Таблица 2.6.1
Расчетный состав ВАО на заводе Thorp
| Атомный номер | Элемент | Количество, мг/кг U | Атомный номер | Элемент | Количество, мг/кг U |
| 24 | Cr | 225 | 52 | Te | 646 |
| 26 | Fe | 850 | 55 | Cs | 2901 |
| 28 | Ni | 162 | 56 | Ba | 2043 |
| 31 | Ge | 1,46 | 57 | La | 1481 |
| 33 | As | 0,041 | 58 | Ce | 2778 |
| 34 | Se | 66,84 | 59 | Pr | 1414 |
| 37 | Rb | 410 | 60 | Nd | 4997 |
| 38 | Sr | 963 | 61 | Pm | < 50 |
| 39 | Y | 529 | 62 | Sm | 1060 |
| 40 | Zr | 4226 | 63 | Eu | 184 |
| 42 | Mo | 4040 | 64 | Gd | 12193* |
| 43 | Tc | 1020 | 65 | Tb | 4,42 |
| 44 | Ru | 2878 | 66 | Dy | 2,18 |
| 45 | Rh | 525 | 68 | Er | 0,10 |
| 46 | Pd | 1826 | 92 | U | 25 |
| 47 | Ag | 36 | 93 | Np | 457 |
| 48 | Cd | 115 | 94 | Pu | 18 |
| 49 | In | 29 | 95 | Am | 59 |
| 50 | Sn | 105 | 96 | Cm | 38 |
| 51 | Sb | 25,5 | 
| 75 |
* с учетом добавленного в раствор гадолиния в качестве поглотителя нейтронов.
Все остальные отходы относят к САО, являющейся самой большой по объему и разнообразию категорией отходов (табл. 2.6.2). Всего на площадке в Селлафилде было идентифицировано 30 типов САО с учетом тех отходов, которые накопились и вновь образуются на заводе Thorp и на заводе, перерабатывающем топливо в магноксовых оболочках. Среди САО, как видно из табл. 2.6.2, оболочки магноксовые, циркалоевые, из нержавеющей стали, концевики сборок, ионообменные материалы, концентраты от упарки солесодержащих отходов, органические отходы, материалы, содержащие Pu и ТПЭ, взвеси, суспензии, осадки, шламы, образующиеся при обработке РАО флокулянтами, дезактивирующие растворы, элементы вышедшего из строя оборудования и др.
На рис. 2.6.2 показана блок-схема обработки жидких отходов в Селлафилде. Следует обратить внимание, что все установки обрабатывают РАО от обоих заводов, Thorp и Magnox.
Таблица 2.6.2
Рис. 2.6.2. Схема обработки жидких РАО в Селлафилде
В 1992 г. введена в эксплуатацию установка EARP с общей производительностью 6000 м3/год. Две линии EARP, предназначенные для извлечения актиноидов из жидких РАО (САО и НАО), используют метод соосаждения. К жидким РАО добавляют NaOH для увеличения рН среды до 9-10,5; при этом образуется осадок гидроксида железа, поскольку в потоках РАО присутствует достаточное для образования осадка количество железа. На осадке гидроксида железа соосаждаются нерастворимые гидроксиды An и некоторых продуктов деления. Если в жидких РАО присутствует цезий, то добавляют гексацианоферрат никеля для его соосаждения. Осадок от маточного раствора отделяют при помощи двухстадийной перекрестнопоточной ультрафильтрации. На первой стадии образуется концентрат, содержащий несколько процентов твердого вещества, на второй стадии происходит обезвоживание концентрата.
Для переработки отработанного экстрагента, 20-30% раствора ТБФ в очищенном керосине, был разработан процесс щелочного гидролиза и гидролиза под действием Н2О2 с катализатором. На рис. 2.6.3 представлена схема процесса обработки экстрагента, реализованного на установке STP. Гидролиз ТБФ под воздействием щелочи эффективно протекает при следующих условиях:
- соотношение молярных объемов NaOH к ТБФ – 3:1,
- концентрация раствора NaOH – 7,5 М,
- температура процесса – 125 °С,
- продолжительность процесса с частичным рефлаксом и дистилляцией разбавителя – 3 часа.
Дистилляция части разбавителя сопровождается уносом образованного при гидролизе ТБФ бутанола. По завершении реакции гидролиза в гидролизере остается три фазы: нижний щелочной слой содержит свыше 90% радионуклидов, средний слой водного раствора NaДБФ содержит все оставшиеся радионуклиды и верхний, практически чистый от радиоактивности, слой, состоящий из смеси керосина и бутанола.
Если отработанный экстрагент сильно загрязнен радионуклидами, то перед направлением на гидролиз его промывают растворами соды, для того чтобы удалить вместе с радионуклидами уран, что предотвращает возможность осаждения диураната натрия, затрудняющего разделение фаз после гидролиза.
Нижний слой из гидролизера передают на установку EARP, средний слой может быть сброшен в море (если характеризуется низкой токсичностью), где NaДБФ будет подвергаться процессам биодеградации. При необходимости NaДБФ может быть превращен в неорганический фосфат при помощи кислотного гидролиза, химического окисления или микробиологического разложения. Верхний слой направляют в печь для сжигания.
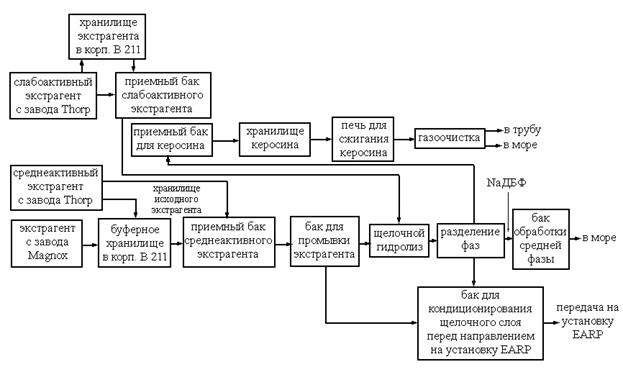
Рис. 2.6.3. Блок-схема современного процесса переработки экстрагента
в Селлафилде
Более 20 лет фирма BNFL проводила НИОКР, посвященные изучению различных матриц для отверждения САО, среди которых были цемент, полимеры, битумы, цемент, модифицированный полимерами, керамики. Каждая матрица была оценена по ряду параметров: физическим, химическим, термическим и радиационным характеристикам и механической прочности. В результате оценки была выбрана цементная матрица. В 90-х годах в Селлафилде было построено 4 установки для цементирования разных типов САО (табл. 2.6.3), а в 2001 г. ожидается пуск в эксплуатацию пятой установки.
Современные и будущие САО будут цементировать в 500-литровых бочках из нержавеющей стали и хранить в приповерхностном хранилище до ввода в строй геологического могильника.
Ранее образованные САО перед операцией цементирования требуют проведения предварительной обработки (концентрирования, сушки, прессования и т. д.), характер которой зависит от типа САО.
Таблица 2.6.3
Установки для цементирования РАО в Селлафилде
| Название установки | Дата ввода в эксплуатацию | Тип отходов |
| Magnox Encapsulation Plant (EP-1 или MEP) | 1990 | Магноксовые оболочки |
| Waste Encapsulation Plant(EP-2 или WEP) | 1994 | Взвеси и твердые отходы завода Thorp, а также шламы из баков хранения магноксовых оболочек |
| Waste Packing and Encapsulation Plant (WPEP) | 1994 | Взвеси, флокуляционные осадки с установки удаления актиноидов из жидких отходов |
| Waste Treatment Complex (WTC) | 1997 | Материалы, загрязненные плутонием и/или ТПЭ |
| Box Encapsulation Plant (BEP) | 2001 | Различные твердые отходы, накопленные в Селлафилде (“исторические отходы”) |
Для изъятия старых отходов из баков и бункеров хранения строятся три установки:
- SEP – Silo Emptying Plant 1, 2, 3, предназначенная для изъятия осадков взвесей, шламов и др.,
- SEF – SIXEP Emptying Facility, предназначенная для извлечения осадков и отработанных фильтрующих материалов установки SIXEP,
- WRP – Waste Retrieval Plant, предназначенная для изъятия твердых САО и подготовки их к цементированию.
Около 25% всех САО составляют разнообразные материалы, загрязненные Pu и ТПЭ. Среди этих отходов детали вышедшего из строя оборудования, резина, бумага, пластики и т. д. В 1997 г. был введен в эксплуатацию комплекс WTC (Waste Treatment Complex) для обработки этих отходов. Обработка включает сортировку, а затем, в зависимости от химической природы САО, их направляют на измельчение, сжигание, прессование, извлечение Pu и, наконец, цементирование.
Используя накопленный опыт по сокращению текущих объемов САО, BNFL приняла решение построить установку SDP – Sellafield Drypac Plant – для сокращения объемов “исторических” САО, хранящихся на территории Селлафилда в ~ 20 бункерах и баках. Установка будет сдана в эксплуатацию в 2003 г. Последовательность операций на SDP представлена на рис. 2.6.4.
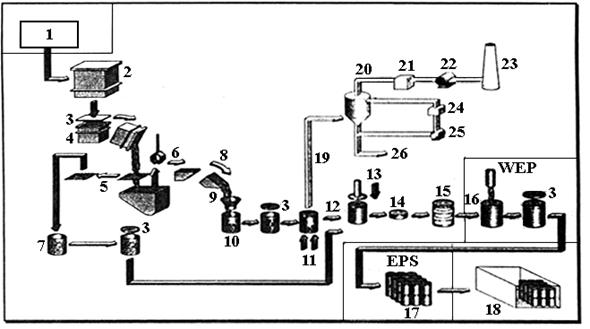
1 – прием САО из установок SEP и SEF, 2 – контейнер, 3 – крышка, 4 – ковш, 5 – решето, 6 – черпак, 7 – заполнение контейнера материалом, оставшимся на решете, 8 – загрузочное устройство, 9 – сбор частиц материала, прошедшего через решето, 10 – заполнение контейнера мелкими частицами, 11- нагрев, 12 – сушка, 13 – прессование, 14 – спрессованная упаковка, 15 – заполнение бочки, 16 – заливка цементным раствором, 17 – хранение бочек, 18 – бочки в могильнике, 19 – пар, водород, 20 – скруббер, 21 – фильтр, 22 – вентилятор, 23 – труба, 24 – теплообменник, 25 – насос, 26 – жидкость на обработку сбросов
Рис. 2.6.4. Последовательность процессов на SDP
Отходы будут доставляться на SDP по рельсовой дороге в вагонетках, в которые будут загружены контейнеры с САО. Контейнеры будут оборудованы съемным дном. На заводе SDP предполагают проводить раздельную обработку САО из бункеров 1-12 (ранние отходы) и бункеров 13-18 (более поздние), а также отходов ионообменников. Об источнике загруженных в контейнер отходов свидетельствует обязательный идентификационный знак, которым метят контейнер. В камере разделения САО из контейнера выгружают на орошаемое водой вибрационное решето. Мелкие частицы, проходящие через отверстия в решете, собирают в специальный контейнер; контейнер закрывают крышкой и, после присвоения ему идентификационного знака, передают на операцию сушки, устанавливая на стеллаж в сушильной камере. Оставшийся на решете материал сдвигают в положение, в котором САО можно дистанционно рассортировать, дополнительно переработать, а затем их затаривают в контейнеры. Контейнеры закрывают крышками и передают на операцию прессования.
SDP будет оборудован 20 сушильными камерами, каждая из которых способна принять 4 контейнера для сушки. Общий цикл сушки продолжается от 12 до 30 часов в зависимости от количества воды в контейнере и заданного режима нагрева. В систему газоочистки сушильных камер поступают пары воды, содержащие следы водорода, выделяющиеся из оболочек, и небольшое количество аэрозолей. Благодаря установленным скрубберам, конденсорам и фильтрам выбросы не содержат радионуклидов.
В узле компактирования установлено два 2000-тонных пресса, которыми прессуют контейнеры с САО (рис. 2.5.10), уменьшая их высоту при сохранении диаметра примерно в 3 раза. Для каждой полученной упаковки регистрируют вес, высоту и измеряют содержание делящихся материалов перед направлением в буферное хранилище. Из буферного хранилища упаковки поступают в узел затаривания контейнеров для захоронения. Контейнеры для захоронения представляют собой 500-литровые баки с двойными стенками, пространство между которыми заполняется цементной массой. Спрессованные упаковки укладывают в контейнер, пустотное пространство в нем заливают цементным раствором. Контейнер закрывают крышкой, а затем его направляют в хранилище капсулированных отходов.
Для сокращения объемов твердых НАО в Селлафилде построена установка прессования WAMAC с производительностью от 12000 до 18999 м3/год по обрабатываемым отходам. Пресс может дистанционно менять конфигурацию, приспосабливаясь для прессования как 1 м3 коробов, так и двухсотлитровых бочек, развивая при этом давление 5000 т/м2. Спрессованные отходы загружают в стандартные контейнеры и направляют в Дригг, где расположен могильник НАО (в 5 км от Селлафилда). В Дригге контейнеры заливают цементным раствором перед укладкой в могильник.
6.4 Разработки, направленные на усовершенствование технологии переработки ОЯТ и РАО на ПО “Маяк”
Проводимые НИОКР посвящены усовершенствованию существующих технологических операций, а также разработке альтернативных процессов, приемов, оборудования. Ниже приводится краткий и далеко не полный перечень исследований, проводимых в области только водно-экстракционной технологии:
Усовершенствование фильтрационного оборудования для осветления исходных растворов и оборотного экстрагента, оптимизация режимов фильтрации и способов регенерации фильтрующей способности.
Разработка принципиальных схем водно-экстракционной технологии переработки смешанного окисного топлива реакторов на быстрых нейтронах с совместной или раздельной реэкстракцией урана и плутония.
Проверка этих технологий на реальных растворах топлива в трех типах экстракторов (смесителях-отстойниках, колонных и центробежных экстракторах).
Исследования радиационной и химической стойкости водно-экстракционных систем PUREX-процесса.
Поиск способов стабилизации заданных валентных состояний Pu(4+), Pu(3+), Np(6+), Np(4+) с помощью бессолевых реагентов, например гидразина или органических производных гидразина и гидроксиламина, позволяющих существенно снизить солесодержание растворов, в том числе концентрацию Fe2+, и эффективно разделить плутоний и нептуний.
Изучение необходимости введения и поведения гомогенных поглотителей нейтронов в технологическом процессе регенерации ядерного топлива на операциях экстракции (борсодержащие экстрагенты и разбавители), на осадительных операциях, на операциях сорбционной очистки (борсодержащие аниониты).
Разработка процесса регенерации экстрагента.
Разработка оптимальных экстрагентов для извлечения остатков U, Pu из ВАО и для более глубокого извлечения ТПЭ из ВАО.
Синтез и целенаправленный поиск новых разбавителей для повышения растворимости сольватов металлов в экстрагенте.
Изучение механизмов экстракции и соэкстракции ряда особоопасных радионуклидов (Zr, Tc, Np, Th) с целью оптимизации режима экстракционного процесса, повышения коэффициентов извлечения и очистки от них целевых компонентов, а также локализации этих радионуклидов в технологических потоках.
Разработка одноцикличной схемы экстракционной переработки ОЯТ ВВЭР-440 с сорбционной доочисткой уранового реэкстракта, включая проведение стендовых испытаний на реальном растворе.
Разработка процессов селективного извлечения некоторых радионуклидов из ВАО:
Mo – путем образования экстрагируемого в ТБФ комплекса с гидроксамовыми кислотами, например с бензогидроксамовой кислотой, добавляемой в водную фазу, либо выпускаемой промышленностью смесью гидроксамовых кислот (с С6-С9), вводимых в органическую фазу;
платиновых металлов и Тс – экстракционным методом на основании глубокого изучения поведения Pd, Rh, Ru и Тс и подбора экстрагента, селективного для каждого из этих элементов;
платиновых металлов – электрохимическим методом.
Часть НИОКР, связанных с разработкой экстракционных и сорбционных способов извлечения Сs, Sr, ТПЭ, РЗЭ, была упомянута в разделе 5.3.2.
Из других исследований можно добавить:
Изучение механизма и разработку процесса высокотемпературной ультрастехиометрической сорбции металлов на пористой неорганической матрице (силикагеле) с последующим прокаливанием насыщенных гранул сорбента с целью получения устойчивых форм хранения плутониевой, нептуниевой, технециевой фракции или продукта отверждения ВАО как альтернативной стеклу матрицы.
Определение условий насыщения и емкости сорбента по отдельным нуклидам, изучение характеристик гранулированного продукта отверждения и его пригодности для длительного хранения или захоронения.
Создание и испытание технологий и оборудования для осуществления процесса отверждения ВАО с помощью ультрастехиометрической высокотемпературной сорбции (“Ситан”, “Лоток”, “Лабиринт”).
Таким образом, за более чем 20-летний период работы завода РТ-1 на ПО “Маяк” создано уникальное промышленное предприятие. Здесь переработано более 3000 т ОЯТ реакторов ВВЭР-440, 250 т ОЯТ РБН (БН-350 и БН-600), значительное количество ОЯТ ледоколов и других транспортных средств.
Уникальность предприятия состоит в широкой номенклатуре перерабатываемого топлива, в наличии многих опытных установок для испытания новых технологий и в возможности получения большого спектра готовых продуктов и концентратов, включая изотопную продукцию.
Разработки фирмы PNC
Завод TRP в Японии играет двойную роль: перерабатывает ОЯТ и служит полигоном для испытания и проверки многих операций и оборудования, которые были разработаны PNC в ходе краткосрочных и долгосрочных программ НИОКР. PNC в рамках обеспечения технологических услуг для строящегося коммерческого завода в Rokkasho (RRP), а также с целью совершенствования технологии переработки проводит большой объем НИОКР. Среди них:
- холодные испытания аппарата расчехловки ОЯТ РБН с использованием лазерного луча,
- холодные испытания непрерывного аппарата-растворителя ОЯТ, центробежных экстракторов,
- процесс и оборудование для конверсии плутониевого продукта,
- процесс извлечения Kr из газообразных отходов и выбор металлической матрицы для его иммобилизации и хранения,
- процесс управления валентным состоянием плутония и нептуния в ходе экстракции-реэкстракции с помощью облучения растворов ультрафиолетовыми лучами в присутствии и/или отсутствии химических восстановителей гидразина и гидроксиламина,
- разработка процессов фракционирования ВАО, проводимая с целью выделения платиновых металлов, актиноидов, цезия,
- изучение экстракции актиноидов и лантаноидов из ВАО различными экстрагентами: диалкилдитиофосфиновыми кислотами, бидентатными, бифункциональными экстрагентами,
- разработка процессов остекловывания ВАО в керамическом плавителе,
- создание высоконадежных дистанционно ремонтируемых компонентов оборудования,
- создание сервисных систем, инженерной базы данных и др.
С вводом в эксплуатацию завода RRP потребность в использовании завода в Токаи для переработки окисного топлива LWR будет практически исключена, поэтому TRP будет постепенно переоборудоваться для выполнения более интенсивной научно-исследовательской деятельности, включая переработку ОЯТ с более высоким выгоранием, переработку МОХ-топлива LWR и РБН.
Программы подготовки к переработке ОЯТ РБН включают строительство для испытания оборудования и химических процессов специальных полномасштабных установок для испытания оборудовния и химических процессов:
- RETF (Recycle Equipment Test Facility) для испытания полномасштабного оборудования в горячих условиях, построенная рядом с TRP,
- CPF (Chemical Processing Facility) и EDF I, II и III (Engineering Demonstration Facility) для испытания технологии переработки МОХ-топлива и систем управления.
Отправной точкой PNC в поиске путей и способов усовершенствования и упрощения технологии переработки и рецикла ОЯТ РБН стало отсутствие необходимости в высоких показателях по очистке урана и плутония от продуктов деления и друг от друга. В случае переработки МОХ-топлива отсутствует необходимость выделять чистый плутоний, если для рецикла потребуется изготавливать новое МОХ-топливо. Оценки показали, что коэффициенты очистки урана и плутония от продуктов деления в случае рецикла топлива в РБН могут быть ~n.103 вместо величин 107-108, достигаемых в трехцикличном PUREX-процессе. Более подробно японские разработки в области совершенствования технологии переработки рассмотрены ниже.
Коммерческом заводе RRP
Проектированию завода RRP (Rokkacee Reprocessing Plant) предшествовало изучение опыта французских и других заводов переработки ОЯТ. В результате были определены основные требования к заводу. Объединенная японская фирма INFl (Japan Nuclear Fuel Ltd) выбрала для RRP французскую технологию, в которую частично были включены элементы германской (в системе газоочистки) и английской технологии. Кроме этого, в проекте завода использованы японские разработки по денитрации, остекловыванию ВАО и японская система контроля и управления процессами. По последним данным RRP будет сдан в эксплуатацию в 2003 г.
Схема завода корректировалась в процессе строительства и по мере накопления опыта работы французских заводов UP 3 и UP 2.
В первоначальном проекте RRP предусматривался пятицикличный PUREX-процесс с разделением урана и плутония в I цикле экстракции. В окончательном варианте в урановой и плутониевой ветвях вместо двух циклов окончательной очистки в каждой ветви было оставлено по одному циклу. Это сокращение циклов очистки не отразится на чистоте уранового и плутониевого продукта, что подтверждено опытом эксплуатации завода UP3 , где также вторые циклы теперь не используются (табл. 2.6.4).
Таблица 2.6.4
Разработки фирм COGEMA, SGN, а также КАЭ Франции
Разработки фирм COGEMA, SGN по усовершенствованию технологии и оборудования для переработки ОЯТ и отходов разных типов и классов вошли в проекты строительства заводов UP 2 и UP 3 и кратко уже рассмотрены в главе 5.
Ниже приведен перечень примеров научных исследований и разработок, еще не достигших уровня промышленной реализации, но характеризующих стратегические направления развития ЯТЦ Франции.
В рамках программы КАЭ SPIN (Separation Inseniration), посвященной фракционированию ВАО с целью последующей трансмутации выделенных радионуклидов, разрабатываются процессы DIAMEX и SESAME.
В DIAMEX-процессе предлагается проводить селективную экстракцию An (Am, Cm) из рафината первого цикла экстракции диамидами, позволяющую отделить An от РЗЭ. Эксперименты посвящены:
- уточнению молекулярной формулы диамида,
- радиационной стойкости диамидов и определению продуктов их разрушения,
- отделению фракции актиноидов от Мо и Zr,
- уточнению параметров экстракционного процесса.
Считая, что Am является наиболее радиотоксичным нуклидом в ВАО, КАЭ Франции в Маркуле разрабатывает три варианта SESAME-процесса для селективного 99%-ного извлечения Am из ВАО с использованием приема электрохимического окисления Am до состояния валентности выше 3 (рис. 2.6.1).
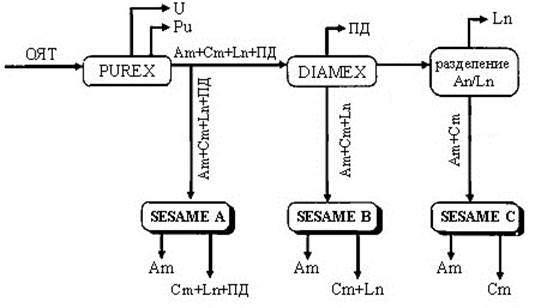
Рис. 2.6.1. Схема SESAME-процесса
При этом изучаются три варианта SESAME-процесса:
- SESAME А, в котором сначала при помощи DIAMEX-процесса выделяются и разделяются An и РЗЭ, а затем с помощью SESAME-процесса Am отделяется от Cm,
- SESAME В, в котором Am отделяется от Cm и РЗЭ также после DIAMEX-процесса,
- SESAME С, в котором Am первым выделяется из ВАО и отделяется от продуктов деления, РЗЭ и Cm/
КАЭ Франции в лабораторных условиях в Кадараше изучает способы “мокрого” окисления для разрушения органических отходов, среди которых ионообменные смолы, органические комплексообразователи, например, ЭДТА (этилендиаминтетрауксусная кислота), экстрагенты ТБФ и ТЛА (трилауриламин). Способ “мокрого” окисления заключается в окислении соединений воздухом или чистым кислородом в присутствии воды в условиях повышенных давления (от 2 до 20 МРа) и температуры (от 200 до 350 °С). Продуктами окисления являются СО2, NH3, N2 или  , неорганические галогениды или сульфаты, в которые переходят азот, галогены и сера из органических соединений. Способ не дает газообразных отходов, так как продукты окисления практически полностью растворяются в воде. Изучено влияние на скорость и полноту окисления каждого типа органических отходов давления, температуры, форм катализаторов с целью определения оптимальных режимов. Найден способ разрушения побочных продуктов окисления, например уксусной кислоты.
, неорганические галогениды или сульфаты, в которые переходят азот, галогены и сера из органических соединений. Способ не дает газообразных отходов, так как продукты окисления практически полностью растворяются в воде. Изучено влияние на скорость и полноту окисления каждого типа органических отходов давления, температуры, форм катализаторов с целью определения оптимальных режимов. Найден способ разрушения побочных продуктов окисления, например уксусной кислоты.
Для разрушения ТБФ разработан процесс электрохимического окисления с помощью электрогенерируемого Ag2+ в условиях атмосферного давления и при температуре, близкой к комнатной.
КАЭ, SGN и COGEMA изучают возможности применения холодного тигля с индукционным нагревом для переработки жидких и твердых РАО. Подходящей матрицей для иммобилизации не только ВАО, но и других отходов считают стекло и стеклокерамику. Во Франции изучаются варианты нагрева тигля, конструкции тигля и уточняются режимы отверждения (остекловывания) следующих типов отходов от переработки ОЯТ:
= жидкие отходы:
= рафинаты I цикла экстракции,
= отработанный экстрагент (ТБФ),
= загрязненные масла,
= твердые неметаллические отходы:
1. разнообразные пластмассы,
2. зола от сжигания отходов,
3. неорганические ионообменные материалы.
6.2 Программа работ фирмы BNFL
Параллельно с эксплуатацией завода Thorp BNFL продолжает вести большой объем работ, связанный с процессами и оборудованием, для создания технологии следующего поколения. Программа НИОКР разделена на два основных направления:
- поиск путей существенных улучшений для современной радиохимической технологии, осуществленной на заводе Thorp,
- разработка альтернативных Purex-процессу технологических процессов выделения и очистки урана и плутония.
При этом каждое новое технологическое решение или новый процесс должны отвечать ряду требований:
- снижать затраты на переработку ОЯТ, для того чтобы выдержать конкуренцию с современной технологией,
- минимизировать экологическое воздействие, приближаясь к осуществлению принципов чистой технологии,
- расширять круг возможных продуктов переработки,
- отвечать самым высоким стандартам по безопасности.
Понятие “чистой” технологии BNFL ввела для того, чтобы способствовать отбору тех решений, которые предотвращают или снижают образование РАО при переработке, исключают или резко снижают необходимость в установках по переработке отходов разных категорий. Это позволяет снизить стоимость переработки ОЯТ в целом и вредные воздействия ее на окружающую среду. Thorp уже достиг весьма низких уровней сбросов и выбросов, однако, для этого потребовалось построить дополнительно несколько очистных установок и установок для отверждения отходов, что внесло существенный вклад в стоимость Thorp’a. BNFL полагает, что путем выявления “чистых” технологий можно сократить стоимость следующего поколения заводов.
BNFL поставило задачу сократить стоимость переработки на 30% уже к 2000 г. благодаря введению усовершенствованных технологических процессов и на 50% к 2005 г., продемонстрировав новые технологические достижения.
Характерными чертами будущих технологических процессов должны стать:
- простота и небольшое число операций, требующих механической обработки,
- замена периодических процессов непрерывными,
- интенсификация процессов,
- управляемость и контролируемость,
- рецикл материалов и реагентов,
- гибкость, то есть приспособляемость для переработки разных типов топлива,
- небольшое количество видов отходов и небольшие их объемы.
В 1995 г. программа НИОКР по усовершенствованию технологии переработки включала следующие конкретные технические и радиохимические задачи:
- непрерывный процесс растворения ОЯТ,
- одноцикличный процесс жидкостной экстракции для выделения и разделения U и Pu,
- улучшение контроля за поведением Np и улучшение управления им,
- улучшение разделения U и Pu,
- совместная переработка U и Pu без разделения,
- интенсификация экстракционного процесса очистки U и Pu,
- минимизация количества потоков отходов,
- изучение технологий, предотвращающих образование отходов,
- лазерные и плазменные процессы в технологии селективного разделения и/или обработки,
- новые КИП и системы управления технологическими процессами,
- технологическое оборудование, требующее минимального обслуживания.
Эта программа включала также изучение альтернативной технологии переработки ОЯТ на расплавленных солях.
BNFL создала систему компьютерного моделирования технологических процессов, и путем ввода соответствующих данных может создавать проекты виртуальных заводов, оценивать варианты топливных циклов, выбирать варианты предпочтительных технологических решений, удовлетворяющих целям разработки.
К 1997 г. в программе НИОКР BNFL сохранились следующие направления:
- снижение нагрузки на окружающую среду, снижение сбросов и выбросов,
- минимизация отходов,
- интенсификация процессов,
- непрерывность процессов и надежность обслуживания,
- системы дистанционного обслуживания,
- упрощение процессов и технологий в целом,
- снижение затрат на переработку.
Ниже приведены конкретные примеры технологических разработок по совершенствованию современной технологии переработки завода Thorp.
На заводе Thorp топливо растворяют периодическим способом. Такой способ растворения требует больших площадей для установки аппарата-растворителя и буферных емкостей с раствором. В этом способе растворения образуется значительный объем вторичных отходов из выщелоченных оболочек.
Эффективность и интенсивность процесса растворения предполагают увеличить, заменив химический процесс выщелачивания топлива электрохимическим процессом совместного растворения топлива и оболочки. Полное растворение ОЯТ, по мнению BNFL, может исключить необходимость камер обслуживания, сократить простой оборудования, уменьшить количество потоков отходов, и наконец, в целом улучшить экономические показатели процесса.
Для преодоления пассивности материала оболочки к азотной кислоте используют внешнее электрическое поле.
Эффективность электрохимического растворения предполагают увеличить с помощью моделирования процесса , которое позволит предсказывать необходимую величину тока и распределение потенциалов для аппаратов-растворителей разных размеров и геометрии. В лабораторном масштабе было проведено исследование влияния параметров процесса на скорость разрушения оболочки.
Данные фундаментальных электрохимических исследований, а также результаты лабораторных исследований и работ по моделированию процесса были использованы в проектировании аппарата-растворителя большого масштаба.
Анализ экстракционных процессов переработки ОЯТ на основании их моделирования с включением реальных данных завода Thorp, а также стабильная эксплуатация PUREX-процесса позволили фирме перейти к проектированию технологической схемы с одним циклом экстракции. При этом были выявлены ключевые вопросы одноцикличной технологии: продолжительность контакта фаз, кинетика процессов и поведение радионуклидов со сложным химическим поведением. Использование центробежных экстракторов и принципа непрерывности процесса может снизить продолжительность контакта фаз и уменьшить радиолиз экстрагента. Кроме того, в этих экстракторах возможно управление кинетикой процессов экстракции/реэкстракции многовалентных нуклидов, например Np.
В проектировании одноцикличной технологии с ТБФ, а также с другими экстрагентами было использовано компьютерное моделирование, серьезно сократившее необходимость и количество экспериментальных лабораторных работ. Созданы базы данных, обслуживающие процесс проектирования технологических схем, в которые включены данные о новых экстрагентах, о распределении компонентов в двухфазных системах, данные об экстракторах. Полученные с помощью моделирования результаты в ряде случаев были подтверждены лабораторными экспериментами.
Пульсационные колонны успешно работают на Thorp’e и других заводах. Благодаря ядерно-безопасной геометрии и/или добавлению нейтронных поглотителей на этих колоннах можно перерабатывать высокообогащенное и плутонийсодержащее топливо. Однако, создание таких экстракторов требует больших капитальных затрат. Поэтому BNFL изучает характеристики ряда других экстракторов, которые оказываются более дешевыми и имеют некоторые преимущества в динамике экстракционного процесса. В настоящее время проектируется несколько вариантов центробежных экстракторов.
Большое внимание BNFL уделяет разработке методов и аппаратуры для контроля технологических процессов на линии, например, для определения расхода реагентов, кислотности, количества урана и плутония, нептуния в плутониевой линии и др. Это позволило сократить количество буферных емкостей, исключить ручные операции, усовершенствовать систему дистанционного управления технологическим процессом.
Сокращение затрат на переработку ОЯТ за счет усовершенствования технологических процессов и оборудования фирма сопоставляет с возможностью достижения подобного сокращения благодаря использованию принципа полного (radical) проектирования. Полное проектирование может уменьшить затраты на весь жизненный цикл, оно включает:
- методологию проектирования,
- методы строительства,
- проектирование вентиляционной системы,
- проектирование зон, свободных от операторов,
- стратегию полного обслуживания и др.
Из альтернативных PUREX-процессу технологий BNFL изучает процессы с использованием летучих фторидов и технологии на расплавленных солях. Обе технологии могут быть реализованы с помощью большого количества вариантов. BNFL изучает пути преодоления проблем, из-за которых эти технологии не достигли уровня промышленной реализации, например из-за коррозионных процессов. Для этого предполагают использовать новые материалы, новые реагенты, новые принципы проектирования. В ближайшие пять лет BNFL надеется довести уровень разработок этих технологий до демонстрационного. Многочисленные технологические разработки, касающиеся минимизации отходов, способов их иммобилизации рассмотрены в других главах настоящей работы.
Следует отметить, что отказ Германии подписать с BNFL контракт на переработку следующих партий ОЯТ германских АЭС неизбежно приведет к снижению производительности завода Thorp и, следовательно, скажется на его рентабельности. Это может отразиться на финансировании научных разработок и привести к сокращению их объема и тематики.
6.3 Развитие технологии переработки радиоактивных отходов
в Селлафилде
Основными направлениями работ, проводимых с целью минимизации радиоактивных отходов (РАО) фирмой BNFL, являются:
- сокращение источников образования РАО,
- сокращение типов, объемов РАО и их радиоактивности,
- сокращение радиоактивности сбросов и выбросов,
- повышение безопасности при переработке РАО,
- оптимизация технологии отверждения РАО при условии удовлетворения требований к характеристикам продуктов отверждения, требований безопасного хранения и последующего захоронения,
- сокращение общей стоимости работ по отверждению РАО.
Уже на стадии проектирования завода Thorp были предусмотрены приемы и меры, способствующие уменьшению количества или радиоактивности РАО.
Модульная конструкция агрегата резки, позволяющая быстро производить замену компонентов, в том числе режущего полотна, способствовала более полному растворению топлива из кусков твэлов благодаря открытым незагнутым краям оболочки. Эта мера, а также промывка оболочек свежей HNO3 снижают радиоактивность отходов из оболочек ТВЭЛов.
Предпочтение, отданное пульсационным колоннам в I цикле и в цикле очистки плутония, позволило снизить радиационную нагрузку на экстрагент, сократить объемы отходов в узлах очистки экстрагента.
Количество солесодержащих отходов было сокращено благодаря использованию в качестве восстановителя U4+. Промывка разбавителем всех водных потоков, выходящих из экстракционного оборудования, уменьшает унос органических продуктов и упрощает обработку жидких отходов.
Сокращению объемов газообразных, жидких и твердых отходов способствовали усовершенствования в системе передачи жидких и твердых материалов. Например, при бесконтейнерной передаче материалов из бокса в бокс предотвращается образование отходов из контейнеров (мешков, тары).
В результате работ по минимизации отходов пуск в эксплуатацию завода Thorp дал лишь небольшое увеличение (на 5%) суммарной радиоактивности в сбросах и выбросах предприятий комплекса, размещенного в Селлафилде.
По принятой в Великобритании классификации все РАО, возникающие при переработке ОЯТ, подразделяются на три категории:
- высокоактивные отходы (ВАО),
- среднеактивные отходы (САО) и
- низкоактивные отходы (НАО).
К ВАО относят теплогенерирующие РАО, практически это только рафинат первого цикла экстракции. Состав ВАО, полученных на заводе Thorp при переработке ОЯТ LWR с выгоранием 40 МВТ.сут/т, тепловыделением 40 кВт/кг и выдержанного в течение 5 лет после выгрузки из реактора, приведен в табл. 2.6.1. Объем рафината I цикла экстракции для указанных концентраций составляет 250 л/кг U. Приведенные в таблице данные являются расчетными, учитывающими указанные характеристики ОЯТ. В этих данных не учтены потери ОЯТ и продуктов деления с нерастворимыми остатками, например, бόльшая часть указанного в таблице количества технеция и платиновых металлов попадает в нерастворимые остатки (до 50%).
К НАО относят РАО, содержащие по радиоактивности не выше 4 ГБк/т для a-излучающих нуклидов и 12 ГБк/т по b/g-излучающим нуклидам.
Таблица 2.6.1
Дата: 2019-02-25, просмотров: 371.