 1,6 | 1,8 |
| 2.2 Вер. выпадения | 0,2 | 10 | 6 | 6 | 2 | 1,2 | 1,2 |
| Суммарный балл | 3,4 | 2,8 | 3 | ||||
| 3. Массо-габ. показатели | 0,2 | ||||||
| 3.1 Осевая длина | 0,1 | 10 | 8 | 9 | 1 | 0,8 | 0,9 |
| 3.2 Масса | 0,1 | 10 | 6 | 7 | 1 | 0,6 | 0,7 |
| Суммарный балл | 2 | 1,4 | 1,6 | ||||
| 9,1 | 6,3 | 7 |
Сравнение по методу Шонфельда
Для более наглядной оценки технического уровня проектируемого изделия и аналогов, а также для большей объективности оценки сравним данные устройства методом Шонфельда.
Суть метода заключается в следующем: в качестве исходных берутся показатели технического уровня и коэффициенты важности каждого показателя для заказчика. Далее, по каждому показателю для каждого изделия экспертным методом по пятибалльной шкале определяется значение в баллах, и определяется обобщающий показатель качества - как сумма произведений оценки (в баллах) и коэффициента важности для каждого изделия. Чем больше обобщающий показатель качества, тем лучше данное изделие по техническому уровню.
Показатели аналогичны факторам конкурентоспособности бально-индексного метода. Вместо наименования показателей используется нумерация из предыдущей таблицы.
Таблица «Сравнение по методу Шонфельда»
| Коэфф. важности | 0,3 | 0,1 | 0,2 | 0,2 | 0,1 | 0,1 | 1 |
| Показатели | 1,1 | 1,2 | 2,1 | 2,2 | 3,1 | 3,2 | Обобщ. показатель |
| СГД | 4 | 5 | 3 | 5 | 5 | 5 | 4,3 |
| «Аэроэлектрик» | 2 | 3 | 4 | 3 | 3 | 3 | 2,9 |
| «Сименс» | 3 | 3 | 5 | 4 | 3 | 3 | 3,6 |
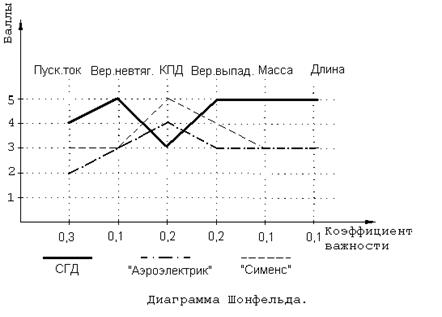
Сравнение показало, что уровень технического совершенства СГД не только не уступает аналогам, но и несколько превосходит по ряду показателей.
Планирование производства.
Прогнозируемый годовой объем продаж продукции ежегодно составляет 6720 единиц. Этот объем продукции составляет плановый объем выпуска.
Таблица «Плановый объем выпуска по годам»
| Год | 1996 | 1997 | 1998 | 1999 | 2000 | 2001 |
| Объемы выпуска, шт. | 0 | 6720 | 6720 | 6720 | 6720 | 6720 |
В ходе реализации бизнес-плана реальный выпуск, в силу действия различных факторов-таких как срыв поставки, выход из строя станка и так далее, будет отличаться от планового, но на этапе планирования трудно учесть влияние всех факторов и поэтому при расчетах будем пользоваться значением именно планового объема выпуска продукции.
Чтобы обеспечить планируемый объем выпуска необходимо привлечь определенное количество людей и техники. Рассчитаем потребность в рабочей силе и оборудовании.
Нам понадобится следующее оборудование :
плавильная печь
токарный станок
намоточный станок
вольтметр
омметр
паяльник
Для работы на этом оборудовании должны быть привлечены следующие исполнители:
Токарь
Литейщик
Намотчик
Сборщик
Монтажник
Лудильщик
Комплектовщик
Контролер
Время, затрачиваемое каждым из исполнителей при изготовлении 1 единицы продукции представлено в таблице:
Таблица «Время затрачиваемое исполнителями»
| Исполнитель | Время, час |
| Токарь | 8 |
| Литейщик | 2 |
| Намотчик | 2 |
| Лудильщик | 3 |
| Монтажник | 1 |
| Сборщик | 1 |
| Комплектовщик | 0,5 |
| Контролер | 1 |
Исходя из того, что продолжительность рабочего дня составляет 8 часов , а в году 12 месяцев по 22 рабочих дня в каждом, то исполнители должны проработать в по 2112 часов каждый. Зная это, можно рассчитать потребность в рабочей силе, и соответственно, количество оборудования необходимого для обеспечения планового объема выпуска продукции.
Количество исполнителей необходимое для выполнения работ представлено в таблице:
Таблица «Потребность в рабочей силе»
| Исполнитель | Количество, чел. |
| Токарь | 27 |
| Литейщик | 8 |
| Намотчик | 8 |
| Лудильщик | 9 |
| Монтажник | 4 |
| Сборщик | 4 |
| Комплектовщик | 2 |
| Контролер | 4 |
Количество оборудования необходимое для выпуска планового количества изделий представлено в таблице:
Таблица «Потребность в оборудовании»
| Наименование оборудования | Количество, шт. |
| Токарный станок | 27 |
| Плавильная печь | 8 |
| Намоточный станок | 8 |
| Вольтметр | 4 |
| Омметр | 4 |
| Паяльник | 9 |
Оборудование можно приобрести или взять в лизинг, а рабочих нанять на работу. Рассмотрим вариант, когда мы берем рабочих на работу, приобретаем необходимое оборудование и материалы.
Расчет затрат
Для того, чтобы рассчитать себестоимость продукции необходимо определить все затраты, которые имеют место в процессе производтва. Предприятие будет тратить денежные средства на приобретение материалов и комплектующих, выплату заработной платы основным производственным рабочим, оплату израсходованной электроэнергии, а также нести дополнительные затраты, связанные с организацией и осуществлением деятельности предприятия.
Ниже приведем расчет составляющих себестоимости изделия . Затраты рассчитываются в постоянных ценах без учета труднопрогнозируемой инфляции и их уровень считается постоянным на все годы осуществления проекта.
Дата: 2019-05-28, просмотров: 325.