Характеристика предлагаемой марки стали, свариваемой стали.
Сталь – сплав железа с углеродом, в котором содержание углерода не превышает 2,14%.
| Марка | Сталь 10пс |
| Заменитель: | Сталь 08кп,сталь 15кп,сталь 10 |
| Классификация | Сталь конструкционная углеродистая качественная |
| Применение | детали, работающие при температуре до 450 °С, к которым предъявляются требования высокой пластичности, а также втулки, ушки, шайбы, винты и другие детали после ХТО, к которым предъявляются требования высо кой поверхностной твердости и износостойкости при невысокой прочности сердцевины. |
Химический состав в % материалла 10пс
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.07 - 0.14 | 0.05 - 0.17 | 0.35 - 0.65 | до 0.25 | до 0.04 | до 0.035 | до 0.15 | до 0.25 | до 0.08 |
Механические свойства при Т=20oС материала 10пс .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| Сталь калиброван. | 372 | 8 | 55 |
| Твердость материала 10пс после отжига , | HB 10-1= 137 МПа |
| Твердость материала 10пс | HB 10-1= 143 МПа |
Технологические свойства материала 10пс .
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Свариемость
| без ограничений | - сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг |
Подготовка металла под сварку
Подготовка металла и сборка деталей под сварку
К резкому возрастанию вероятности появления дефектов в сварных соединениях и в конструкциях в целом приводит некачественное выполнение заготовительных и сварочных операций. На несущую способность и экономичность сварной конструкции большое влияние оказывают точность подготовки деталей к сварке, их чистота и качество сборки. Анализ дефектов, обнаруженных в сварочных соединениях, показывает, что значительная часть брака появляется из-за плохого качества подготовки и сборки.
Подготовка и сборка деталей включает в себя следующие операции: очистку свариваемых кромок, разделку кромок под сварку и наложение прихваток для соединения свариваемых листов и деталей.
Кромки и прилегающие к ним зоны (шириной 20-30 мм с каждой стороны) очищают от окалины, ржавчины, краски, масла и других загрязнений до металлического блеска. Для этого я буду применять металлическую щётку, напильник, растворитель, прочную тряпку или пламя сварочной горелки. Эту операцию я буду проводить для того, чтобы различного рода нечистоты не соединялись с расплавленным металлом шва, не образовывали окислов и других соединений, а так же, чтобы не нарушалась прочность сварочного соединения. При сварке ответственных изделий небольших размеров применяют травление или пескоструйную обработку поверхности.
Производство кромок производится в зависимости от толщины свариваемых изделий. В моей дипломной работе при сварке листов толщиной 8мм встык разделка кромок (скос) выполняется v-образная. Для того чтобы проплавить металл на всю толщину необходимо установить зазор в стыке 1мм.
Подготовка и сборка деталей под сварку включает следующие операции: очистку свариваемых кромок, разделку кромок под сварку и наложение прихваток для соединения свариваемых листов или деталей. Трудоёмкость сборки деталей под сварку составляет около 30% от общей трудоемкости изготовления изделия. Для повышения точности сборки, а так же для уменьшения времени сборки я буду применять различные сборочно-сварочные приспособления: стенды, клиновые и эксцентриковыеприжимы, струпцины и стяжки.
Детали соединяют друг с другом перед сваркой короткими швами прихватками, которые необходимы для того, чтобы положение свариваемых деталей и зазор между ними не изменялся в процессе сварки. От длины шва и толщины зависит длина прихваток, расстояние между ними и очерёдность наложения. При сварке тонкого металла и коротких швахдлинна прихваток не должна превышать 5мм, а растояние между ними должно быть 50-100мм. Выполнять прихватки при сборке элементов изделий необходимо с особой тщательностью, так как непровар в них может привести к браку всего сварного соединения.
Без прихваток можно выполнять стыковые швы. В этом случае для сохранения постоянного зазора листы укладывают так, чтобы они образовывали между собой небольшой угол. За счёт поперечной усадки шва в процессе сварки листы стягиваются, и зазор остается постоянным.
Качество, внешний вид сварочного соединения, его прочность и надежность во многом зависит от правильной и тщательной подготовки и сборки деталей под сварку.
Выбор оборудования,сварочных материалов,выбор режима сварки
Режим сварки -- совокупность параметров процесса, обусловливающих возможность сварки данного соединения из металла заданной марки и толщины в пространственных положениях, определяемых конструкцией изделия.
Основными параметрами газовой сварки являются вид и мощность пламени, диаметр присадочной проволоки и скорость сварки.
Вид пламени зависит от свариваемого материала: нормальным пламенем сваривают углеродистые и легированные стали, науглероживающим -- чугун и окислительным -- латуни. Выбор нужного вида пламени осуществляется по характеру его свечения.
Мощность пламени горелки, выбираемая в соответствии с толщиной свариваемого металла и его теплофизическими свойствами, определяется расходом ацетилена, необходимым для его расплавления. Чем толще свариваемый металл и выше его теплопроводность (как, например, у меди и ее сплавов), тем больше должна быть мощность пламени. Ее регулируют ступенчато -- подбором наконечника горелки и плавно -- вентилями
Для данного вида работ я выбираю инжекторную горелку средней мощности Г3-03 так как ее применяют для сварки металла средней толщины.Горелку выпускают в комплекте с семью наконечниками (0,1,2,3, 4,5,6 ).
Номер наконечника 5, так как горелкой с этим наконечником можно сваривать металл толщиной 7,0 -11,0 мм. Номер мундштука также 5, для данного наконечника подходит данный мундштук.
Диаметр шлангов выбирается в зависимости от вида горелки, так как у горелок разной мощности диаметры штуцеров и ввернутых в них ниппелей разные. Для данной горелки требуются шланги с внутренним диаметром 6 мм.
Для расплавления зазора между кромками свариваемого металла и образование валика шва в сварочную ванну вводят присадочную проволоку, того же состава, что и свариваемый металл. Нельзя сваривать металл проволокой неизвестной марки. Перед сваркой проволока должна быть очищена от влаги, грязи, ржавчины, масла, краски.
Выбор диаметра присадочной проволоки осуществляется в зависимости от толщины свариваемого металла и способа сварки. При сварке низко- и среднеуглеродистых сталей диаметр присадочной проволоки, мм, для левого способа сварки определяется по формуле:
dп = s/2 + 1,
А для правого --
dп = s/2,
где s -- толщина свариваемого металла, мм.
Скорость сварки устанавливается сварщиком в соответствии со скоростью плавления кромок детали.
Техника сварки -- совокупность способов, приемов и манипуляций, осуществляемых сварщиком для формирования высококачественного шва.
При газовой сварке составными элементами техники сварки являются:
* угол наклона мундштука горелки к поверхности свариваемых кромок;
* способ сварки;
* манипуляции мундштуком горелки и присадочной проволокой при движении пламени вдоль шва.
Угол наклона мундштука горелки к поверхности свариваемых кромок выбирает сварщик в зависимости от толщины металла и его теплофизических свойств .
Горелка в руке сварщика может перемещаться только в двух направлениях:
* справа налево, когда пламя направлено на холодные, еще не сваренные кромки металла, а присадочная проволока подается впереди пламени. Такой способ получил название левого;
* слева направо, когда пламя направлено на сваренный участок шва, а присадочная проволока подается вслед за пламенем.
Левый способ применяют при сварке тонкостенных (толщиной до 3 мм) конструкций и легкоплавких металлов и сплавов.
Правый способ используют для сварки конструкций с толщиной стенки свыше 3 мм и металлов с большой теплопроводностью.
Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищен пламенем горелки от воздействия воздуха.
В данном случае на подходит правый способ.Так как толщина меттала 8мм
Перед зажиганием горелки необходимо проверить ее на инжекцию. Процесс проверки горелки на инжекцию включает в себя: первоначально нужно снять ацетиленовый шланг с горелки, затем открывать вентиль кислорода, кислород идет через центральное отверстие инжектора и ускоряется, тем самым создает вакуум в боковых каналах инжектора и за счет этого подсасывается из этих каналов ацетилен. После того, как вентиль кислорода открыт, мы подставляем палец к штуцеру горелки и если палец присасывается, то это значит, что горелка работает и можно производить сварку.
Горелку следует зажигать в следующем порядке. Сначала, на пол оборота открывают кислород, а затем ацетилен, но ни в коем случае не наоборот, так как пламя будет коптить и не полностью сгорать ацетилен.
Угол наклона мундштука и поверхности свариваемого металла равен примерно 90°.
Сварку проводят без флюса с использованием в качестве присадочного материала сварочной проволоки следующих марок:
* Св-08 и -08А -- для неответственных конструкций;
* Св-08Г, -08ГА, -10ГА и -14ГС -- для ответственных конструкций.
Технология газосварки
В моей дипломной работе мне необходимо описать технологию таврового толщиной 8 мм газосваркой.
В которой я выполняю v-образную разделку кромок.
На сборочную плиту я устанавливаю пластину к которой прихватываю вторую пластину. Зазор между первой и второй пластиной 1 мм с целью получения таврового соединения. Прихватки произвожу сначала с одной стороны потом с другой. И так по переменно. Для уменьшения напряжения и деформаций в процессе сборки. Далее произвожу сварку.Угол наклона горелки 45º В процессе сварки горелкой произвожу колебания с целью равномерного прогрева пластин с целью заполнения кромки. После произведения сварки провожу проверку качества.
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм - только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений.
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью.
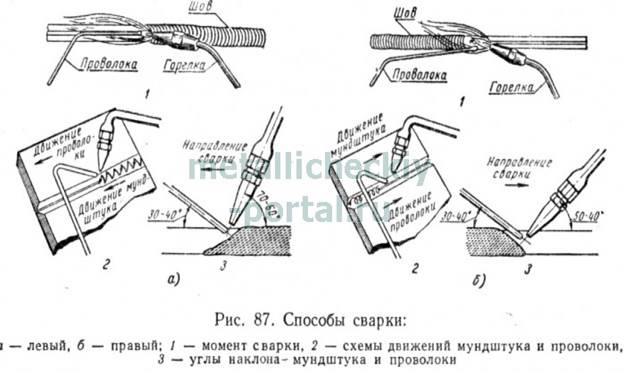
Левая сварка (рис. 87, а).Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм3ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б).Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Техника безопасности при выполнении газосварочных работ
Любые работы, производимые с открытым огнем, являются особо опасными, не исключение и газовая сварка. К тому же такой метод сваривания имеет и другой фактор опасности, так как для работ используется ацетилен и кислород - газы, которые относятся к взрывоопасным.
Техника безопасности при газовой сварке включает в себя комплекс правил, выполнение которых позволяет значительно обезопасить труд газосварщика. Эти правила касаются как поведения сварщика во время работ, так и организации рабочего пространства, используемых инструментов и оборудования.
Дата: 2019-03-05, просмотров: 352.