| №№ п/п | Технические требования | Допускаемые отклонения для свариваемых стержней диаметром (d), мм | ||
| 10-28 | 32-40 | 45-80 | ||
| 1. | Смещение продольных осей стержней относительно друг друга в стыковых соединениях, выполненных различными способами сварки | 0,2 | 0,1 | 0,05 |
| 2. | То же для соединений, выполненных дуговой сваркой швами с накладками из стержней | 0,3 | 0,3 | 0,2 |
| 3. | Смещение линии, соединяющей центры сечений круглых накладок относительно стыкуемых стержней, при сварке односторонними швами | 0,5 | 0,5 | 0,3 |
| 4. | Смещение круглых и желобчатых накладок относительно оси сварного стыка в продольном направлении | 0,5 | 0,5 | 0,5 |
| 5. | Отклонение длины круглых накладок | 0,5 | 0,5 | 0,5 |
| 6. | Отклонение длины протяженных швов в стыковых соединениях с круглыми накладками | 0,5 | 0,5 | 0,5 |
| 7. | Отклонение длины нахлестки при сварке стержней | 0,5 | 0,5 | 0,5 |
| 8. | Уменьшение ширины протяженных швов | 0,1 | 0,1 | 0,5 |
Конструкции сварных соединений узлов должны соответствовать требованиям проекта.
Сварные соединения должны быть очищены от шлака и брызг металла.
Выполненные сварочные работы перед бетонированием узлов сопряжений должны быть оформлены актами освидетельствования скрытых работ.
Допускаемые количество и размеры наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно -шовной сваркой
| №№ п/п | Технические требования | Допуски для стержней диаметром (d), мм | ||
| 10-28 | 32-40 | 45-80 | ||
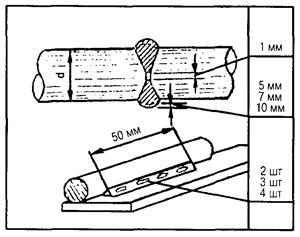
| 1. | Количество единичных сферических пор диаметром до 2 мм в стыковых соединениях, выполненных дуговой сваркой протяженными швами, на длине шва 100 мм | 5 шт. | 7 шт. | 9 шт. |
| 2. | То же, при других способах дуговой сварки | 7 шт. | 9 шт. | 12 шт. |
| 3. | Количество цепочек и скоплений сферических пор диаметром до 2 мм на длине до 50 мм в соединениях, выполненных дуговой сваркой | 2 шт. | 3 шт. | 4 шт. |
| 4. | То же, при других способах дуговой сварки | 1 шт. | 1 шт. | 2 шт. |
| 5. | Глубина усадочных раковин наплавленного металла при стыковой ванной и ванно-шовной сварке | 2 мм | 3 мм | 5 мм |
| 6. | Глубина непровара венчика наплавленного металла с цилиндрической поверхностью стержня при дуговой сварке | 1 мм | 1 мм | отсутствуют |
| 7. | Наплывы на сварном соединении | 5 мм | 7 мм | 10 мм |
АНТИКОРРОЗИЙНАЯ ЗАЩИТА
СНиП 3.03.01-87 п.п. 3.38, 3.39 ВСН-09-81, п.п. 22.14-22.16
Антикоррозийное покрытие сварных соединений, а также участков закладных деталей и связей надлежит выполнять во всех местах, где при монтаже и сварке нарушена заводская защита.
Способ антикоррозийной защиты должен быть указан в проекте.
Непосредственно перед нанесением антикоррозийных покрытий защищаемые поверхности должны быть очищены от остатков сварочного шлака, брызг металла, жиров и других загрязнений.
Готовое покрытие подлежит проверке по следующим показателям:
- внешний вид,
- время выдержки покрытия до начала эксплуатации,
- толщина.
Внешний вид покрытия проверяется после высыхания материала защиты.
Время выдержки покрытия до начала эксплуатации оценивается степенью высыхания.
Толщина слоя защиты в соответствии с проектом.
НЕ ДОПУСКАЮТСЯ:
непрокрашенные места, потеки, вздутия, шелушения и растрескивания покрытия на окрашенной поверхности.
По антикоррозийной защите составляется акт освидетельствования скрытых работ.
ГЕРМЕТИЗАЦИЯ СТЫКОВ
СНиП 3.03.01-87 п.п. 3.54, 3.57-3.69, 3.74
Дата: 2019-03-05, просмотров: 481.