При точечной сварке вследствие неравномерного нагрева образуется зона металла с различным сопротивлением пластической деформации. Тепловое расширение происходит в стесненных условиях и сопровождается возникновением неравномерного распределения внутренних напряжений, которые в сочетании с постоянно действующим внешним усилием сжатия FCB вызывают необратимые объемные пластические деформации.
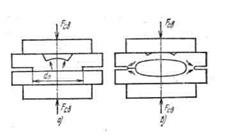
Упрощенная качественная модель напряжений, сил и деформации на стадии нагрева представлена на рис. 2.13. Объемно-напряженное состояние зоны сварки характеризуется сжимающими радиальными (σr), окружными (σθ) и осевыми (σz) напряжениями, а также деформациями εr, εθ и εz).
Наибольшие значения σz) отмечаются вблизи оси z, где напряженное состояние близко к всестороннему сжатию. Наименьшее значение σz) и соответственно σд — на периферии контактов и особенно на границе контакта деталь - деталь. Это объясняется наличием зазора между деталями, в который относительно свободно течет деформируемый металл.
Наибольшая степень пластической деформации (εz, εθ и εr) отмечается в области пояска (z = 0). Так, на рис. 2.13 приведено распределение εz, и εr (сечение II — II), которое показывает, что по оси z происходит деформация укорочения, а по оси r — деформация удлинения. Например, при точечной сварке двух деталей из алюминиевых сплавов толщиной 2 + 2 мм
εz шах ≈ 20 %, а εr шах ≈ 15 %. Вблизи поверхностей деталей εz, εr и εθ практически равны нулю.
Тепловое расширение металла в области контакта деталь - деталь — основная причина образования зазора, в который происходит пластическое вытеснение части нагретого металла.
 До расплавления снижение σд и избыток металла за счет дилатометрического эффекта компенсируются небольшим раздвиганием электродов, а также вытеснением части металла в зазор, что обеспечивает во внутреннем контакте рельеф, ограничивающий растекание сварочного тока.
До расплавления снижение σд и избыток металла за счет дилатометрического эффекта компенсируются небольшим раздвиганием электродов, а также вытеснением части металла в зазор, что обеспечивает во внутреннем контакте рельеф, ограничивающий растекание сварочного тока.
При расплавлении в замкнутом объеме резко увеличивается объем металла ядра, возбуждаются электромагнитные силы (последние составляют ~5 % Fcв); в результате возникает гидростатическое давление (ря), определяемое общим балансом напряжений в зоне сварки. Дилатометрический эффект и общее снижение од компенсируются раздвиганием электродов и дальнейшим вытеснением в зазор деформируемого металла. Это способствует образованию не только рельефа, ограничивающего растекание сварочного тока, но и герметизацию литого ядра, предохраняя металл от выплеска и контакта с атмосферой.
Сварочное усилие Fcв на стадии плавления должно быть наибольшим, так как оно контролирует устойчивость процесса против образования выплеска. Это усилие возрастает при увеличении σд металла, например, при жестких режимах сварки или при сварке жаропрочных металлов. Оно может быть уменьшено путем предварительного подогрева деталей.
Внутренняя граница металла пояска имеет температуру, близкую к температуре плавления, и низкое значение σд; соответственно температура внешней границы намного ниже, а σд больше. Металл пояска находится в объемно-напряженном состоянии, при этом сжимающие напряжения (σzп) и сила Fп стремятся увеличить зазор между деталями.
Рассмотренный характер объемной деформации приконтактной области I — I (см. рис. 2.13) деталей вызывает «оседание» верхних слоев металла и образование вмятины от электрода на поверхности. Скорость этого оседания и размеры вмятины резко возрастают при образовании внутреннего выплеска.
При нагреве до плавления целой пластины (рис. 2.14) сопротивление деформации в радиальном направлении весьма велико. Поэтому пластическая деформация проявляется в образовании рельефа на поверхности деталей — в области с наименьшим сопротивлением деформации. При этом увеличивается раздвигание электродов и уменьшаются размеры вмятины на поверхности детали.
 При обычной схеме сварки можно предполагать наличие некоторого динамического равновесия между величиной Fcв средним сопротивлением пластической деформации зоны сварки и количеством вытесненного металла в зазор между деталями.
При обычной схеме сварки можно предполагать наличие некоторого динамического равновесия между величиной Fcв средним сопротивлением пластической деформации зоны сварки и количеством вытесненного металла в зазор между деталями.
Нарушение такого равновесия приводит или к быстрому росту пластического пояска, снижению плотности тока и замедлению роста литого ядра — устойчивый процесс сварки, или, наоборот, к быстрому росту литого ядра, увеличению давления ря, замедлению роста пояска, разгерметизации расплавленной зоны и конечному выплеску.
2.6.4. Особенности объемной пластической деформации при шовной
и рельефной сварке
При шовной сварке выполнении первой точки шва характер пластической деформации такой же, как при точечной сварке. Однако при сварке следующих точек перед роликом металл деформируется в зазор, как и при точечной сварке, а позади ролика металл вытесняется под ролик (рис. 2.15), как и в случае нагрева целой пластины (см. рис. 2.14). На поверхности шва образуется серповидный рельеф. Вследствие относительно высокого теплосодержания зоны соединения при шовной сварке общая степень пластической деформации и размеры уплотняющего пояска больше. Это дает возможность несколько уменьшить время сварки и усилия по сравнению с режимами точечной сварки.
Пластическая  деформация поверхностных слоев металла приводит к ускоренному загрязнению и износу роликов. Кроме того, образование значительной вмятины по роликом в момент формирования объема расплавленного металла, затрудняет его перемещение и может служить причиной пробуксовки ведущего ролика по поверхности детали.
деформация поверхностных слоев металла приводит к ускоренному загрязнению и износу роликов. Кроме того, образование значительной вмятины по роликом в момент формирования объема расплавленного металла, затрудняет его перемещение и может служить причиной пробуксовки ведущего ролика по поверхности детали.
С другой стороны, пластическая деформация может оказать благоприятное влияние на плотность шва. Так, при сварке последующих точек и повторном нагреве несплошности (раковины) в предыдущих точках могут заполняться деформируемым металлом.
При рельефной сварке отмечается интенсивная деформация (осадка) рельефа на первом и особенно на втором этапе формирования соединений.  При рельефной сварке в твердом состоянии стремятся обеспечить большую степень пластической деформации в радиальном направлении в контакте деталь - деталь, что способствует очистке поверхности и образованию металлических связей (рис. 2.16, а). Одновременно происходит деформация вдоль оси z и заполнение впадины под электродом. Обычно соединение в твердом состоянии образуется по кольцу по периферии контакта. Дальнейший нагрев металла приводит к образованию ядра по обычной схеме точечной сварки (рис. 2.16, б). Рельеф при этом полностью деформируется, но под электродами остаются небольшие вмятины.
При рельефной сварке в твердом состоянии стремятся обеспечить большую степень пластической деформации в радиальном направлении в контакте деталь - деталь, что способствует очистке поверхности и образованию металлических связей (рис. 2.16, а). Одновременно происходит деформация вдоль оси z и заполнение впадины под электродом. Обычно соединение в твердом состоянии образуется по кольцу по периферии контакта. Дальнейший нагрев металла приводит к образованию ядра по обычной схеме точечной сварки (рис. 2.16, б). Рельеф при этом полностью деформируется, но под электродами остаются небольшие вмятины.
|
|
Дата: 2019-02-02, просмотров: 393.