СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
Основные положения учебных дисциплин:
«САПР»,
«САПР технологических процессов»
ОСНОВНЫЕ УСЛОВНЫЕ СОКРАЩЕНИЯ
АВТОПРИЗ - автоматизированное проектирование и изготовление;
АЛУ - арифметическое и логическое устройство;
АСУ - автоматизированная система управления;
БД - база данных;
БЗП - блок защиты памяти;
БКД - блок контроля и диагностики;
БС ОЗУ - блок сопряжения с оперативным запоминающим устройством;
БСП - блок системных прерываний;
ЕКТБ - единый комплект технологических баз;
КРЦ - конструкторская размерная цепь;
ЛП - локальная память;
ОЗУ - оперативное запоминающее устройство;
ОП - объект производства;
ОС - операционная система;
ПЗУ - постоянное запоминающее устройство;
ПП - производственный процесс;
ПРЕДМЕНЮ - предыдущее меню;
РАТП - размерный анализ технологического процесса;
РАЧД - размерный анализ чертежа детали;
РУ - регистр управления;
САПР - система автоматизированного проектирования;
СН - служебное назначение;
СУБД - система управления базами данных;
ТП - технологический процесс;
ТРЦ - технологическая размерная цепь;
УП - управляющая программа;
УУ - устройство управления;
ФО - формообразование;
ФОД - формообразующие движения;
ФОЭ - формообразующий элемент;
ЦП - центральный процессор;
ЧПУ - числовое программное управление;
ЭВМ - электронная вычислительная машина.
ВВЕДЕНИЕ В КУРС САПР
На современном этапе дисциплина «Системы Автоматизированного Проектирования» (САПР) официально обрела статус отдельной науки. Настоящий курс САПР определен исключительно как отрасль знаний, имеющая прикладное значение. В общем случае наименование « САПР » имеет неоднозначную трактовку, т.к. в этой дисциплине исследуются конфигурации отдельных систем и общие методы разработки программ, изучается применение программных продуктов и разрабатываются методики формализации задач САПР [1.1]. Каждое направление имеет специфический понятийный, методологический и математический аппарат. Отсюда, в качестве учебных (адаптированных к конкретной области деятельности) рекомендуются следующие курсы:
1. Освоение существующих систем автоматизированного проектирования;
2. Изучение существующих систем автоматизированного проектирования;
3. Изучение методов формализации традиционных способов решения задач;
4. Разработка систем автоматизированного проектирования.
Современные методы обучения, основанные на изложении большого количества разнообразных несистематизированных фактов, препятствуют формированию квалифицированного специалиста. С целью преодоления указанной тенденции и с учетом ограничений учебного плана настоящая дисциплина позволит студентам:
a) ознакомиться с некоторыми зарубежными и отечественными программными продуктами;
b) изучить методику создания локальных программных процедур САПР;
c) получить представление о типичных методах формализации решения отдельных проектных задач.
Цель изучения САПР
В области САПР действует ряд специалистов, связанных с этими системами различным образом. Прежде всего, это потребители результатов деятельности САПР и пользователи (операторы) программного продукта. С другой стороны, в создании САПР участвуют постановщики задач и непосредственные разработчики систем. Подготовка таких специалистов основана на различных базовых дисциплинах и зависит от их конечной ориентации на определенный вид основной деятельности (паспорт специальности).
При изучении дисциплины САПР студенты специальности Т 03.01.00 «Технология и оборудование машиностроительного производства» должны получить минимум необходимых знаний как основы углубленной подготовки для последующей деятельности в качестве:
a) пользователей глобального программного обеспечения САПР в области конструирования машин и разработки технологических процессов;
b) разработчиков локальных программ САПР;
c) постановщиков задач для пакетов САПР различного уровня.
Этимология САПР
Применение аббревиатур в наименованиях книг, статей, учебных пособий и дисциплин подразумевает знание этих сокращений тем контингентом, к которому обращен соответствующий материал. В связи с первым упоминанием сокращения САПР в учебном плане подготовки инженеров-механиков и необходимостью уточнения терминологии следует рассмотреть сущность наименования этой учебной дисциплины.
· СИСТЕМА - объект, обладающий сложным внутренним строением и функционирующий относительно обособленно от окружающей среды.
· АВТОМАТ - объект, функционирующий без непосредственного участия человека.
· ПРОЕКТ - модель реального объекта или процесса.
· ПРОЕКТИРОВАНИЕ - процесс разработки модели.
В свою очередь ГОСТ 23501.0-79 определяет САПР как организационно-техническую систему, выполняющую автоматизированное проектирование объектов и состоящую из комплекса средств автоматизации проектирования, взаимосвязанного с подразделениями проектной организации.
Базовые понятия
· ИНФОРМАЦИЯ - закодированное сообщение на материальном носителе (важнейшая категория моделирования).
· Существующее многообразие трактовок приводит к формированию определения, удобного для применения в дисциплине САПР. Предлагаемое определение основано на одной категорий диалектики - мышление:
a) если мышление не является продуктом физиологической деятельности человека, а мысль не находится в мозгу, то между субъектами осуществляются передача, а внутри субъекта - осознание кодированных сообщений;
b) осознание сообщений (относительно произвольная трактовка на основе интуиции) является исключительной способностью человека [1.4];
c) машинные системы только передают и преобразуют сообщения в другую форму;
d) наличие предметного словаря кодов и предикатов (логических высказываний о предмете) обязательно для преобразования сообщений;
e) передача сообщений осуществляется при помощи материальных носителей.
· МОДЕЛИРОВАНИЕ - создание упрощенного описания системы для облегчения анализа ее строения и поведения [1.5].
· С позиции САПР МОДЕЛИРОВАНИЕ - синтез упрощенного описания несуществующей системы (обеспечивающей достижение поставленной цели) на основе известных принципов и исходных данных.
· Один из способов описания модели системы - КОНФИГУРАЦИЯ, т.е. представление объекта в виде универсума (набора) внутренних элементов и структуры связей (отношений) между ними:
1) УНИВЕРСУМ - поименованный список элементов системы и их свойств без описания взаимоотношений между ними;
2) СТРУКТУРА - поименованный список взаимоотношений (связей) между элементами системы с обязательным указанием форматов и диапазонов «сигналов», а также связи системы с окружающей средой;
3) КОНФИГУРАЦИЯ изображается в виде графа, в котором элементы являются узлами, а связи выступают в роли ребер.
Вопросы для самопроверки
1. Объясните задачи и функции САПР.
2. Как в настоящем курсе понимается термин моделирование?
3. Как следует определять термин информация?
4. Дайте определение термина система.
5. Что входит в понятие конфигурация?
6. Дайте определение структуры и универсума.
7. В чем заключается функция машинных систем по преобразованию информации?
8. В какой подсистеме механосборочного завода используется САПР?
9. Что является окружающей средой САПР технологических процессов?
Литература
1.1. Системы автоматизированного проектирования. Учеб. пособие для втузов. В 9 кн., кн. Под ред. И.П. Норенкова. М., «Высшая школа», 1986.
1.2. Исследования по общей теории систем. Сб. переводов. Под ред. В.Н. Садовского и Э.Г. Юдина. М., «Прогресс», 1969.
1.3. Вентцель Е.С. Исследование операций. М., «Советское радио», 1972.
1.4. Афанасьев В.Г. Основы философских знаний. М., «Мысль», 1982.
1.5. Справочник по системотехнике. Под ред. Р. Макола. Пер. с англ. М., «Советское радио», 1970.
1.6. Горюшкин В.И. Основы гибкого производства деталей машин и приборов. Мн., «Наука и техника», 1984.
Технические средства САПР
К техническим средствам САПР относятся обязательные центральные и необходимые периферийные устройства ЭВМ. Определяющей тенденцией является широкое применение информационных сетей в разработке и использовании САПР. На понятийном уровне инженер-механик должен представлять возможности технических средств и требования, предъявляемые к результату деятельности соответствующей САПР. Наряду с задачами, которые при помощи ЭВМ не решаются или решаются медленно, существуют задачи, для решения которых оператор вообще не нужен. Рациональное разделение функций САПР между оператором и ЭВМ является наименее формализованной задачей проектирования и осуществляется на основе интуиции разработчика.
Таблица 2.1.
Технические средства ЭВМ
ГРУППЫ
УСТРОЙСТВА
· К оборудованию ЭВМ относятся:
a) центральные устройства - элементы конфигурации, необходимые для решения любых вычислительных и логических операций;
b) устройства оперативной связи - элементы конфигурации, предназначенные для контроля и воздействия оператора на работу с ЭВМ;
c) внешние запоминающие устройства (накопители) - элементы конфигурации, обеспечивающие долговременное хранение больших объемов информации;
d) устройства ввода-вывода - элементы конфигурации, призванные обеспечить создание твердых копий и ввод больших объемов информации в ЭВМ;
e) устройства машинной графики - элементы конфигурации, предназначенные для ввода и выполнения документов с графической информацией;
f) устройства теледоступа и сети - элементы конфигурации, обеспечивающие обмен информации между отдельными ЭВМ с различной пространственной удаленностью друг от друга;
g) устройства связи с технологическим оборудованием - специальные элементы конфигурации, предназначенные для соответствующего преобразования и передачи данных проектирования на технологическое оборудование с целью осуществления физического воздействия на объект производства.
· Условность классификации связана с возможностью использования указанных устройств в различных группах (например, возможности современных принтеров позволяют создавать высококачественные графические документы и т.п.).
· Значение некоторых терминов по таблице 2.1:
1) интерфейс - оборудование, сопрягающее каналы ввода-вывода с периферийными устройствами;
2) мультиплексор - оборудование, распределяющее время канала ввода-вывода между периферийными устройствами;
3) контроллер - оборудование, управляющее обменом информации между каналом ввода-вывода и периферийным устройством.
Конфигурация ЭВМ
· В настоящее время, в зависимости от технических параметров, условно различают: карманные компьютеры, персональные ЭВМ, рабочие станции, мини-ЭВМ, мэйнфреймы, суперЭВМ.
· К основным техническим параметрам ЭВМ относятся:
a) разрядность - форма представления чисел при выполнении вычислительных операций (2-х, 8-и, 16-ти, 32-х и т.д. -разрядные ЭВМ);
b) емкость оперативного запоминающего устройства (ОЗУ) - объем памяти с прямым электронным доступом (8 Мбайт, 16 Мбайт и т.д.);
c) тактовая частота - скорость выполнения элементарных операций внутри процессора;
d) тип центрального процессора;
e) мультимедийное оснащение.
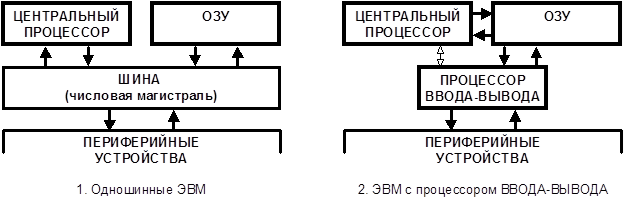
Рис. 2.2. Конфигурация ЭВМ
· Существенное влияние на скорость выполнения программ и стоимость ЭВМ оказывает ее конфигурация. Принято различать три типа конфигурации:
1) одношинные ЭВМ - компьютеры, в которых центральный процессор выполняет основные функции и обеспечивает операции ввода-вывода, причем его взаимодействие с ОЗУ и периферийными устройствами осуществляется через одну и ту же числовую магистраль (шина передачи данных);
2) ЭВМ с процессором ввода-вывода - в таких компьютерах центральный процессор постоянно взаимодействует с ОЗУ, а для обеспечения операций ввода-вывода применяется отдельный процессор. Вычисления в центральном процессоре прерываются только для передачи команды и адреса периферийного устройства (см. рис. 2.2);
3) комбинированные ЭВМ - с каналом массовой памяти, связывающим внешнее запоминающее устройство и ОЗУ. В этом случае управление периферийными устройствами осуществляет центральный процессор.
Операционная среда САПР
Реальная операция в ЭВМ представляет собой процесс пересылки двоичного кода из одного регистра памяти в другой. Все остальные функции, начиная от применения десятичных чисел до сложных функциональных зависимостей, представляют собой человекоориентированный комплекс программ, который выполняется в ЭВМ за счет преобразования указанных зависимостей до уровня реальных операций. Таким преобразованием в ЭВМ занимается операционная система (ОС). Кроме того, в состав ОС входит большое число программ-утилит для управления различными устройствами ЭВМ, а так же специальные программы доступа к информации.
Операционные системы
· Цель функционирования ОС:
1) обеспечение ввода-вывода данных и обработка ошибок;
2) загрузка программ-приложений;
3) обеспечение доступа к информации (к файлам);
4) обеспечение диалога.
· ОС - комплекс системных управляющих и обрабатывающих программ, предназначенных для эффективного использования всех ресурсов ЭВМ и удобства работы с ней.
· В общем случае в состав ОС входят:
a) программы диагностики различных устройств ЭВМ;
b) программы управления периферийными устройствами - драйверы;
c) файловая система;
d) экранные и текстовые редакторы;
e) командный язык;
f) прикладные программы - трансляторы языков программирования;
g) мультипрограммная система;
h) система коллективного пользования.
· Традиционно ОС классифицируют по следующим принципам:
1) назначение - ОС общего и специального назначения;
2) режим работы - однозадачные и мультипрограммные ОС;
3) взаимодействие с оператором - пакетные и диалоговые ОС;
4) количество рабочих мест - одно- и многопользовательские ОС;
5) распределение времени - ОС реального времени и ОС разделения времени [2.2].
Файл данных
· Файл - поименованная совокупность данных на физическом носителе, состоящая из логических записей, относящихся к одной теме.
· Формат файла - наименование и состав записей в файле.
· Управление файлами обеспечивает поиск, уничтожение, ввод и изменение записи.
· Виды доступа к записям:
a) последовательный - ввод и вывод записи осуществляется от первой до требуемой;
b) прямой - ввод и вывод требуемой записи осуществляется непосредственно по ее номеру.
· Для корректного использования файла его обозначение в общем виде описывается полной спецификацией, в состав которой входят:
1) наименование устройства, на котором располагается носитель с файлом;
2) код идентификации пользователя для запрещения несанкционированного использования данных;
3) имя файла;
4) тип или расширение файла;
5) номер версии или дата создания [2.3].
Конфигурация данных
· Для правильной ориентации служебных программ ОС и корректного выполнения арифметико-логических операций каждый операнд программы должен быть предварительно описан, как типом, так и структурой входящих в него данных.
· Типы (элементарная часть описания) данных операнда:
1) целый (INTEGER): 23; -567788 и т.п.;
2) вещественный (REAL): 23.567; -45890.8976 и т.п.;
3) символьный (CHAR): A; G; 3; + и т.п.;
4) булевский (BOOLEAN): true; false;
5) строковый (STRING): AS-56N*G13 и т.п.;
6) указатель (INDEX) - организация списков и ссылок для перемены адреса или порядка выполнения операций.
· Структура (полное описание) данных операнда:
a) константа (CONSTANT) - имя, тип, значение операнда неизменны в ходе выполнения программы;
b) переменная (VARIABLE) - имя, тип неизменны, значение операнда меняется в ходе выполнения программы;
c) массив (ARRAY) - общие и неизменные имя и тип, множество переменных значений;
d) запись (RECORD) - общее и неизменное имя, различный тип для каждой записи, значение поля записи меняется в ходе выполнения программы;
e) таблица - двухмерный массив записей;
f) стек - массив последовательного доступа («последний пришел - первый ушел»);
g) очередь - массив последовательного доступа («первый пришел - первый ушел»);
h) линейный список - массив с изменяемым (в ходе выполнения программы) количеством ячеек, удаление или ввод записей осуществляется при помощи ссылок;
i) фрейм - предоставляет возможность хранения и изменения не только данных, но и отношений между ними (основа баз знаний).
Понятие СУБД
· БД - совокупность взаимосвязанных данных, хранящихся совместно во внешней памяти ЭВМ.
· СУБД - программная система, обеспечивающая использование и ведение БД.
· СУБД предназначены для непротиворечивого, целостного, конфиденциального и не избыточного манипулирования данными, не связанного со способом их хранения в ЭВМ.
· Эффективность СУБД оценивается: по скорости доступа к данным, по объему используемой памяти, по простоте разработки прикладных программ.
· СУБД поддерживают три уровня описания данных, соответствующих:
1) физическому представлению данных в среде хранения (внутренняя схема БД);
2) общему логическому представлению всей совокупности данных (концептуальная схема БД);
3) частным представлениям данных с точки зрения конкретных пользователей (внешняя схема БД).
· Внутренняя схема БД обеспечивается системным программистом при помощи стандартных структур данных (массивы, записи, таблицы и т.п.).
· Концептуальная схема БД поддерживается администратором БД на основе моделей данных (иерархическая, сетевая, реляционная).
· Внешняя схема БД разрабатывается пользователем на основе концептуальной схемы с целью решения конкретной информационной задачи.
Классификация БД
· Классификация БД основана на правилах ее порождения и операциях с данными:
1) правила порождения БД выражаются языком описания данных;
2) операции с данными выражаются языком манипулирования данными.
· Модель данных - представление о предметной области в виде обозначенных данных и связей между ними.
· Обозначенные данные представлены во всех БД в виде записи, т.е. совокупности элементов, рассматриваемых пользователем как единое целое. Формат записи определяется как ее тип.
· Связи между данными отражают их группирование для совместного использования.
· При разработке БД следует различать следующие виды отношений между данными: «один к одному», «один ко многим», «многие к одному», «многие ко многим».
· С точки зрения связи данных запись представляет собой некоторое количество элементов данных, связанных отношением «один к одному».
· Чаще всего в СУБД используют иерархическую, сетевую и реляционную модели данных:
1. Иерархическая - модель данных, в которой для подчиненной записи может существовать только одна исходная. Такая модель наиболее проста для СУБД, однако ее использование приводит к избыточности и возможному нарушению непротиворечивости БД;
2. Сетевая - модель данных, в которой для подчиненной записи может существовать более одной исходной. Стандартные СУБД поддерживают только связи типа «многие к одному», а требуемый тип «многие ко многим» обеспечивается искусственно за счет одновременного использования связей типа «один ко многим» и дополнительного типа записей;
3. Реляционная - модель данных, определяемая совокупностью двухмерных таблиц отношений, состоящих из кортежей (записей по аналогии с иерархической и сетевой моделью). В состав реляционной модели данных входят отношения элементов записей между собой и отношения между записями. Табличный метод записи отношений позволяет при помощи реляционной модели имитировать иерархическую и сетевую модели. Реляционная модель удобна для применения и позволяет работать с БД непосредственно через СУБД, не создавая специальных прикладных программ [2.1].
· Следует отметить, что приведенная классификация относится в большей степени к СУБД, чем к БД.
Вопросы для самопроверки
1. Назовите основные элементы конфигурации САПР.
2. Изобразите конфигурацию центрального процессора ЭВМ.
3. Укажите отличительные черты различных конфигураций ЭВМ.
4. Какие устройства ЭВМ считаются периферийными?
5. Что такое информационное обеспечение?
6. Как классифицируются модели данных в системах управления базами данных?
7. Что такое система управления базами данных?
8. Какие задачи решаются при разработке лингвистического обеспечения САПР?
9. Назовите принципы классификации языков программирования.
10.В чем состоит отличие типов и структур данных?
11.Назовите основные методы вычисления.
12.Изобразите конфигурацию параметрического цикла, организованного при помощи следования и ветвления.
13.Какие задачи выполняет транслятор языка программирования?
14.Что такое математическое обеспечение САПР?
15.В чем заключаются функции операционных систем?
16.Изобразите конфигурацию обработки пользовательской задачи в операционной системе.
17.Дайте определение термину файл.
18.Назовите основные преимущества и недостатки WINDOWS.
19.Что такое программа-оболочка?
20.Что такое методическое обеспечение?
Литература
2.1. Системы автоматизированного проектирования. Учеб. пособие для втузов. В 9 кн., кн. Под ред. И.П. Норенкова. М.: «Высшая школа», 1986.
2.2. Брябрин В.М. Программное обеспечение персональных ЭВМ. М.: «Наука», 1988.
2.3. Фодор Ж., Бонифас Д., Танги Ж. Операционные системы для IBM PC: Пер. с французского. М.: «Мир», 1989.
2.4. Прайс Д. Программирование на языке Паскаль. М., «Мир», 1987.
2.5. Гринберг Ф., Гринберг Р. Самоучитель программирования на входном языке СУБД dBASEIII: Пер. с английского. М.: «Мир», 1989.
ПРИЛОЖЕНИЯ WINDOWS В САПР
Операционная среда WINDOWS предназначена для удобного применения ЭВМ пользователями различного уровня. Важнейшей положительной чертой WINDOWS является широкий спектр специализированных приложений, оснащенных единым «дружественным» интерфейсом. Большинство приложений в WINDOWS может быть освоено не квалифицированными пользователями (приложения имеют значительно более широкие возможности, рассчитанные на опытных операторов). Существенное преимущество приложений заключается в простоте операций по обмену данными между ними (см. п.п. 2.3.4). К наиболее известным приложениям WINDOWS относятся:
· «WORD» - текстовый редактор для оформления документов различного назначения;
· «EXCEL» - табличный редактор с встроенными функциями вычислительных операций и создания графических образов результатов вычислений;
· «ACCESS» - приложение по разработке реляционных БД и создания соответствующих СУБД;
· «STATISTICA» - программная система, предназначенная для выполнения статистического анализа результатов в экспериментальных исследованиях;
· «ADOBE PHOTOSHOP», «CORELDRAW» - пиксельный и векторный графические редакторы, предназначенные для оформления графических документов и т.д.
Все вышеперечисленные приложения допускают обмен и применение данных, полученных в других приложениях. Так, например: в текстовый документ можно поместить фотографию и рисунок, выполненные в графических редакторах, а также вставить в текст таблицы и графики результатов экспериментальных данных из табличного редактора и т.п.
С точки зрения непосредственного использования в технологическом проектировании наиболее перспективным является использование текстового и табличного редакторов, а также применение приложения STATISTICA для экспериментальной оценки новых технологий.
Оформление документации при помощи редактора «WORD»
· В современных условиях на большинстве машиностроительных предприятий часто отсутствуют САПР технологических процессов, оснащенные встроенными редакторами для оформления документов по технологической подготовке производства.
· Большой объем технологического документооборота связан с большим количеством подсистем современного предприятия, влияющих на реализацию производственного процесса. В ходе технологической подготовки рационального производства серийной продукции необходимо создать комплекс следующих документов:
a) маршрутные (операционные) карты технологических процессов;
b) сводную таблицу инструментов;
c) карты наладки оборудования;
d) карты раскладки инструментов;
e) ведомость оборудования;
f) ведомость оснастки и т.п.
· Все указанные документы имеют строго регламентированный формат, а характер их заполнения существенно влияет на соблюдение технологической дисциплины и качество конечной продукции.
· Применение текстового редактора с незначительным количеством макрокоманд, известных технологу-оператору, позволяет:
1) повысить производительность проектирования;
2) сократить количество ошибок при заполнении технологических документов;
3) осуществлять обмен данными между различными документами без потери качества информации;
4) хранить большой объем технической информации;
5) иллюстрировать некоторые операции рисунками.
· Текстовый редактор WORD позволяет осуществлять операции:
a) ввод, редактирование, проверка грамматики и орфографии текста;
b) форматирование текста в соответствии с требованиями;
c) создание и заполнение таблиц;
d) вставка в документ различных формул, таблиц и символов;
e) изменение шрифтов и языка документа;
f) выполнение, редактирование и вставка рисунков в документ.
· Меню текстового редактора содержит следующие основные блоки:
1) «ФАЙЛ» - позволяет сохранять и выводить документы, печатать результат работы, устанавливать параметры страниц, шаблоны и т.д.;
2) «ПРАВКА» - обеспечивает удаление результата ошибочного редактирования, осуществление поиска и исправления части текста и т.п.;
3) «ВСТАВКА» - позволяет вводить в документ оригинальные символы, файлы, рисунки, базы данных, номера страниц, время изготовления документа;
4) «ФОРМАТ» - обеспечивает автоматическое форматирование документов в соответствии с указанным методом, изменение шрифтов, нумерацию списков и т.п.;
5) «СЕРВИС» - позволяет использовать дополнительные функции, связанные с орфографией и грамматикой, осуществлять создание индивидуальных пользовательских команд и т.д.;
6) «ТАБЛИЦА» - обеспечивает пользователя возможностью создания и заполнения таблицы требуемого формата;
7) «ВИД» - позволяет осуществить организацию «окна» с клавишным меню и разметкой документа [3.1].
· Дополнительные редактор обеспечивает пользователя средствами выделения важных частей документа методом штриховки, цветовой полосой или рамкой.
· Специальное меню в редакторе WORD предназначено для выполнения несложных рисунков (но не чертежей) в тексте документа.
· Особые возможности предоставляет команда «Сохранить как...», которая позволяет автоматически преобразовать текстовый файл «*. doc» в другие форматы, в том числе и форматы ОС DOS.
· В производственных условиях рекомендуется использовать текстовый редактор для оформления твердых копий технологических карт, ведомостей и таблиц различного назначения. С целью упрощения работы операторов предлагается первоначально разработать комплекс защищенных форматов (шаблоны) документов и установить связи с другими редакторами для обмена данными.
Вопросы для самопроверки
1. Назовите основные функции текстового редактора WORD.
2. Какие задачи технологического проектирования могут быть решены при помощи текстовых редакторов?
3. Назовите задачи, которые можно решать при помощи табличного редактора EXCEL.
4. В какой области технологической подготовки производства следует применять табличные редакторы?
5. Назовите основные команды меню редакторов WORD и EXCEL.
Литература
3.1. Пискунович В.П. и др. Методические указания по теме «Текстовый редактор WORD для WINDOWS». Витебск: ВГТУ, 1997.
3.2. Пискунович В.П. и др. Методические указания по теме «Электронные таблицы EXCEL 5.0». Витебск: ВГТУ, 1997.
ГРАФИЧЕСКИЕ РЕДАКТОРЫ
Образное непрерывное визуальное восприятие человеком окружающей среды принципиально отличается от дискретно-символьных данных, которыми оперирует ЭВМ. Тем не менее, все существующие «дружественные» интерфейсы созданы на основе широкого применения графических изображений на экране монитора. Все графические редакторы подразумевают пользование некоторым набором визуализированных графических примитивов, имеющих соответствующую машинно-кодовую интерпретацию. Результат применения графических редакторов создается на экране и в виде твердых копий. Стоимость графических пакетов традиционно высока, что связано с трудностями программных преобразований визуальных графических примитивов в дискретную форму хранения и преобразования данных процессором ЭВМ.
Область применения
· Использование графических редакторов существенно снижает трудозатраты на разработку широкого спектра проектов, связанных с визуализацией информации.
· В общем случае существующие графические редакторы предназначены для изготовления иллюстративных материалов различного назначения:
a) создание рисунков и картин в сфере изобразительного искусства;
b) оформление иллюстраций в книгоиздательстве и полиграфической промышленности;
c) разработка рекламы и дизайн проектов;
d) оформление плакатов для докладов и презентаций;
e) изготовление картографической продукции;
f) создание мастер-макетов штампов и печатей;
g) обработка фото и кинодокументов;
h) графическое оформление различных документов специального назначения;
i) разработка рабочих чертежей продукции в машиностроении, строительстве и т.п.;
j) создание образов изделий для подготовки их производства.
· В зависимости от области применения все известные графические редакторы могут быть условно разделены на три группы:
1) системы, предназначенные для изготовления иллюстративной и художественной продукции. Такие системы отличаются специфическими свойствами, позволяющими конечным пользователям применять традиционные изобразительные методы визуализации объектов («Photoshop», «LivePix», «CorelDRAW»);
2) системы машинной графики для визуализации и создания твердых копий конструкторской документации (чертежей, эскизов и т.п.). Эти системы отличаются от художественных пакетов методами создания документов и точностью графических примитивов («Auto-CAD», «T-Flex», «SolidWorks»);
3) специальные программные системы (см. п.п. 2.1.1) АВТОПРИЗ, предназначенные для разработки технологических документов и программ ЧПУ технологического оборудования. По определению, такие системы создают образ изделия с низкой степенью абстракции. Сложность и/или низкая универсальность систем АВТОПРИЗ связаны с технологической ориентацией построения и состава графических примитивов.
· В конструкторской и технологической подготовке производства в основном применяются конструкторские векторные графические пакеты и системы АВТОПРИЗ.
Форма представления объекта
· Возможности, сложность и стоимость графических редакторов существенно зависят от применяемой модели геометрического представления изображаемого объекта.
· Существующая классификация геометрического представления объекта предусматривает 4 группы моделей:
1) двухмерные модели, которые позволяют создавать и преобразовывать плоские изображения на основе простых графических примитивов;
2) каркасные модели, в которых хранятся координаты вершин и соединяющие их ребра. При использовании таких моделей, возможно возникновение неоднозначного описания объекта;
3) поверхностные модели, которые позволяют описывать внешние поверхности тел. Такие модели часто добавляются к каркасным, что также приводит к неоднозначности описания;
4) твердотельные (объемные) модели обеспечивают логическую связность всей геометрической информации об изображаемом объекте. Наиболее полные геометрические модели.
· Выбор определенной группы и конкретной геометрической модели высокого уровня зависит от возможности выполнения следующих требований:
a) графическая модель не должна противоречить реальному объекту;
b) должно быть допустимо проектирование целостной модели объекта;
c) должна быть обеспечена возможность вычисления ряда геометрических величин (объемов и т.п.);
d) должны быть предусмотрены различные дополнительные функции (подготовка программ для ЧПУ, расчет конструкций и т.д.).
· С позиции конечного пользователя более удобной классификацией является разделение графических пакетов по признаку внешнего представления изображаемого объекта:
1) двухмерные системы, которые обеспечивают моделирование плоских объектов любой сложности;
2) псевдотрехмерные системы, которые позволяют создавать модели объектов, заданных перемещением или вращением двухмерной модели;
3) трехмерные системы, обеспечивающие создание объемных твердотельных моделей реальных объектов (SolidWorks).
· Преимущества трехмерных графических систем:
a) наиболее точное соответствие реальным объектам;
b) возможность разработки и вычисления дополнительных изображений объекта (виды, сечения, разрезы и т.п.);
c) возможность использования: для технологического проектирования (САПР ТП), для разработки программ для ЧПУ, для проектирования технологической оснастки.
ВЫЧИСЛИТЕЛЬНАЯ МОДЕЛЬ ИЗОБРАЖАЕМОГО ОБЪЕКТА ПРЕДНАЗНАЧЕНА ДЛЯ ПОДГОТОВКИ ПРОИЗВОДСТВА, А ВИЗУАЛИЗАЦИЯ - ДЛЯ ЗРИТЕЛЬНОГО ВОСПРИЯТИЯ МОДЕЛИ ПОЛЬЗОВАТЕЛЕМ.
Меню редактора Auto-CAD
· В общем случае редактор обеспечивает пользователя следующими видами меню ввода команд:
a) основное меню («Main Menu») обеспечивает доступ к различным модулям системы и позволяет настроить систему для работы;
b) «корневая» страница экранного меню («Root Menu») обеспечивает доступ ко всем командам редактора;
c) падающее меню применяется для ввода важнейших команд редактора и не зависит от иерархии структуры экранного меню;
d) кнопочное меню дигитайзера («мышь») настраивается пользователем для выполнения наиболее часто используемых команд;
e) планшетное меню используется при работе с планшетной системой ввода и представляет собой часть рабочей зоны планшета, отведенной для ввода команд;
f) существует возможность ввода команд в командной строке;
g) графические меню (включаются для некоторых операций) предоставляют пользователю возможность выбора команды не по наименованию, а по графической пиктограмме;
h) некоторые команда редактора выполняются в среде диалоговых окон.
· Современные версии Auto-CAD, работающие в операционной среде WINDOWS, обеспечивают пользователя стандартным «дружественным» интерфейсом и допускают индивидуальную настройку меню.
· ЭКРАННОЕ меню построено по иерархическому принципу, по которому сами команды занимают нижний ранг обращения, а вся надстройка обеспечивает более систематизированный поиск. Следует отметить, что конфигурация меню весьма сложна для запоминания, но ее знание необходимо для корректной работы с редактором. Все сегменты экранного меню построены по единым правилам. Кроме собственно команд в каждом сегменте находятся специальные служебные операции:
1) «Auto-CAD» - обеспечивает возврат к корневой странице и выключает выполнение текущей команды;
2) «* * * *» - вызывает меню объектной привязки и возвращает в предыдущую страницу;
3) «ПРЕДМЕНЮ» - осуществляет возврат на предыдущую страницу;
4) все строки меню, набранные заглавными буквами и не заканчивающиеся двоеточием, переводят поиск на подчиненную страницу меню.
· ПАДАЮЩЕЕ меню состоит из следующих основных страниц:
a) «Файл» - команды этой страницы обеспечивают пользователя возможностью обмена, сохранения и преобразования результатов работы (запись, экспорт, импорт, открытие, печать и т.п.);
b) «Рисуй» - содержит команды построения графических примитивов различными способами (точка, дуга, отрезок, круг и т.д.);
c) «Редактор» - содержит специальные команды, которые позволяют изменять ранее созданные графические примитивы при помощи корректных математических методов (удаление, удлинение, поворот, перенос и т.п.);
d) «Режимы» - содержит команды, позволяющие упростить построение графических моделей в поле чертежа (сетка, орта и т.д.);
e) «Дисплей» - содержит команды, которые позволяют изменять визуализацию чертежа (увеличение, уменьшение, регенерация изображения и т.п.);
f) «Средства» - содержит команды корректного объединения графических примитивов (объектная привязка) и вывода справок (площади, координаты, масса и т.д.);
g) «Построение» - содержит команды создания новых примитивов на основе уже построенной части чертежа (копия, массив, подобие и т.п.).
· Важнейшей положительной чертой редактора Auto-CAD является возможность корректного геометрического соединения графических примитивов по специальным командам «Объектные привязки». Методы этих команд позволяют однозначно ориентировать новые примитивы относительно реперных точек, ранее построенных примитивов (конечная точка, середина, центр, касательная, нормаль, пересечение и т.д.).
· Команды ПАДАЮЩЕГО меню повторяют команды ЭКРАННОГО меню.
Встроенный язык Auto-Lisp
· Особые возможности пользователю предоставляет встроенный язык Auto-Lisp, который позволяет:
a) вводить дополнительные функции в графический редактор;
b) создавать специализированные команды макросы, объединяющие несколько системных функций редактора;
c) разрабатывать и использовать новые команды персонифицированного меню;
d) использовать графические и аналитические базы данных;
e) выполнять технические расчеты конструкции (прочность, вес, оптимизация и т.п.);
f) применять параметрические построения новых сложных графических примитивов на основе типового чертежа;
g) обеспечить связь редактора Auto-CAD с другими программными системами для создания комплексной САПР конструктора [4.4].
· Редактор проблемно-ориентированного языка Auto-Lisp разработан на фирме Autodesk Ltd. на языке «C» и является интерпретатором.
· Более существенное использование встроенных языков связано с организацией автоматизированного:
1) принятия решений в ходе проектирования;
2) создания комплекса рекомендаций и подсказок разработчику при конструировании узлов и деталей;
3) ускоренного проектирования стандартного машиностроительного и другого оборудования (электродвигателей, несущих конструкций и т.п.).
4.2.4 Формат файла стандартного графического обмена «*.dxf»
· База данных чертежа Auto-CAD формируется и сохраняется в сжатом виде в формате файла « *.dwg».
· Для обеспечения анализа и дальнейшего применения данных, полученных при графическом моделировании в Auto-CAD, а также для визуализации и преобразования в Auto-CAD чертежей, выполненных при помощи других программных продуктов, применяется специальный формат файла стандартного графического обмена (*. dxf).
· DXF-файлы являются текстовыми файлами в коде ASCII, которые могут быть преобразованы в форматы других систем САПР.
· Конфигурация DXF-файла представляет собой совокупность следующих разделов:
a) «Header» (ЗАГОЛОВОК) - содержит общую информацию о чертеже: номер версии Auto-CAD, формат углов, округление размеров и т.п.;
b) «Tables» (ТАБЛИЦЫ) - содержит определения элементов чертежа: типы линий, слои, гарнитуры шрифтов, системы координат и т.д.;
c) «Blocs» (БЛОКИ) - содержит графические примитивы, входящие в каждый блок чертежа;
d) «Entities» (ПРИМИТИВЫ) - содержит графические примитивы основного рисунка;
e) «End Of File» (КОНЕЦ ФАЙЛА) - обозначает окончание файла данных чертежа.
· Вся информация в DXF-файлах представлена в виде групп из двух строк: код группы, значение группы в формате, который зависит от кода.
· Графические примитивы всегда вводятся с помощью кода «0» и описываются в последовательности: тип примитива, координаты реперных точек, специальная дополнительная информация. Например, для основных примитивов:
1) «Точка» - POINT (тип) _X,Y,Z (координаты), A (угол для системы координат);
2) «Отрезок» - LINE (тип)_X1,Y1,Z1 (начало), X2,Y2,Z2 (конец);
3) «Окружность» - CIRCLE (тип)_X,Y,Z (центр), R (радиус) и т.п.
· Формат DXF-файлов организован таким образом, чтобы их программная обработка не вызвала затруднений у пользователей [4.3].
Вопросы для самопроверки
1. Как классифицируются графические редакторы в зависимости от области применения?
2. Как классифицируются графические редакторы в зависимости от типа представления информации?
3. Как классифицируются графические редакторы в зависимости от формы представления объекта?
4. Дайте определение графического пакета Auto-CAD.
5. Назовите основные блоки «падающего» меню в редакторе Auto-CAD.
6. В чем состоят функции блока команд «Объектные привязки»?
7. Какие задачи призван решать встроенный язык «Auto-Lisp»?
8. Какие функции возложены на DXF-файлы?
9. В чем заключаются преимущества систем АВТОПРИЗ?
10.Каких ограничений необходимо придерживаться при разработке изображения в редакторе Auto-CAD для его последующего использования в системе АВТОПРИЗ?
Литература
4.1. Гардан И., Люка М. Машинная графика и автоматизация проектирования: Пер. с французского. М.: «Мир», 1987.
4.2. Свирский Д.Н., Сухиненко Б.Н., Козинец Д.Г. Универсальная компактная лазерная производственная система. Тезисы докладов II международной НТК - Взаимодействие излучений с твердым телом. Мн.: БГУ, 1997.
4.3. АВТОКАД. Руководство пользователя. Пер. с английского. London: Autodesk LTD., 1989.
4.4. Кренкель Т.Э., Коган А.Г., Тараторин А.М. Персональные ЭВМ в инженерной практике. Справочник. М.: «Радио и связь», 1989.
4.5. Сухиненко Б.Н., Кучинский С.П. Компьютерная подготовка данных для производства сложно профильных изделий. Тезисы докладов XXVIII НТК и НМК ВГТУ. Витебск: ВГТУ, 1995.
ФОРМАЛИЗАЦИЯ ПРОЕКТИРОВАНИЯ
Формализация решения задачи, для которой предназначается САПР, является первым и важнейшим этапом разработки программных систем. В развитых странах трудозатраты постановщиков задач (инженеров, формализующих задачу САПР) оцениваются на порядок выше, чем трудозатраты программиста. Кроме того, в настоящее время все САПР проверяются постановщиками вручную, т.к. возможности имитационного моделирования, во-первых, достаточно ограничены, а во-вторых, позволяют имитировать процессы, модели которых заранее разработаны традиционными методами.
На теоретическом уровне представляется возможным считать каждую, традиционно решаемую задачу проектирования достаточно формализованной, однако узкие специалисты часто не в состоянии изложить методику своего поведения при решении обычной для них задачи. Cуществующие разработки в области теории проектирования имеют частный характер или представляют собой модели, имеющие только концептуальное соответствие реальным процессам.
Разработчик САПР сталкивается с проблемой формализации решения поставленной задачи, которую преодолевает самостоятельно, основываясь на собственных знаниях, а также используя опыт и интуицию традиционных проектировщиков. В рамках настоящей дисциплины формализации подвергается методика проектирования ТП механической обработки. Область исследований весьма обширна, а ее границы настолько размыты, что в рамках учебного плана представляется возможным продемонстрировать отдельные примеры и методы формализации некоторых этапов технологического проектирования. Прежде всего, это касается понятий, определения которых принципиально отличаются от традиционных, не соответствующих реальным объектам.
Проблемы технологов
· Проблемы технологов состоят:
a) в выявлении замыкающих размеров, точность которых следует обеспечить на всех операциях ТП;
b) в определении необходимой точности составляющих звеньев ТРЦ для каждой операции ТП.
· Алгоритм обеспечения требуемого качества машин на стадии технологического проектирования:
1) определить задачи, подлежащие решению на каждой операции ТП, т.е. выявить все замыкающие звенья для каждой операции;
2) построить все ТРЦ для каждой операции, позволяющие решить поставленные задачи, ïðè÷åì в каждую цепь вводятся только те размеры, которые являются составляющими звеньями (т.е. оказывают влияние на величину и погрешность замыкающего звена этой технологической размерной цепи);
3) определить методы обработки или сборки, обеспечивающие выполнение условий по п.п. 5.4.1.
4) рассчитать все ТРЦ для каждой операции и проверить замыкающие звенья на соответствие требуемой точности.
· На рис. 5.6 показан пример традиционного проектирования технологической операции получения размера A т D без учета влияния обработки на другие размеры ОП.
· Разработанная схема базирования, обеспечивая точность размера A т D, приводит к увеличению погрешности размеров B т D, С т D, D т D, причем для последнего эта величина весьма существенна, т.к. один из составляющих размеров (D т 3) имеет погрешность, полученную на заготовительной операции.
· В указанной ситуации нарушение точности размеров вызовет:
a) неравномерность припуска (B т D), которая возникает при последующей обработке отверстия;
b) снижение прочности стыка при установке детали в узле (C т D);
c) непредсказуемое изменение глубины кармана (D т D).
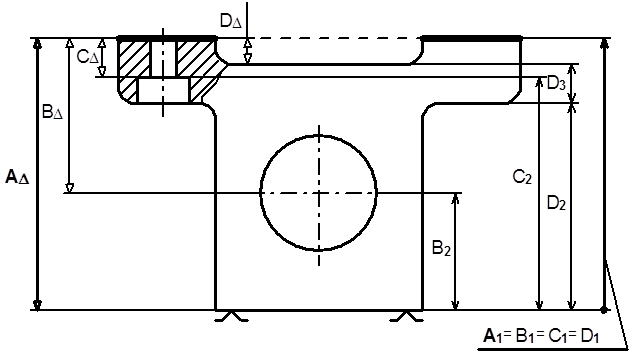
Рис. 5.6. Формирование размеров ОП при обработке одной поверхности
A D - межоперационный размер, точность которого технолог обеспечивает при проектировании текущей операции обработки основания детали; A1 - размер настройки, позволяющий получить требуемую точность размера A D; BD, CD, DD - размеры, которые фактически формируются при обработке основания одновременно с размером A D; B1, C1, D1 - составляющие размеры соответствующих ТРЦ (равны размеру настройки - A1); B2, C2, D2, D3 - составляющие звенья соответствующих размерных цепей, полученные на предыдущих операциях ТП
Размерный анализ чертежа детали (РАЧД)
РАЧД необходим для правильной простановки размерных параметров (номиналы, допуски и т.п.) на чертеже детали. Цель РАЧД - корректная постановка задачи перед технологом.
· С позиции использования в технологических расчетах различие между шероховатостью, макрогеометрией, допусками и размерами недопустимо.
· Все размеры имеют номинальное значение (несоосность = 0).
· Отверстия описываются размерными параметрами по 2 координатам (для глухих - дополнительно глубина) и диаметру.
· Все размеры (в том числе и свободные по чертежу) описываются конструкторскими допусками.
· Проверка и исправление размерных схем чертежа осуществляется по каждой из трех координат последовательно по следующим правилам:
1) разрыв замкнутых контуров;
2) удаление лишних связей (кроме одной) между обработанными и необрабатываемыми поверхностями;
3) присоединение оторванных поверхностей (групп поверхностей) [5.6].
Разработка единого комплекта технологических баз (ЕКТБ)
ЕКТБ разрабатывается с целью упрощения процессов проектирования ТП и оснастки.
· ЕКТБ используется для большинства, но не для всех операций ТП.
· ЕКТБ должен разрабатываться для каждого этапа ТП отдельно.
· Необходимость изменения схемы базирования в процессе обработки возникает по следующим причинам:
1) прерывание процесса механической обработки химико-термическими операциями;
2) использование различного оборудования для предварительной и чистовой обработки ОП;
3) невозможность получения требуемой точности без смены баз;
4) многократная обработка «базы» (при механической обработке у каждой поверхности ОП, по мере ее уточнения, изменяются размеры и расположение относительно других поверхностей).
· ЕКТБ обеспечивает ориентацию ОП относительно всех координатных плоскостей.
· При разработке отдельных элементов (баз) ЕКТБ применяются единые правила:
a) элементом ЕКТБ чаще (»70%) становится поверхность с большим числом размерных связей;
b) в подавляющем большинстве случаев (»90%) элементами ЕКТБ являются обработанные поверхности;
c) при выборе элемента ЕКТБ следует учитывать наиболее жесткие абсолютные и средние требования, предъявляемые к размерным связям поверхностей ОП;
d) при анализе следует учитывать возможность использования поверхностей в качестве того или иного элементарного типа баз;
e) после соответствующего ранжирования всех поверхностей ОП по трем координатным осям их отбор осуществляется при совместном анализе с позиции габаритов, формы и удобства использования в качестве элемента ЕКТБ.
Вопросы для самопроверки
1. В чем заключается особенность процесса проектирования?
2. Назовите задачи технолога.
3. Какими характеристиками определяется сложная техническая система?
4. Опишите связь процесса технологического проектирования с окружающей средой.
5. Назовите задачи, которые описываются различными видами конфигурации.
6. Дайте определение формообразования.
7. Объясните определение технологического процесса.
8. Дайте определение объекта производства.
9. Изобразите модель производственного процесса.
10.Изобразите конфигурацию индивидуального проектирования технологического процесса.
11.Почему объем и качество технологической информации не зависит от типа производства?
12.Дайте определение детали.
13.Объясните состав универсальной проектной процедуры.
14.Объясните последовательность синтеза маршрута обработки типовых поверхностей.
15.Дайте понятие точности.
16.В чем заключаются отличия замыкающих и исходных звеньев размерных цепей?
17.Поясните последовательность расчета технологических размерных цепей.
18.Объясните алгоритм обеспечения качества на стадии проектирования.
19.Как следует проверять и исправлять размерные схемы чертежей деталей?
20.Объясните последовательность размерного анализа технологического процесса.
21.Какие размеры являются замыкающими и составляющими звеньями технологических размерных цепей?
22.Что такое базирование?
23.Дайте определение реперных и опорных точек.
24.Что такое погрешность базирования?
25.Изобразите элементарные типы баз.
26.Какие правила следует соблюдать при выборе единого комплекта технологических баз?
27.Укажите последовательность разработки схемы базирования.
28.Назовите задачи базирования на первых операциях.
29.Назовите проблемы формализации синтеза маршрута обработки детали.
Литература
5.1. Балакшин Б.С. Основы технологии машиностроения. М.: «Машиностроение», 1969.
5.2. Цветков В.Д. Системно-структурное моделирование и автоматизация проектирования технологических процессов. Мн.: «Наука и техника», 1979.
5.3. ГОСТ 3.1121-84. Общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции). М.: «Госстандарт», 1988.
5.4. Горюшкин В.И. Основы гибкого производства деталей машин и приборов. Мн.: «Наука и техника», 1984.
5.5. Махаринский Е.И., Горохов В.А. Основы технологии машиностроения. Мн.: «Вышейшая Школа.», 1997.
5.6. Солонин И.С., Солонин С.И. Расчет сборочных и технологических размерных цепей. М.: «Машиностроение», 1980.
5.7. Махаринский Е.И., Сухиненко Б.Н. Базирование и базы в машиностроении. В сборнике научных трудов ВГТУ. Витебск: ВГТУ, 1995.
5.8. Медведев В.А. Развитие научных основ теории базирования. В сб. Современные пути повышения производительности и точности металлообрабатывающего оборудования и автоматизации технологических процессов в машиностроении. М.: «МосСТАНКИН», 1980.
Графическое кодирование
· Визуализация и кодирование графической информации предназначены, соответственно, для зрительного восприятия образа детали разработчиком и для использования полученной информации в дальнейшем автоматизированном проектировании.
· Графическое кодирование поверхностей деталей разделяется на двухмерное, псевдотрехмерное и трехмерное:
1) двухмерная визуализация традиционно применяется конструкторами для изображения трехмерных деталей;
2) двухмерные (плоские) и псевдотрехмерные (валы) детали ограниченно применяются в машиностроении, следовательно, использование двухмерного кодирования поверхностей незначительно;
3) псевдотрехмерное кодирование позволяет без искажений фиксировать информацию о поверхностях, которые не изменяют форму по третьей координатной оси (большинство поверхностей стандартных деталей). Этот метод находит наиболее широкое применение;
4) трехмерное кодирование позволяет кодировать тела (детали) с любой сложностью пространственной формы. Наиболее дорогое и универсальное кодирование - может использоваться на всех этапах преобразования информации от маркетинга до изготовления машины.
Знаковое кодирование
· Знаковое кодирование - обеспечивает ввод исходной информации (в САПР) о поверхностях детали посредством замены их отличительных графических признаков на знаковые модели.
· Классификация знакового кодирования:
1) кодирование элементарных геометрических поверхностей;
2) кодирование конструктивных элементов деталей;
3) кодирование технологически ориентированных поверхностей (групп поверхностей) детали.
· Каждому методу классификации присущи определенные недостатки:
a) при формообразовании элементарных поверхностей возникают дополнительные поверхности, вид и характер которых зависит от кинематики ФОД и особенностей режущей части инструментов. Одна элементарная поверхность обеспечивает выполнение СН только в сочетании с другими аналогичными поверхностями;
b) использование конструктивных элементов при кодировании не гарантирует однозначного выбора технологических методов для их ФО. Все известные конструкторские классификаторы деталей не связаны с технологией их изготовления;
c) проблемы применения технологически ориентированных поверхностей для кодирования исходной графической информации связаны: с низкой универсальностью, сложностью кода, необходимостью предварительного технологического анализа конструкции.
· На современном этапе наиболее широко применяется метод кодирования технологически ориентированных поверхностей (рис. 6.1).
Алгоритмизация кодирования
· Алгоритмизация кодирования позволяет упростить процедуру запоминания большого количества кодов и ослабить влияние качества технологической подготовки оператора САПР ТП на качество проектов.
· Для деталей типа вал рекомендуется использовать 3-значный код и кодировать поверхности следующим образом: 1 знак - тип, 2 знак - вид и 3 знак - порядковый номер поверхности. Например:
a) 11* - гладкая наружная цилиндрическая поверхность;
b) 24* - фаска на осевом отверстии;
c) 63* - шпоночный сегментный паз и т.д.
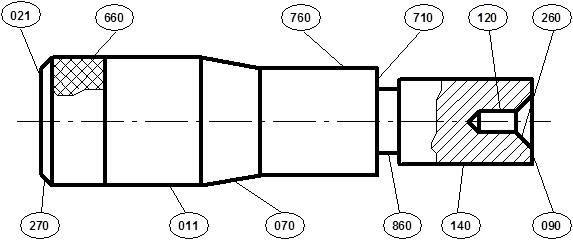
Рис. 6.1. Знаковое кодирование комплексной детали
021, 710, 090 - торцы; 270, 070 - наружные фаски; 011, 760, 140 - наружные цилиндрические поверхности и т.п.
· В этом случае кодирование по Рис. 6.1 представляет собой:
1) для наружных цилиндрических поверхностей: 011 - 111, 760 - 112, 140 - 113;
2) для наружных фасок: 270 - 131, 070 - 132;
3) для торцевых поверхностей: 021 - 711, 710 - 712, 090 - 713 и т.п.
· Для корпусных деталей следует использовать 5-значный код, в котором:
a) 1 знак - направление доступности инструментом или грань детали;
b) 2 знак - тип поверхности;
c) 3 знак - особенности поверхности (открытая, закрытая и т.п.);
d) 4 знак - вид поверхности;
e) 5 знак - порядковый номер поверхности одного типа и вида.
Функциональные модули
· Метод кодирования конструкторской (впоследствии технологической) графической информации при помощи функциональных модулей представляет собой иерархическую структуру восходящего описания графической информации от элементарной поверхности до детали включительно.
· Основное преимущество функциональных модулей состоит в жесткой связи между функцией модуля и его геометрическими параметрами (габариты, точность, уравнение формы и т.п.).
· Метод кодирования детали на основе соответствия технологических приемов и конструктивных параметров поверхности.
· Функциональный модуль - одна или несколько поверхностей, выполняющих одно и то же служебное назначение.
· К функциональным модулям относятся только те поверхности, которые играют роль исполнительных или основных и вспомогательных баз.
· До 70% поверхностей реальных деталей являются «следом» технологических методов и не представляют собой функциональных модулей (см. рис. 6.2).
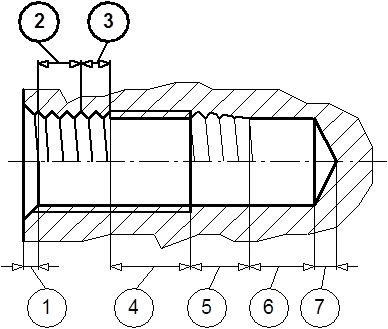
Рис. 6.2. Функциональный модуль
1 - фаска для ориентации метчика и сборки; 2 - функциональная зона (3 витка резьбы); 3 - зона гарантии (2 витка резьбы); 4 - зона свободной резьбы; 5 - зона сбега резьбы; 6 - зона заборного конуса метчика; 7 - зона копирования режущей части сверла
· Анализ структуры деталей показал, что 4 уровней иерархии достаточно для описания всех возможных функциональных модулей от элементарной поверхности до конструкции детали любой сложности. Разработка на этой основе иерархического каталога нерационально, что связано с широким спектром различий между функциональными модулями высшего уровня.
· Использование функциональных модулей для кодирования графической информации о детали не имеет существенных преимуществ перед другими методами кодирования.
САПР ТП адресации «KRAB»
Этимология слова «адресация», в контексте САПР ТП, представляет собой действие, связанное с поиском необходимых переходов в комплексном ТП по принципу полного соответствия условий и требований, предъявляемых к отдельным поверхностям и детали в целом. Все преимущества и недостатки таких систем проектирования связаны с применением жесткой структуры комплексного ТП, соответствующего узкому спектру ассортимента деталей одного типа.
САПР ТП «KRAB» разработана в рамках хоздоговорной НИР сотрудниками кафедры Технология машиностроения ВТИЛП по заказу Оршанского станкозавода «Красный Борец». Система открыта для использования в локальной сети предприятия. При соответствующей адаптации эта программная система может применяться на всех машиностроительных предприятиях с серийным производством.
Конфигурация системы
· Конфигурация САПР ТП методом адресации «KRAB» представлена на рис. 6.3.
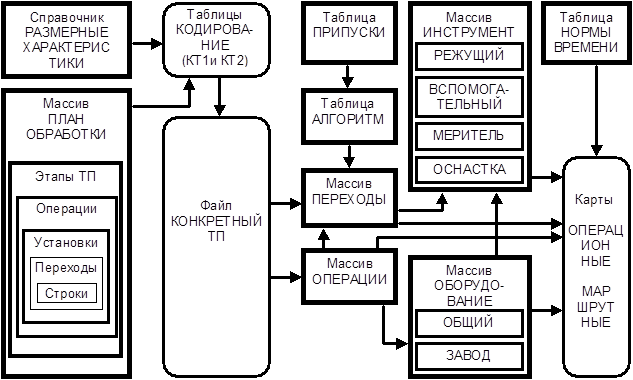
Рис. 6.3. Конфигурация САПР ТП «KRAB»
· Дополнительные элементы конфигурации:
a) анкета «ОПЕРАЦИИ» - рекомендации по месту выполнения операций;
b) массив «УСЛОВИЯ ТРУДА» - нормативные документы, определяющие методы охраны и нормы труда для различных видов работ;
c) справочник «ВИДЫ ЗАГОТОВОК» - список разновидностей заготовок с форматом исходных размерных параметров;
d) справочник «ВИДЫ ПОКРЫТИЙ» - список допустимых и выполнимых видов покрытия для конкретного предприятия;
e) анкета «ПРЕДПРИЯТИЕ» - основные параметры предприятия.
· Назначение и состав баз данных по рис. 6.3 включает:
1) справочник «РАЗМЕРНЫЕ ХАРАКТЕРИСТИКИ» - таблица габаритных размеров для каждого вида поверхностей комплексной детали. Используется во всех процедурах САПР «KRAB» (элемент базы знаний);
2) таблицы «КОДИРОВАНИЕ» - таблицы для ввода исходной информации о конкретной детали, подлежащей изготовлению;
3) массив «ПЛАН ОБРАБОТКИ» - модель комплексного ТП изготовления деталей одного типа (вал, втулка, планка и т.п.);
4) массив «ПЕРЕХОДЫ» - таблица наименований и размерных параметров переходов вместе с формулами и ссылками для расчета необходимой точности и припусков (элемент базы знаний);
5) массив «ОПЕРАЦИИ» - таблица условных кодов и наименований соответствующих операций;
6) массив «АЛГОРИТМЫ» - уравнения необходимых расчетов операционных размеров и припусков (элемент базы знаний);
7) таблица «ПРИПУСКИ» содержит величины припусков для различных методов обработки;
8) таблица «НОРМЫ ВРЕМЕНИ» содержит величины основного, вспомогательного, подготовительного и т.п. времени в зависимости от вида обработки и параметров детали;
9) массивы «ОБОРУДОВАНИЕ» и «ИНСТРУМЕНТ» содержат наименования станков и инструментов, а так же условия их выбора.
· Все связи (стрелки) по рис. 6.3 (преобразование информации) реализуются при помощи корневого сегмента программы «KRAB».
Таблицы «КОДИРОВАНИЕ»
· В САПР ТП «KRAB» применяется знаковое кодирование исходной информации чертежа детали - трансляция конструкторской информации на язык технологического проектирования (Кодирование - препроцессор САПР).
· В таблицу «КОДИРОВАНИЕ 1» оператор вводит общую для всей детали информацию:
1) список исполнителей - разработчик, проверяющий, нормоконтролер;
2) идентификация детали - вид, номер, наименование (при наличии локальной сети - данные из конструкторского банка данных);
3) количественные параметры - объем партии;
4) параметры заготовки - наименование и код материала, вид и масса заготовки, вид стандартной заготовки под поковку и наличие отверстия, количество деталей из одной заготовки и норма расхода;
5) масса детали;
6) параметры химико-термической обработки - твердость материала, необходимость улучшения и/или цементации;
7) место изготовления - цех и участок предпочтительного изготовления детали.
· Формат информации по каждой поверхности детали представлен в таблице 6.1.
Таблица 6.1.
Кодирование поверхностей «КОДИРОВАНИЕ 2»
| 1 | 2 | 3.1 | 3.2 | 3.3 | *** | 6.1 | 6.2 | 6.3 | 7 | 8 | 9.1 | 9.2 | 9.3 |
| *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** |
· В столбцы таблицы 6.1 оператор вводит следующую информацию:
a) 1 - код поверхности;
b) 2 - количество одинаковых поверхностей;
c) 3.1 ... 6.1, 3.2 ... 6.2, 3.3 ... 6.3 - наименование (выводится автоматически из справочника «РАЗМЕРНЫЕ ХАРАКТЕРИСТИКИ»), величину и допустимое отклонение размерного параметра поверхности соответственно;
d) 7 - расположение поверхности;
e) 8 - необходимый припуск;
f) 9.1, 9.2 и 9.3 - точность, шероховатость (по умолчанию IT14 и Ra5) и технические условия соответственно.
Конфигурация массива «ПЛАН ОБРАБОТКИ»
· Массив «ПЛАН ОБРАБОТКИ» в численно-кодовом виде содержит: информационную, условную, ссылочную и организационную группы данных для каждой строки комплексного ТП.
· Формат массива:
1. ИНФОРМАЦИОННАЯ группа содержит:
a) Atpk - порядковый номер строки;
b) Ksp - код содержания перехода;
c) Kop - код операции.
2. УСЛОВНАЯ группа обеспечивает выбор строки (перехода) при соответствии информации в таблицах «КОДИРОВАНИЕ» и параметров настоящего массива:
a) Unp - код поверхности;
b) Prip - максимально допустимая величина припуска;
c) Lp - расположение поверхности относительно среднего сечения детали;
d) Nd_kr - наименование размерного параметра детали (поверхности), по которому существуют ограничения по выбору строки, R_a1 - алгоритм сравнения размерного параметра (< > = # и т.п.), Val_1 - величина предельно допустимого значения размерного параметра. Применяются 2 группы сравнения;
e) Sh_a1 - алгоритм сравнения шероховатости, Sh_val1 - величина предельно допустимого значения шероховатости. Применяются 2 группы сравнения;
f) Mod_a1 - алгоритм сравнения модуля, Mod_val1 - величина предельно допустимого значения модуля. Применяются 2 группы сравнения;
g) T_a1 - алгоритм сравнения точности, T_val1 - величина предельно допустимого значения точности. Применяются 2 группы сравнения;
h) Kpitd - количество одинаковых поверхностей;
i) Otv и Ndet - наличие отверстия и количество деталей, изготавливаемых из одной заготовки соответственно;
j) HRC, Cement - необходимость закалки и цементации соответственно;
k) TU - технические условия.
3. ОРГАНИЗАЦИОННАЯ группа ограничивает включение строки в файл «КОНКРЕТНЫЙ ТП» при наличии/отсутствии особых структурных взаимосвязей инструментальных переходов комплексного ТП:
a) Prp - предварительный выбор указанных переходов, Proch - расширение списка предварительно выбранных переходов;
b) Afz - используется, если все условия выбора строки комплексного ТП не могут быть описаны в одной строке;
c) Perh - обход без анализа последующих переходов до указанной строки (Atpk).
4. ССЫЛОЧНАЯ группа содержит номера таблиц для поиска данных в случае выбора текущей строки: Tab_pr, Tab_resh, Tab_vsp, Tab_izmer, Tab_time - таблицы приспособлений, режущего, вспомогательного и измерительного инструмента, норм времени соответственно.
· Программа «KRAB» последовательно сравнивает условия всех строк массива «ПЛАН ОБРАБОТКИ» с параметрами всех строк таблицы «КОДИРОВАНИЕ 2». При осуществлении операции «Формирование ТП» в первую очередь формируется файл «КОНКРЕТНЫЙ ТП»:
a) если в условной части массива содержится не «0» информация, то эта строка сравнивается с параметрами таблиц «КОДИРОВАНИЕ». При выполнении всех условий строка массива переносится в файл «КОНКРЕТНЫЙ ТП»;
b) если в условной части массива содержится «0» информация, то эта строка переносится в файл «КОНКРЕТНЫЙ ТП» без сравнения условий в таблицах «КОДИРОВАНИЕ»;
c) если в файле «КОНКРЕТНЫЙ ТП» между безусловными вспомогательными переходами «Установить» и «Переустановить» или «Переустановить» и «Снять» не содержатся существенные инструментальные переходы, то этот установ и/или операция исключаются;
d) после окончания просмотра и трансляции кодов в текстовую форму, выбора оборудования и инструментов в файле «КОНКРЕТНЫЙ ТП» сохраняются только существенные операции.
Таблица 6.2.
Массив содержания операций «ОПЕРАЦИИ»
| Код операции | Наименование операции | Код профессии | № инструкции по ТБ |
| *** | *** | *** | *** |
· Соответствие содержания перехода содержанию операции определено в массиве «ПЛАН ОБРАБОТКИ».
· Обработка массива «ПЕРЕХОДЫ» выполняется после анализа массива «ОПЕРАЦИИ» для каждого перехода последовательно.
· В массиве «ПЕРЕХОДЫ» хранится содержание условных и безусловных переходов.
· Формат массива «ПЕРЕХОДЫ» представлен в таблице 6.3.
Таблица 6.3.
Массив содержания переходов «ПЕРЕХОДЫ»
| Код перехода | Ф1 | Ф2 | Ф3 | Ф4 | Ф5 | Разряд работ | Содержание перехода |
| *** | *** | *** | *** | *** | *** | *** | *** |
· Особенности формата массива «ПЕРЕХОДЫ»:
a) в разделе «Содержание перехода» кроме текстовой части находятся переменные (размеры, допуски и припуски) для каждого инструментального перехода;
b) общее количество переменных в тексте перехода не превышает 5. Расчет переменных осуществляется по алгоритмам и данным, указанным в графах Ф1 ... Ф5 в соответствии с местом расположения переменных в тексте перехода;
c) в графах содержится информация об адресе исходных данных (ссылки на номера таблиц: «КОДИРОВАНИЕ», «ПЛАН ОБРАБОТКИ», «ПРИПУСКИ» или численное значение) и алгоритмов расчета (ссылки на номера таблиц «АЛГОРИТМЫ» или уравнение).
Таблица 6.4.1.
Массив наименований оборудования «ОБЩИЙ»
| Код операции | № строки | Системный код оборудования | Наименование |
| *** | *** | *** | *** |
· Особенности оформления массива «ОБОРУДОВАНИЕ-ОБЩИЙ»:
a) каждой строке массива «ОБЩИЙ» соответствуют 3 строки в массиве условий его выбора (см. таблицу 6.4.2). Выбор осуществляется по сравнению определенных размерных характеристик поверхности или детали с данными 2-х первых строк массива «УСЛОВИЯ ОБ». 3-я строка массива предназначена для ограничений по выбору инструментов; наименование и системный код оборудования определяются по коду операции в соответствующей строке файла «КОНКРЕТНЫЙ ТП».
Таблица 6.4.2.
Массив условий выбора оборудования «УСЛОВИЯ ОБ»
| № стр. | Наименование размерной характеристики | Алгоритм 1 | Величина 1 | Алгоритм 2 | Величина 2 |
| 1 | *** | *** | *** | *** | *** |
| 2 | *** | *** | *** | *** | *** |
| 3 | *** | *** | *** | *** | *** |
· Массив заводского оборудования «ЗАВОД» предназначен для определения модели оборудования и основных цехов и участков, определенных для выполнения операций разработанного проекта ТП.
· При отсутствии необходимого оборудования в основном цехе в таблице 6.5 предусмотрена возможность выполнения соответствующей операции в другом цехе и на другом участке.
· Выбор заводского оборудования осуществляется по системному коду оборудования.
Таблица 6.5.
Массив заводского оборудования «ЗАВОД»
| № стр. | Системный код | Основной цех | Основной участок | Цех кооперации | Участок кооперации | Заводской код | Модель |
| *** | *** | *** | *** | *** | *** | *** | *** |
· В комплексном массиве «ИНСТРУМЕНТ» сконцентрированы данные по приспособлениям (ОСНАСТКА), режущему (РЕЖУЩИЙ), вспомогательному (ВСПОМОГАТЕЛЬНЫЙ) и измерительному (МЕРИТЕЛЬ) инструментам (см. таблицу 6.6.1).
Таблица 6.6.1.
Массив наименований инструментов «ИНСТРУМЕНТ»
| № табл. | № стр. | Обозначение ин-та 1 | Обозначение ин-та 2 | Системный код оборудования | Код материала детали |
| *** | *** | *** | *** | *** | *** |
· Выбор инструментов осуществляется по номеру таблицы, указанному в файле «КОНКРЕТНЫЙ ТП», системному коду оборудования и его параметрам из массива «ОБОРУДОВАНИЕ-ОБЩИЙ», коду материала из таблицы «КОДИРОВАНИЕ 1», по размерным параметрам поверхности из таблицы «КОДИРОВАНИЕ 2» и по условиям его выбора в таблице 6.6.2 «УСЛОВИЯ ИН».
Таблица 6.6.2.
Массив условий выбора инструментов «УСЛОВИЯ ИН»
| Наименование размерной характеристики | Алгоритм 1 | Величина 1 | Алгоритм 2 | Величина 2 |
| *** | *** | *** | *** | *** |
| *** | *** | *** | *** | *** |
| *** | *** | *** | *** | *** |
Диалог в системе «KRAB»
· САПР ТП «KRAB» адаптирован для использования в IBM-совместимых компьютерах на основе процессора 8086 без сопроцессора.
· Запуск САПР ТП «KRAB» осуществляется в любой операционной системе, поддерживающей или эмулирующей DOS, путем ввода стартового файла Armkb15.bat.
· В состав головного меню программной системы входят следующие операции:
1. «ВЕДЕНИЕ ИНФОРМАЦИОННЫХ БАЗ» - предназначена для изменений, исправлений и полной замены технологических элементов во всем комплексе баз и массивов данных (см. п.п. 6.3.1). Доступна - ведущему технологу. Режим - диалоговый;
2. «ВВОД ИНФОРМАЦИИ О ДЕТАЛИ» - предназначена для кодирования параметров детали и ее поверхностей «КОДИРОВАНИЕ». Доступна - технологу-оператору. Режим - диалоговый;
3. «ФОРМИРОВАНИЕ МАРШРУТНЫХ ТЕХНОЛОГИЧЕСКИХ КАРТ» - предназначена для автоматической разработки проекта ТП изготовления детали или нескольких деталей одновременно. Доступна - технологу-оператору. Режим - пакетный;
4. «НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА» - предназначена для автоматического определения норм времени на переходы, операции и весь ТП. Возможно одновременное нормирование нескольких ТП. Доступна - технологу-оператору. Режим - пакетный;
5. «КОРРЕКТИРОВКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА» - предназначена для предварительной оценки правильности проекта ТП и внесения необходимых изменений в операции, переходы и другие элементы проекта ТП. Доступна - технологу-оператору. Режим - диалоговый;
6. «ПЕЧАТЬ ВЫХОДНЫХ ДОКУМЕНТОВ» - предназначена для автоматического создания твердой копии проекта ТП для архива и передачи в цех на рабочие места. Позволяет создать ведомость инструмента для ИРК и ведомость заготовок. Доступна - технологу-оператору. Режим - пакетный;
7. «ОБНОВЛЕНИЕ ДАННЫХ» - предназначена для автоматического восстановления индексирования файлов после запуска «KRAB». Доступна - технологу-оператору. Режим - диалоговый;
8. «КОНЕЦ РАБОТЫ С СИСТЕМОЙ» - Выход в операционную систему. Доступна - технологу-оператору. Режим - пакетный.
· Все основные действия оператора или ведущего технолога регламентируются набором клавиш, указанных в нижней строке соответствующего меню. Ввод новых данных осуществляется после нажатия клавиш «F3» или «F4». Удаление ошибочной строки выполняется нажатием клавиши «F7». Замена символов осуществляется после нажатия клавиши «Insert».
Комбинированная САПР ТП
Предлагаемая к изучению комбинированная САПР ТП «MONOLIT» в аспекте формирования маршрута обработки использует принцип адресации. Однако специализированный язык и встроенные функции позволяют создавать в рамках системы комплексные ТП практически неограниченной сложности вне зависимости от типа детали и масштаба выпуска. Кроме того, в САПР «MONOLIT» возможно применение формализованных методов расчета операционных размеров (РАТП) и специального графического редактора для формирования операционных эскизов [6.2].
Таблица 6.7.
Таблица «РАЗМЕРЫ ДЕТАЛИ»
| Код поверхности | Замыкающий размер | |||||||||
| начало | конец | номера | код | вид | характер | номинал | допуск | |||
| величина | min. | max. | ||||||||
| *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | |
·
2) таблица «РАЗМЕРЫ ОБРАБОТКИ» (см. табл. 6.8):
· в столбцах «КОД ПОВЕРХНОСТИ» отмечаются коды базовых и обрабатываемых поверхностей ОП (для поверхностей заготовки безразлично), а также их порядковые номера из размерной схемы;
· в столбце «КОД» устанавливается порядковый номер операционного размера;
· в столбце «ВИД» указывается принадлежность текущего размера к размерам заготовки или группе операционных размеров;
· в столбце «ПОГРЕШНОСТЬ» указывается достижимая точность по заводскому оборудованию (или табличное значение в условиях проектирования нового обрабатывающего комплекса);
· остальные столбцы заполняются по мере выполнения расчетов соответствующих ТРЦ (max. и min. - максимальное и минимальное отклонение операционного размера соответственно);
Таблица 6.8.
Таблица «РАЗМЕРЫ ОБРАБОТКИ»
| Код поверхности | Составляющий размер | |||||||||
| база | об-ка | номера | код | вид | номинал | погрешность | min. | max. | прип. | |
| *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | |
3) служебная таблица «РАЗМЕРНЫЕ ЦЕПИ» (см. табл. 6.9):
· таблица «РАЗМЕРНЫЕ ЦЕПИ» формируется автоматически для каждой ТРЦ отдельно;
· в первую строку таблицы в пакетном режиме последовательно заносятся данные из строк таблицы «РАЗМЕРЫ ДЕТАЛИ», причем в столбец «КОНЕЦ» помещается поверхность с меньшим номером;
· после заполнения первой строки в таблице «РАЗМЕРЫ ОБРАБОТКИ» автоматически находят последовательно все размеры, имеющие номер, равный величине столбца «КОНЕЦ» предыдущей строки, а их код заносится в таблицу «РАЗМЕРНЫЕ ЦЕПИ»;
· если второй номер операционного размера равен величине в столбце «НАЧАЛО» замыкающего размера, то цепь найдена, если нет, то поиск продолжается;
· если у второго номера поверхности составляющего звена нет других звеньев, то осуществляется возврат к предыдущей строке таблицы, а текущее звено исключается из дальнейшего анализа;
Таблица 6.9.
Таблица «РАЗМЕРНЫЕ ЦЕПИ»
| Звено ТРЦ | Размер звена | ||||||||
| тип | начало | конец | код | всего | известно | номинал | погрешность | min. | max. |
| З | *** | *** | *** | *** | *** | *** | *** | *** | *** |
| *** | *** | *** | *** | *** | *** | *** | *** | *** | *** |
· Последовательность расчетов по таблице «РАЗМЕРНЫЕ ЦЕПИ» осуществляется по мере увеличения количества звеньев в найденной ТРЦ и по признаку одного неизвестного составляющего звена.
· Правила назначения знаков в найденной ТРЦ соответствует правилам, изложенным в п.п. 5.4.4.
· На современном этапе заполнение таблиц 6.7 и 6.8 осуществляется вручную, однако незначительная доработка корневого сегмента программы «MONOLIT», которая осуществляется в инициативном порядке, позволит в ближайшее время сократить диалог до уровня корректировки этих таблиц.
· Поиск текущих размерных цепей выполняется при заполнении таблицы 6.9 путем последовательного анализа размеров по таблице 6.8 от начального номера (для каждого) размера детали из таблицы 6.7 до его конечного номера.
· Расчет выявленной ТРЦ выполняется в соответствии с правилами, указанными в п.п. 5.4.4.
· Результаты расчета (операционные размеры, допуски и припуски) помещаются в текст переходов аналогично методу, используемому в программе «KRAB».
· РАТП в программе «MONOLIT» производится для каждой координатной оси отдельно.
Вопросы для самопроверки
1. Назовите методы автоматизации проектирования технологических процессов.
2. Объясните принцип работы САПР технологических процессов методом адресации.
3. Назовите методы графического кодирования.
4. Назовите методы знакового кодирования.
5. Объясните сущность метода знакового кодирования технологически ориентированных поверхностей.
6. В чем состоят преимущества алгоритмизации знакового кодирования?
7. Объясните назначение баз данных в конфигурации САПР «KRAB».
8. Какие группы данных содержит массив «План обработки»?
9. Объясните последовательность работы САПР «KRAB».
10.Какие операции включены в состав головного меню САПР «KRAB»?
11.Объясните преимущества и недостатки САПР технологических процессов методом адресации.
12.Объясните отличия комбинированной САПР «MONOLIT» от САПР «KRAB».
13.Как осуществляется размерный анализ в комбинированной САПР «MONOLIT»?
14.Объясните преимущества комбинированных САПР технологических процессов.
Литература
6.1. Сухиненко Б.Н., Аверченко А.Ф., Белов Е.В., Большакова А.А. Диалоговое проектирование индивидуальных процессов механической обработки. В сборнике «Пути совершенствования технологических процессов в машиностроении». Минск: «Университетское», 1990.
6.2. Махаринский Е.И., Ольшанский В.И., Сухиненко Б.Н., Буравцов А.А., Махаринский Ю.Е. Формализация проектирования технологических процессов механической обработки. В вестнике ВГТУ. Витебск: ВГТУ, 1995.
6.3. Белов Е.В., Рязанова Т.Ф., Сухиненко Б.Н. Размерный анализ чертежа детали. В тезисах НТК «Проблемы внедрения САПР. Программные средства персональных ЭВМ». Витебск: ЦНТИ, 1989.
КОНФИГУРАЦИЯ КУРСА «САПР»
Особенность проектирования заключается в создании информационной модели реальных объектов или процессов. Причем степень достоверности модели существенно зависит от применяемых методов формализации и способов проектирования. Эти факторы становятся определяющими при разработке программных систем проектирования, т.к. вычислительная техника не допускает неопределенностей как при вводе исходной информации, так и при принятии проектных решений. Такие ограничения предопределяют наличие алгоритмизированных лингвистических и математических моделей проектируемого объекта, а также формальной методики разработки программного обеспечения САПР.
САПР представляет собой техническую систему, имеющую сложное внутреннее строение и связанную с другими подразделениями предприятия рядом специфических отношений. При синтезе САПР ТП необходимо последовательно спроектировать ее связи с окружающей средой, набор выполняемых функций, описать технико-экономические характеристики, а затем разработать конфигурацию. Следует отметить важность каждого этапа разработки программных систем, т.к. некорректность анализа исходных данных приводят к непоправимым ошибкам в конечном продукте.
Взаимосвязи САПР ТП с окружающей средой описываются на стадии анализа организационного обеспечения совместно с формулировкой технического задания (функции системы). По итогам анализа организационного обеспечения разрабатывается информационное обеспечение, которое содержит цель работы системы, и ресурсы, которые может использовать система в процессе функционирования. Переход к синтезу программного продукта невозможен без предварительной формализации проектных мероприятий в начале на уровне традиционных лингвистических описаний, а затем и адекватной замены этих описаний математическими моделями.
Тщательная оценка всех необходимых математических преобразований позволяет разработчику (группе разработчиков) выбрать языки программирования, необходимые для наиболее точного решения поставленной задачи автоматизации. Эти работы осуществляются на этапе разработки лингвистического обеспечения САПР. Кроме того, на текущем этапе необходимо создать модель диалога с оператором, который в терминологическом, концептуальном и визуальном аспектах должен соответствовать традиционным нормам общения в соответствующей сфере проектирования.
При создании сложных САПР (особенно при одновременной работе нескольких человек) необходимо формальное описание всех проектных процедур при помощи стандартных методов и средств, которое выполняется на этапе разработки алгоритмического обеспечения. Отдельные блоки или группы блоков алгоритма распределяются между квалифицированными программистами для написания относительно обособленных проектных процедур, которые затем связываются в единую программную систему.
Строго определенная последовательность этапов разработки САПР не исчерпывает всех правил, соблюдение которых необходимо для создания работоспособных программных пакетов. Не менее важной является методика выполнения каждого этапа разработки. В настоящее время наиболее формализованные методы анализа и синтеза технических комплексов разработаны в общей теории систем. Для САПР рекомендуется использование концептуального аппарата теории моделирования, теории графов. Так, например, при синтезе программного продукта следует предварительно создавать модель его функциональной конфигурации, которая позволяет оценить необходимый состав проектных процедур и формат связей между ними. Временная конфигурация САПР позволяет оценить длительность и своевременность результатов функционирования отдельных процедур. В свою очередь модель иерархической конфигурации программного продукта обеспечивает возможность параллельного выполнения различных процедур и корректный уровень принятия решений.
При синтезе САПР следует адекватно оценивать возможности технического обеспечения и выбирать не избыточный комплект средств вычислительной техники. Необходимо учитывать дискретный характер результатов работы программных продуктов и достаточно простые устройства ЭВМ необходимые для этого. В тоже время технологические процессы являются по своей сущности аналоговыми и степень соответствия компьютерных моделей реальным процессам зависит от ресурсов технического обеспечения САПР. Важно отметить, что все расчеты в технологии машиностроения, традиционно выполняемые по таблицам, легко заменяются простыми локальными программными процедурами. Причем точность таких расчетов неизмеримо выше достижимых при «ручном» проектировании. Наряду с техническими расчетами в сфере технологии имеется потребность в большом объеме графической информации (операционные эскизы), компьютеризация которой до настоящего времени остается весьма проблемной, т.к. в этом случае кроме собственно изображения объекта необходимо демонстрировать и его изменения под воздействием различных технологических факторов.
В рамках информационного обеспечения в качестве ресурсов САПР выступает справочная информация, которая организуется в виде БД. Кроме того СУБД часто являются основой САПР ТП, т.к. до настоящего времени большинство технологических процессов не имеют строгого математического описания. К преимуществам БД относятся: большой объем информации, который может быть использован при технологическом проектировании; простой способ ввода данных в таблицы путем сканирования и соответствующего распознавания текстовой информации в традиционных каталогах и справочниках. К недостаткам применения САПР на основе БД следует отнести жесткие требования к ресурсам технического обеспечения.
После всеобъемлющей формализации предмета и методов проектирования традиционными «ручными» способами разработчик САПР сталкивается с проблемой выбора языков программирования, наилучшим образом отвечающим поставленной задаче. Кроме выбора языков программирования на этапе лингвистического обеспечения разработчикам приходится определять и ОС, которая с минимальными затратами ресурсов обеспечит решение проектной задачи. В ряде случаев при создании САПР приходится изменять некоторые основные элементы применяемой ОС для создания оптимального программного продукта. Такая ситуация требует глубокого изучения конфигурации и функционального назначения элементов используемой ОС.
Особенности языков программирования не исчерпываются областью их применения или специфическими чертами применяемых операторов. Более существенной стороной всех языков является определение типов и структур данных, при помощи которых разработчики создают модель проектируемого процесса. Иными словами, выбора языка программирования зависит от вида и особенностей информационного обеспечения проектной задачи.
В настоящее время существует достаточно большое количество универсальных приложений к операционным оболочкам, которые позволяют без глубокого знания программирования создавать системы проектирования, внешне обладающие всеми чертами САПР. К таким приложениям для широко распространенной операционной среды WINDOWS относятся: текстовый редактор WORD, табличный редактор EXCEL, СУБД ACCESS, специальное приложение STATISTICA и т.п. Современные информационные технологии позволяют легко обеспечивать обмен данными между различными приложениями в рамках единой операционной оболочки, что и позволяет использовать их для создания локальных САПР ТП. Наиболее существенный недостаток таких приложений заключается в повышенных требованиях к техническому обеспечению САПР, что является особенностью всех универсальных систем.
Важнейшим элементом САПР различного назначения являются графические редакторы, позволяющие не только визуализировать внешний вид проектируемого и/или изготавливаемого объекта, но и создавать его трехмерную модель. Такие модели затем могут быть использованы в системах САПР ТП и АВТОПРИЗ, причем последние реализуют концепцию «начертил-изготовил». Особенность создания виртуальных графических моделей заключаются в принципе использования теории множеств при построении фигур и контуров из заданных примитивов.
Естественное преобразование информационных моделей (а не самих объектов) в сфере проектирования не всегда учитывается разработчиком, что приводит к существенным ошибкам проекта. Так, например, проектирование ТП должно начинаться с синтеза последней операции, а в традиционных «ручных» методах в начале выбирается заготовка. В этом случае изготовление деталей не может быть оптимизировано. Низкий уровень формализации технологических законов приводит к необходимости разработки словаря терминов и определений, который существенно отличается от стандартного. Термины такого словаря не должны иметь двоякого толкования, как минимум в рамках автоматизации конкретной проектной задачи. В качестве иллюстрации необходимо отметить существующие термины: «технологическая операция - часть ТП выполняемая .. на одном рабочем месте ..» и «рабочее место - часть цеха .. где выполняется технологическая операция ..». С точки зрения формальной логики оба эти определения бессмысленны, т.к. образуют тождество. Отсюда, важнейшими в списке рекомендованных, следует признать такие взаимоопределяющие термины как ТП, объект производства и метод формообразования.
На технологические решения оказывают влияние различные факторы, из которых важнейшим является требование по обеспечению необходимого качества деталей и машин в ходе выполнения ТП. С этой точки зрения наиболее формализованными этапами технологического проектирования являются: синтез и расчет технологических размерных цепей, выбор методов формообразования, синтез схем базирования, расчет режимов резания и норм времени. В свою очередь, наименее формализованным остается этап синтеза маршрута обработки детали и построения конфигураций технологических операций. Оба последних этапа зависят не только от требований точности, но также влияют на эффективность ТП, что усложняет методику выбора оптимального варианта.
Современные тенденции в развитии технологии машиностроения позволяют разработать ряд локальных САПР, позволяющих решать значительную часть технологических задач, причем методы формализации этих задач зависят от степени более строго (относительно существующих требований ГОСТ и других нормативных материалов) математического описания традиционных проектных процедур. Особо следует отметить основополагающие закономерности в области разработки и расчета погрешности схем базирования. Известные нормативные рекомендации в этой области были основаны на опыте и методах формализации полувековой давности, что не позволяет тем не менее, отказаться от использования этого эффективного метода разработки ТП. Для современных технологических задач предлагается несложное уточнение формулировок традиционной теории, основанное на однозначном определении базирования как процесса совмещения координатных систем модели объекта производства и модели обрабатывающего комплекса.
Все современные отечественные и зарубежные глобальные САПР ТП в той или иной мере используют так называемый метод адресации для формирования маршрута обработки. Такой метод основан на анализе комплексного ТП, который содержит полную модель обработки комплексной детали определенного типа. В условиях проектирования ТП изготовления конкретных деталей, не имеющих отличий от комплексной, такие программные системы работают в пакетном режиме и не требуют вмешательства технолога. Единственной задачей оператора в этом случае является ввод закодированной информации чертежа детали и программы выпуска. При минимальных отличиях конструкции конкретной детали от комплексной требуется дополнительное «ручное» проектирование и/или корректировка автоматически разработанного проекта ТП. При частых и существенных отличиях плана продукции от комплексного ТП требуется трудоемкая переработка исходных БД. Наиболее современные САПР ТП являются комбинированными системами, которые наряду с методом адресации используют в процессе проектирования ряд теоретических универсальных закономерностей технологии машиностроения. К таким закономерностям относятся методы размерного анализа и синтеза ТП, графическое объемное проектирование операционных эскизов и оснастки, синтез схем базирования и т.д.
Настоящий курс не претендует на всеобъемлющее и всестороннее описание весьма сложных автоматизированных систем проектирования, но призван продемонстрировать учащимся возможности и особенности ресурсов вычислительной техники при ее использовании в качестве технического обеспечения САПР, акцентировать внимание на специфических чертах современных информационных технологий в области САПР, уточнить формулировки и методы традиционного «ручного» проектирования ТП для упрощения разработки программного обеспечения, ознакомить студентов с существующими отечественными и зарубежными программными пакетами САПР ТП и приложениями, которые могут быть использованы для автоматизации технологической подготовки производства. Наиболее важной задачей курса следует считать ориентацию будущих инженеров на разработку систем АВТОПРИЗ, реализующих концепцию «начертил-изготовил».
СОДЕРЖАНИЕ
ОСНОВНЫЕ УСЛОВНЫЕ СОКРАЩЕНИЯ 3
1. ВВЕДЕНИЕ В КУРС САПР
1.1 Цель изучения САПР
1.2 Этимология САПР
1.3 Системотехника - основа методологии САПР
1.3.1 Элементы общей теории систем в САПР
1.3.2 Базовые понятия
1.4 Конфигурация производственной системы
1.5 Вопросы для самопроверки
1.6 Литература
2. КОНФИГУРАЦИЯ ПРОЦЕССА РАЗРАБОТКИ САПР
2.1 Основные элементы конфигурации
2.1.1 Организационное обеспечение САПР
2.1.2 Техническое обеспечение САПР
2.1.3 Информационное обеспечение САПР
2.1.4 Методическое обеспечение САПР
2.1.5 Математическое обеспечение САПР
2.1.6 Лингвистическое обеспечение САПР
2.1.7 Алгоритмическое обеспечение САПР
2.1.8 Программное обеспечение САПР
2.2 Технические средства САПР
2.2.1 Состав технических средств ЭВМ
2.2.2 Конфигурация ЭВМ
2.2.3 Конфигурация центрального процессора
2.3 Операционная среда САПР
2.3.1 Операционные системы
2.3.2 Обработка задач при помощи операционной системы
2.3.3 Файл данных
2.3.4 Современные операционные системы
2.4 Лингвистическое обеспечение САПР
2.4.1 Классификация языков программирования
2.4.2 Конфигурация данных
2.4.3 Основные методы вычисления и языки высокого уровня
2.5 Информационное обеспечение САПР
2.5.1 Понятие СУБД
2.5.2 Классификация БД
2.5.3 Типы данных и их организация
2.6 Вопросы для самопроверки
2.7 Литература
3. ПРИЛОЖЕНИЯ WINDOWS В САПР
3.1 Оформление документации при помощи редактора «WORD»
3.2 Применение редактора «EXCEL» для технических расчетов
3.3 Вопросы для самопроверки
3.4 Литература
4. ГРАФИЧЕСКИЕ РЕДАКТОРЫ
4.1 Классификация графических редакторов
4.1.1 Область применения
4.1.2 Графическое представление информации
4.1.3 Форма представления объекта
4.2 Графический пакет «Auto-CAD»
4.2.1 Основные характеристики Auto-CAD
4.2.2 Меню редактора Auto-CAD
4.2.3 Встроенный язык Auto-Lisp
4.2.4 Формат файла стандартного графического обмена «*.dxf»
4.2.5 Применение Auto-CAD в системе «АВТОПРИЗ»
4.3 Вопросы для самопроверки
4.4 Литература
5. ФОРМАЛИЗАЦИЯ ПРОЕКТИРОВАНИЯ
5.1 Особенности процесса проектирования
5.1.1 Проект - информационная модель реального объекта
5.1.2 САПР - сложная техническая система
5.1.3 Лингвистика - основа формализации технических знаний
5.1.4 Формальные определения в технологии машиностроения
5.2 Конфигурация процесса технологического проектирования
5.2.1 Конфигурация проектирования технологического процесса
5.2.2 Неизменность необходимого объема технологической информации
5.2.3 План продукции - исходные данные для проекта ТП
5.2.4 Конфигурация универсальной проектной процедуры
5.3 Формализация выбора методов формообразования
5.4 Формализация решения размерных цепей
5.4.1 Методика расчета размерных цепей
5.4.2 Проблемы технологов
5.4.3 Размерный анализ чертежа детали (РАЧД)
5.4.4 Размерный анализ технологического процесса (РАТП)
5.4.5 Применение теории графов - способ формализации РАТП
5.5 Формализация разработки схем базирования
5.5.1 База как начало отсчета операционных размеров
5.5.2 Разработка единого комплекта технологических баз (ЕКТБ)
5.5.3 Выбор баз для первых операций
5.5.4 Последовательность разработки схем базирования
5.6 Проблемы формализации синтеза маршрута обработки
5.7 Вопросы для самопроверки
5.8 Литература
6. СОВРЕМЕННЫЕ САПР ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
6.1 Классификация методов автоматизации проектирования ТП
6.2 Методы кодирования исходной информации
6.2.1 Графическое кодирование
6.2.2 Знаковое кодирование
6.2.3 Алгоритмизация кодирования
6.2.4 Функциональные модули
6.3 САПР ТП адресации «KRAB»
6.3.1 Конфигурация системы
6.3.2 Таблицы «КОДИРОВАНИЕ»
6.3.3 Конфигурация массива «ПЛАН ОБРАБОТКИ»
6.3.4 Массивы «ОПЕРАЦИИ» и «ПЕРЕХОДЫ»
6.3.5 Массивы «ОБОРУДОВАНИЕ» и «ИНСТРУМЕНТ»
6.3.6 Диалог в системе «KRAB»
6.3.7 Преимущества и недостатки автоматизации проектирования методами адресации
6.4 Комбинированная САПР ТП
6.4.1 Конфигурация САПР ТП «MONOLIT»
6.4.2 Особенности формирования маршрута
6.4.3 Размерный анализ в комбинированной САПР
6.4.4 Преимущества комбинированных САПР
6.5 Вопросы для самопроверки
6.6 Литература
7. КОНФИГУРАЦИЯ КУРСА «САПР»
СОДЕРЖАНИЕ 94
СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
Основные положения учебных дисциплин:
«САПР»,
«САПР технологических процессов»
Дата: 2019-02-24, просмотров: 401.