К.А. ЗАГАЙГОРА
З.Г. МАКСИНА
ТЕХНОЛОГИЯ ОБУВИ.
СБОРКА ЗАГОТОВОК ВЕРХА ОБУВИ.
ПРАКТИКУМ
Учебное издание
Загайгора Клавдия Андреевна
Максина Зоя Георгиевна
ТЕХНОЛОГИЯ ОБУВИ.
СБОРКА ЗАГОТОВОК ВЕРХА ОБУВИ. ПРАКТИКУМ
Учебное пособие
Редактор К.Ф. Потапова
Корректор И.П. Лабусова
Компьютерная верстка Л.А. Бегунова
Подписано к печати __1.07.04._________ Формат 60х84/16. Бумага офсетная №1. Гарнитура «Таймс». Усл.печ.листов 10,2__. Уч./издат.листов__9,5__ Тираж_ 113_экз. Зак. №_273_
Учреждение образования «Витебский государственный технологический университет. 210035. г. Витебск, Московский пр-т, 72. Отпечатано на ризографе учреждения образования «Витебский государственный технологический университет». Лицензия ЛП № 02330/0133005 от 1 мая 2004 г.
УДК 685.34.02
ББК 37.25
3-14
Рецензенты: кандидат технических наук, доцент Витебского филиала института современных знаний (ВФИСЗ) Д.Р. Амирханов,
кандидат технических наук, доцент, директор по маркетингу ИП «Славянский мех» В.В. Щербаков.
3-14. Загайгора, К.А. Технология обуви. Сборка заготовок верха обуви. Практикум: Учебное пособие/ К.А. Загайгора, З.Г. Максина. - Витебск: УО «ВГТУ», 2004. – 123 с.
ISBN 985-6655-98-6
Учебное пособие содержит информацию о схемах сборки, технологических маршрутах и технологических процессах производства туфель «лодочка» и закрытых на шнурках и резинках, ботинок объемной конструкции с «мягким» кантом и полуботинок типа «конверт», сапожек хромовых и комбинированных на застежке «молния» и без застежки. Приведены эскизы моделей обуви, паспорта на детали верха, технологические процессы производства с методикой выполнения, в которых даны нормативы, режимы выполнения и вспомогательные материалы. В приложении приведены сведения об обувных иглах и нитках, эскизное изображение швов в зависимости от типа иглы и даны рекомендации по применению ниток и игл.
Данное пособие может быть использовано для изучения курсов «Технология обуви» и «Технология изделий из кожи», также в средних технических заведениях той же специальности и полезно для инженеров обувных предприятий.
УДК 685.34.02
ББК 37.25
ISBN 985-6655-98-6 © Загайгора К.А., Максина З.Г., 2004
ОГЛАВЛЕНИЕ
| Введение………………………………………………………………………….. | 5 |
| I . Туфли «лодочка» и закрытые на шнурках и резинках………………… | 9 |
| 1.1. Туфли «лодочка» с отрезными союзками с верхним кантом взагибку…………….............................................................................................. | 9 |
| Технологический маршрут…................................................................. | 10 |
| 1.2. Туфли «лодочка» с отрезными задинками, с односторонней боковой закрепкой, с верхним кантом взагибку………………………................ | 11 |
| Технологический маршрут……………………………………………… | 12 |
| 1.3. Туфли «лодочка» с текстильной подкладкой с термоклеевым слоем, с окантовкой верхнего канта……………………………………………… | 13 |
| Технологический маршрут…………………............................................. | 14 |
| 1.4. Туфли «лодочка» с отрезными деталями союзки, с выворотным швом по верхнему канту………………………………………………. | 15 |
| Технологический маршрут ……………………………………………… | 17 |
| 1.5. Туфли закрытые, с мягким верхним кантом, на шнурках……………… | 18 |
| Технологический маршрут……………………………………………… | 20 |
| 1.6. Туфли закрытые, на резинке с обработкой в окантовку………………. | 21 |
| Технологический маршрут …………………………………………….. | 23 |
| 1.7. Общий перечень операций сборки заготовок туфель «лодочка» и туфель закрытых……………………………………………………………… | 23 |
| 2. Ботинки и полуботинки …………………………………………………… | 26 |
| 2.1. Ботинки объемной конструкции с накладной союзкой из 2-х частей, овальной вставкой, надблочными ремнями и с выворотным мягким кантом………………................................................................................... | 26 |
| Технологический маршрут………………………………………………… | 29 |
| 2.2. Полуботинки с целыми берцами и целыми союзками с задним наружным ремнем, с верхним кантом взагибку, крой типа «конверт»……………………………................................................................... | 31 |
| Технологический маршрут……………………………………………….. | 33 |
| 2.3. Общий перечень операций сборки заготовок ботинок и полуботинок. | 33 |
| 3. Сапожки комбинированные и хромовые на застежке «молния» и без застежки «молния»………………………………………………................ | 36 |
| 3.1. Сапожки комбинированные с верхним кантом взагибку, на застежке «молния»…………………………………………………………………… | 36 |
| Технологический маршрут………………………………………………. | 38 |
| 3.2. Сапожки хромовые с верхним кантом взагибку, на застежке молния. | 40 |
| Технологический маршрут ……………………………………………… | 42 |
| 3.3. Сапожки хромовые с верхним кантом ввыворотку…………………… | 44 |
| Технологический маршрут……………………………………………….. | 46 |
| 3.4. Общий перечень операции сборки заготовок сапожек комбинированных и хромовых…………………………………………………................ | 46 |
| 4.Технологический процесс сборки заготовок……………………………... | 48 |
| 4.1 Технологический процесс сборки туфель «лодочка» и туфель закрытых на шнурках и резинках………………………………………… | 48 |
| 4.2. Технологический процесс сборки ботинок объемной конструкции и полуботинок типа «конверт»………………………………………… | 65 |
| 4.3. Технологический процесс сборки сапожек комбинированных и хромовых на застежке «молния»……………………………………… | 82 |
| Литература……………………………………………………………………… | 96 |
| Приложение ……………………………………………………………………. | 97 |
ВВЕДЕНИЕ
Важнейшей задачей обувной промышленности является удовлетворение потребности населения в качественной и красивой обуви различного ассортимента. Особое место в решении поставленной задачи отводится производству заготовок верха обуви, на долю операций сборки которых в общем технологическом процессе производства обуви приходится около 40% затрат труда, более 30% стоимости оборудования и более 25% производственных площадей обувных предприятий. От уровня технического оснащения заготовочного производства и совершенства технологии сборки заготовок в значительной мере зависит ее качество, ассортимент и объем выпускаемой обуви.
В настоящее время технология производства заготовок верха обуви претерпевает значительные изменения, которые обусловлены появлением нового оборудования, инструментов и устройств, основных и вспомогательных материалов. Последняя типовая технология по производству обуви (часть 5 «Сборка заготовок обуви»), являющаяся основным источником при разработке технологического процесса сборки заготовок как для инженеров на обувных предприятиях, так и для студентов при изучении соответствующих разделов технологии обуви, была издана в 1970 г. За прошедшее время существенно изменились отдельные конструкции обуви, появились новые материалы как для наружных деталей верха, так и для внутренних и промежуточных деталей, появились новые вспомогательные материалы для скрепления деталей, укрепления ниточных швов. Значительно расширился парк заготовочного оборудования, широко используются специализированные машины для соединения деталей, скорость сострачивания на которых существенно увеличилась (5000 ст/мм), что значительно повышает производительность труда при производстве определенного ассортимента обуви.
Применение нового оборудования и прогрессивной технологии сборки заготовок позволяет не только повысить производительность труда и увеличить объем выпускаемой обуви, но и создает основу для выпуска обуви стабильно высокого качества и широкого ассортимента.
В процессе подготовки инженеров-технологов обувного производства студенты изучают не только теоретические вопросы технологии, но и овладевают практическими навыками проектирования технологического процесса сборки заготовок обуви. Отсутствие информации в учебной литературе или в других источниках (аналогичных 5-ой части типовой технологии производства обуви) о современном оборудовании, новых вспомогательных материалах и инструментах, о принципах их подбора для производства заготовок разных видов и конструкций значительно затрудняет подготовку специалистов обувного производства.
Настоящее учебное пособие посвящено технологии сборки заготовок верха обуви и разработано на основе опыта отечественной и зарубежной промышленности с учетом основных прогрессивных разработок.
В связи с большим конструктивным и видовым разнообразием выпускаемых на предприятиях заготовок верха обуви в данном учебном пособии приведены технологические маршруты и процессы сборки наиболее современных и часто выпускаемых видов обуви: туфель «лодочка» и туфель закрытых на шнурках и резинках, ботинок объемной конструкции с мягким кантом и полуботинок на шнурках, сапожек комбинированных и хромовых на застежке «молния» и без застежки «молния». Современная технология сборки заготовок отличается большим разнообразием технологических решений, которые зависят от технического уровня производства, от основных и вспомогательных материалов, от конструкции обуви. В учебном пособии представлены виды обуви и их конструкции, различающиеся по технологическому принципу их сборки. Так, на примере туфель «лодочка» представлены четыре варианта схем сборки и технологических маршрутов в зависимости от материалов наружных и внутренних деталей, от характера их обработки и видов швов, применяемых для соединения деталей.
Технологические процессы сборки ботинок и полуботинок представлены в вариантах технологических решений, которые обеспечивают получение заготовок объемной конструкции (ботинки) и полуплоской конструкции (полуботинки).
Технологический процесс сборки сапог представлен в вариантах технологических решений для сборки комбинированных сапожек и хромовых сапожек на застежке «молния», а также сапожек без застежки «молния», замкнутый контур которых достигается при одновременном сострачивании наружных и внутренних деталей по заднему шву.
Заготовки одного вида обуви подразделяются по конструктивному и технологическому принципу, а также по применяемым материалам для наружных и внутренних деталей верха.
В связи с этим в учебном пособии приведены эскизы моделей, перечень деталей верха обуви и технологические маршруты, где указаны операции, присущие конкретному виду заготовок верха обуви. Кроме этого, в учебном пособии разработаны схемы сборки заготовок, где наглядно показана последовательность соединения деталей в узлы, группы, изделия, что может быть использовано при многоассортиментом запуске заготовок в производство на потоках, работающих по принципу диспетчер – операция - диспетчер.
Для каждого вида заготовок приведен общий технологический процесс, включающий технологические операции и методику их выполнения, присущую этому виду заготовок. В методике даны технологические нормативы и параметры операций (режимы склеивания, сушки), наименование вспомогательных материалов и их краткая техническая характеристика (номера ниток и игл, тип иглы, тип острия, наименование клея, номер его рецепта или концентрация и т.д.), а также рекомендуемое оборудование и инструменты.
Оборудование на операциях сборки заготовок рекомендовано с учетом его практического применения на однотипных операциях в реальном производстве на различных предприятиях. Наиболее предпочтительное – первое, остальные виды оборудования являются альтернативными, которые могут быть использованы для выполнения конкретной операции с учетом технического уровня производства и наличия оборудования.
В технологических операциях типы игл тоже различные в зависимости от применяемого оборудования, вида шва, вида материала. Импортные иглы используются, в основном, на машинах фирм Пфафф и Адлер.
В учебном пособии имеется приложение.
В приложении приведены информация об иглах, нитках, рекомендации по их подбору. В информации об иглах указывается тип иглы, условное обозначение острия, код острия, наименование острия и область применения игл (табл. 1).
Дано описание обувных ниток: армированных с хлопковой оплеткой (лавсан – хлопок), армированных с полиэфирной оплеткой (лавсан – лавсан), комплексных полиэфирных (100% полиэстер), комплексных полиамидных (100% капрон), хлопчатобумажных, полиамидной мононити. Приведены их торговые номера, линейная плотность (текс), прочность и удлинение при разрыве, что дает возможность выбирать их в зависимости от требований, предъявляемых к качеству строчек (табл. 2).
Многообразие ниток, рекомендуемых на конкретных операциях технологического процесса сборки заготовок в данном учебном пособии следует воспринимать как их наличие и использование в реальном производстве, что позволяет быстро осуществлять их подбор (в числителе указана нить катушечная, в знаменателе – шпульная).
Инструменты и вспомогательные материалы рекомендованы те, которые могут быть применены для выполнения конкретной операции.
В учебном пособии даны рекомендации по подбору игл по номеру и форме острия, по подбору ниток по линейной плотности (номеру), в зависимости от вида шва (табл. 3).
В табл.4 приведены образцы швов, получаемые при использовании игл с соответствующей формой острия и определенной ориентацией прокола иглы относительно линии шва, а также область применения этих швов.
В приложении приведены ориентировочные нормы времени и нормы выработки по различным операциям сборки заготовок, которые могут быть использованы для расчета трудоемкости сборки заготовок различных конструкций с целью проведения сравнительного анализа трудоемкости их производства.
Так как требования к качеству строчек являются едиными, чтобы не повторять их по каждой операции технологического процесса сборки заготовок, они изложены во введении:
а) края настрачиваемых деталей должны перекрывать наколки или гофры на 0,5-1 мм;
б) нитки при строчке должны быть хорошо втянуты и плотно заполнять проколы, образованные иглой;
в) в строчке не должно быть обрывов ниток и припусков стежков;
г) детали не должны быть стянуты или сморщены по линии шва;
д) края строчки должны быть закреплены;
е) строчки должны быть параллельны друг другу и краям скрепляемых деталей;
ж) тачные швы должны быть тщательно разглажены и укреплены;
з) строчки не должны быть загрязнены;
и) нитки в строчке не должны быть разлохмачены;
к) для сострачивания деталей применять обувные нитки (табл.2).
Условные обозначения в схемах сборки заготовок:
 |
- - деталь;
-
| У 1 | - узел |
| Гр.1 | - группа |

- заготовка
Разработанное учебное пособие по технологии сборки заготовок верха обуви будет практическим руководством при выполнении лабораторных работ, практических занятий, курсовых и дипломных проектов студентами технологического и экономического профиля и может быть использовано инженерами-технологами обувного производства.
РЕЗИНКАХ
Взагибку
Таблица 1.1
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная кожа | 1,1 – 1,2 |
| Задинка наружная | 2 | Эластичная кожа | 0,9 – 1,1 |
| Задинка внутренняя | 2 | Эластичная кожа | 0,9 – 1,1 |
| Кожкарман | 2 | Подкладочная кожа на бахтормяную сторону | 0,8 – 0,9 |
| Кожподкладка наружная | 2 | Подкладочная кожа | 0,8 – 0,9 |
| Кожподкладка внутренняя | 2 | Подкладочная кожа | 0,8 – 0,9 |
| Текстильная подкладка под союзку | 2 | Трикотажное полотно с термоклеевым покрытием | 0,5 –0,6 |
| Межподкладка под союзку | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под задинки | 4 | Термобязь | 0,3 - 0,4 |
| Подносок | 2 | Термофлекс | 0,8 – 0,85 |
 | |||
 | |||


 У2 У2
|
| У1 |




Рис. 1.1. Схема сборки заготовки
Технологический маршрут
Наклеивание межподкладки.
2. Увлажнение краев деталей перед сострачиванием.
3. Сострачивание задинок с союзкой тачным швом.
4. Разглаживание тачного шва с наклеиванием липкой ленты.
5. Сострачивание деталей по заднему краю тачным швом.
6. Разглаживание тачного шва с наклеиванием липкой ленты.
7. Сострачивание кожкармана с наружной и внутренней кожподкладкой.
8. Сострачивание кожподкладки по переднему краю и с трикотажной подкладкой.
9. Загибка наружных деталей верха в области заднего шва с прокладыванием тесьмы.
10. Намазка клеем верха и подкладки по верхнему канту, сушка.
11. Склеивание верха с подкладкой с околачиванием верхнего канта.
12. Строчка верхнего канта с обрезкой кожподкладки.
13. Вклеивание подноска, склеивание верха с подкладкой.
14. Обстрачивание заготовок по затяжной кромке*.
15. Чистка и комплектование заготовок.
Примечание: при дублировании союзки с подноском и подкладкой операция может не предусматриваться.
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная кожа | 1,1 – 1,3 |
| Задинка наружная | 2 | Эластичная кожа | 1,0– 1,1 |
| Задинка внутренняя | 2 | Эластичная кожа | 1,0– 1,1 |
| Кожкарман | 2 | ИК «Сина» | 0,8– 0,9 |
| Кожподкладка наружная | 2 | Свиная кожа барабанного крашения | 0,8 – 0,9 |
| Кожподкладка внутренняя | 2 | Свиная кожа барабанного крашения | 0,8 – 0,9 |
| Подкладка под союзку | 2 | Трикотажное полотно с термоклеевым покрытием | 0,5 –0,6 |
| Межподкладка под союзку | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под задинки | 2 | Термобязь | 0,3 - 0,4 |
| Подносок | 2 | Термофлекс | 0,8 – 0,85 |
 | |||
 | |||
 У 1 У 1
| 
| У2 |
Рис. 1.2. Схема сборки заготовки
Технологический маршрут
Наклеивание межподкладки.
2. Увлажнение краев деталей перед сострачиванием.
3. Сострачивание задинок с союзкой тачным швом.
4. Разглаживание тачного шва и наклеивание липкой ленты.
5. Увлажнение деталей по заднему краю.
6. Сострачивание деталей по заднему шву.
7. Разглаживание тачного шва и наклеивание липкой ленты.
8. Строчка фигурной закрепки.
9. Сострачивание кожкармана с кожподкладкой.
10. Намазка клеем верха и кожподкладки с бахтормяной стороны, сушка и склеивание.
11. Строчка верхнего канта с обрезкой кожподкладки.
12. Нанесение клея на союзку, вставка подноска, накладывание подкладки под союзку, склеивание.
13. Обстрачивание заготовки по затяжной кромке.
14. Чистка и комплектование заготовок.
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная кожа | 1,1 – 1,2 |
| Задинка внутренняя | 2 | Эластичная кожа | 1,0– 1,1 |
| Окантовка | 2 | Эластичная кожа | 0,6– 0,7 |
| Подкладка под союзку | 2 | Ткань с термоклеевым слоем | 0,7– 0,8 |
| Кожкарман | 2 | ИК «Сина» | 0,8 – 0,9 |
| Межподкладка под союзку | 2 | Термобязь | 0,3 – 0,4 |
| Межподкладка под задинки | 2 | Термобязь | 0,3 – 0,4 |
| Подносок | 2 | Термофлекс | 0,8 - 0,9 |
 | |||
 | |||
Рис. 1.3. Схема сборки заготовки
Технологический маршрут
Наклеивание межподкладки.
2. Пристрачивание внутренней задинки настрочным швом.
3. Склеивание верха с подкладкой и вклеивание подноска.
4. Увлажнение краев деталей перед сострачиванием.
5. Сострачивание заготовки по заднему шву.
6. Разглаживание заднего шва и наклеивание липкой ленты.
7. Наклеивание упрочнительной тесьмы по верхнему канту с протягиванием конца через задний шов.
8. Наклеивание кожкармана.
9. Окантовка верхнего канта.
10. Продергивание ниток и заделка краев окантовки.
11.Обстрачивание заготовки по затяжной кромке.
12. Чистка и комплектование заготовок.
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Носок | 2 | Эластичная кожа | 1,1 – 1,2 |
| Союзка | 2 | Эластичная кожа | 1,1 – 1,2 |
| Отрезные детали союзки | 4 | Эластичная кожа | 1,1 – 1,2 |
| Задинка внутренняя | 2 | Эластичная кожа | 1,0– 1,1 |
| Кожкарман | 2 | Свиная подкладочная кожа барабанного крашения | 0,8– 0,9 |
| Кожподкладка | 2 | Свиная подкладочная кожа барабанного крашения | 0,8 – 0,9 |
| Межподкладка под задинки | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под союзку | 2 | Термобязь | 0,3 - 0,4 |
| Подносок | 2 | Термофлекс | 0,8 – 0,9 |
 | |||||
 | |||||
| | |||||
 У 1 У 1
|
| У 2 |
Рис. 1.4. Схема сборки заготовки
Технологический маршрут
1. Нанесение наметки на детали верха.
2. Наклеивание упрочнительной тесьмы вдоль контура загибки союзки.
3. Увлажнение перед сострачиванием.
4. Стачивание носка с отрезной деталью союзки.
5. Стачивание отрезных деталей тачным швом.
6. Разглаживание тачного шва с одновременным наклеиванием липкой ленты.
7. Наклеивание деталей межподкладки на детали верха.
8. Увлажнение перед стачиванием.
9. Стачивание союзки с задинкой тачным швом.
10. Разглаживание тачного шва с одновременным наклеиванием липкой ленты.
11. Декоративная двухрядная строчка союзки.
12. Увлажнение перед стачиванием.
13. Стачивание заготовок по заднему шву.
14. Разглаживание тачного шва с одновременным наклеиванием липкой ленты, заправка конца нити.
15. Увлажнение верхнего канта заготовки (по необходимости).
16. Наклеивание упрочнительной ленты по верхнему канту заднего шва, ручная нарезка ленты.
17. Сострачивание кожподкладки, подкладки с верхом и закрепление концов строчки.
18. Намазка подкладки и верха, сушка.
19. Загибка заготовок по периметру под выворотку с прокладыванием тесьмы, подправка загибки на закруглениях, обрезка тесьмы.
20. Выворачивание заготовок, склеивание, околачивание по периметру.
21. Околачивание канта заготовок в два приема.
22. Активация подноска, нанесение клея, вставка подноска, склеивание верха с подкладкой, дублирование подноска.
23. Обстрачивание заготовок по затяжной кромке.
24. Чистка и комплектование заготовок.
Таблица 1.5
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная кожа | 1,3 – 1,4 |
| Задинка | 2 | Эластичная кожа | 1,2 – 1,3 |
| Берцы наружные | 2 | Эластичная кожа | 1,2 – 1,3 |
| Берцы внутренние | 2 | Эластичная кожа | 1,2– 1,3 |
| Язычок | 2 | Эластичная кожа | 1,2– 1,3 |
| Деталь мягкого канта наружная | 2 | СК «NEPAL» | 0,9-1,0 |
| Деталь мягкого канта внутренняя | 2 | СК «NEPAL» | 0,9-1,0 |
| Кожподкладка под наружные берцы | 2 | Свиная подкладочная кожа барабанного крашения | 0,8 – 0,9 |
| Кожподкладка под внутренние берцы | 2 | Свиная подкладочная кожа барабанного крашения | 0,8 – 0,9 |
| Подкладка под союзку | 2 | Ткань обувная | 0,5-0,6 |
| Межподкладка под задинки | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под союзку | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под берцы наружные | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под берцы внутренние | 2 | Термобязь | 0,3 - 0,4 |
| Прокладка мягкого канта Подносок | 4 2 | Поролон Битерм | 10 0,8-0,9 |
 | |||||
 | |||||
| | |||||

| У 2 |
|

 У 1 У 1
|




| Группа 1 | 
| У 3 |

Рис. 1.5. Схема сборки заготовки
Технологический маршрут
1. Наклеивание межподкладки.
2. Ручная наметка: глубина застрачивания вытачек; линия ажура на союзке.
2. Сострачивание деталей кожподкладки между собой с закрепление концов строчки.
3. Сострачивание деталей мягкого канта между собой с закреплением концов строчки.
4. Разглаживание тачного шва на мягком канте.
5. Настрачивание берцев на детали мягкого канта с закреплением концов строчки.
6. Строчка вытачки на задинке с закреплением концов строчки.
7. Разглаживание вытачек.
8. Настрачивание задинки на детали мягкого канта и на берцы с закреплением концов строчки.
9. Сострачивание верха с кожподкладкой по линии мягкого канта с закреплением концов строчки.
10. Намазка верха и подкладки для выворотки. Сушка.
11. Раскладка поролона. Намазка. Сушка.
12. Наклеивание поролона на деталь мягкого канта.
13. Выворачивание кожподкладки. Склеивание верха с подкладкой. Околачивание.
14. Строчка канта на берцах с обрезкой излишков кожподкладки и одновременным скреплением верха с подкладкой. Ручная подправка кожподкладки.
15. Окрашивание переднего края берец.
16. Строчка ажура на союзке.
17. Намазка клеем союзки, текстильной подкладки. Сушка. Склеивание.
18. Пристрачивание язычка с одновременным пристрачиванием подкладки.
19. Пробивка отверстий под блочки на берцах (4 дет. на п/пару).
20. Вставка блочек в заготовку.
21. Настрачивание берцев на союзку с выполнением П-образной закрепки.
22. Оплавление концов ниток.
23. Вставка подноска.
24. Обстрачивание заготовки по затяжной кромке.
25. Чистка и комплектование заготовок.
1.6. Туфли закрытые, на резинке с обработкой в окантовку
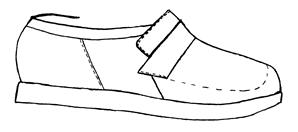
Таблица 1.6
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная кожа | 1,3 – 1,4 |
| Задинка | 2 | Эластичная кожа | 1,2 – 1,3 |
| Берцы внутренние | 2 | Эластичная кожа | 1,2– 1,3 |
| Берцы наружные | 2 | Эластичная кожа | 1,2– 1,3 |
| Язычок | 2 | Эластичная кожа | 1,2– 1,3 |
| Накладка | 2 | Эластичная кожа | 0,8– 0,9 |
| Окантовка | 2 | Эластичная кожа | 0,8– 0,9 |
| Кожкарман | 2 | Кожподкладка свиная | 0,8– 0,9 |
| Кожподкладка наружная | 2 | Кожподкладка свиная | 0,8 – 0,9 |
| Кожподкладка внутренняя | 2 | Кожподкладка свиная | 0,8 – 0,9 |
| Кожподкладка под язычок | 2 | Кожподкладка свиная | 0,8 – 0,9 |
| Подкладка под союзку | 2 | Трикотажное полотно | 0,5 - 0,6 |
| Межподкладка под берцы | 4 | Термобязь | 0,3 - 0,4 |
| Межподкладка под задинки | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под союзку | 2 | Термобязь | 0,3 - 0,4 |
| Резинка | 2 | Лента эластичная | 20 мм |
| Подносок | 2 | Битерм | 0,8-0,9 |
 | |||||||
 | |||||||
 | |||||||
| | |||||||

| У1 | У 2 |

Рис. 1.6. Схема сборки заготовки
Технологический маршрут
1. Наклеивание межподкладки.
2. Наметка глубины застрачивания вытачек.
3. Увлажнение вытачек.
4. Строчка вытачек на задинках.
5. Разглаживание вытачек
6. Сострачивание задинки с наружными и внутренними берцами.
7. Наметка и нарезка резинки.
8. Пристрачивание резинки к берцам.
9. Сострачивание деталей кожподкладки между собой.
10.Намазка клеем верха и подкладки по верхнему канту. Сушка.
11. Склеивание верха с подкладкой.
12. Вторая строчка резинки.
13. Окантовка заготовок.
14. Намазка клеем язычка и кожподкладки под язычок. Сушка. Склеивание.
15. Строчка канта язычка с обрезкой излишков кожподкладки.
16. Художественное окрашивание краев язычка и верхнего канта.
17. Настрачивание союзки на берцы.
18. Отгибка кожподкладки под язычок, намазка клеем кожподкладки, подкладки под союзку и союзки. Сушка. Склеивание.
19. Настрачивание союзки на язычок с одновременным пристрачиванием подкладки.
20. Обрезка края кожподкладки под язычок в месте ее скрепления с подкладкой под союзку.
21. Отгибка носочной части заготовки. Скрепление подкладки под союзку с кожподкладкой.
22. Настрачивание накладки на союзку П-образной строчкой.
23. Вставка подноска.
24. Обстрачивание заготовки по затяжной кромке.
25. Обжиг концов ниток.
26. Чистка и комплектование заготовок.
1.7 Общий перечень операций сборки заготовок туфель «лодочка»
и туфель закрытых
1. Наклеивание межподкладки.
2. Увлажнение краев деталей перед сострачиванием.
3. Сострачивание задних краев деталей верха тачным швом.
4. Разглаживание тачных швов с наклеиванием упрочняющей тесьмы.
5. Нанесение наметки на детали верха для декоративных строчек.
6. Наклеивание упрочнителя вдоль контура загибки союзки.
7. Сострачивание деталей верха однорядной строчкой.
8. Двухрядная декоративная строчка.
9. Однорядная декоративная строчка.
10. Пристрачивание односторонней боковой закрепки задинок.
11. Наклеивание упрочнительной ленты по верхнему канту заднего шва и загибка деталей, ручная нарезка ленты.
12. Сострачивание кожкармана с наружной и внутренней кожподкладкой.
13. Сострачивание передних краев кожаной подкладки и сострачивание ее с текстильной подкладкой.
14. Склеивание деталей кожаной подкладки.
15. Намазка клеем верха и подкладки по канту, сушка.
16. Склеивание верха с подкладкой по канту с околачиванием.
17. Строчка канта с обрезкой краев кожаной подкладки.
18. Соединение задних краев кожаной подкладки.
19. Разглаживание заднего шва кожаной подкладки.
20. Наклеивание упрочнителей по линии строчек.
21. Стачивание верха с подкладкой по верхнему канту под выворотный шов с закреплением концов строчки.
22. Намазка клеем верха и подкладки, сушка, выворачивание с выкладыванием, склеивание.
23. Околачивание верхнего канта заготовок.
24. Нанесение клея на кожкарман и верх в пяточной части, сушка, склеивание.
25. Окантовка верхнего края заготовки и краев деталей верха.
26. Намазка клеем язычка и кожподкладки под язычок, сушка, склеивание.
27. Строчка канта язычка с одновременной обрезкой кожподкладки.
28. Окрашивание видимых краев деталей верха.
29. Первая строчка резинки с закреплением концов строчки.
30. Намазка клеем верха и подкладки по верхнему канту, сушка, склеивание.
31. Вторая строчка резинки с закреплением концов строчки.
32. Отгибка кожподкладки под язычок и союзку, намазка клеем, сушка, склеивание.
33. Отгибка носочной части заготовки. Сострачивание текстильной подкладки с кожподкладкой.
34. Настрачивание накладки на союзку П-образной строчкой с закреплением концов строчки.
35. Обжиг концов ниток.
36. Сострачивание деталей мягкого канта.
37. Настрачивание берцев на детали мягкого канта с закреплением концов строчки.
38. Настрачивание задинок на детали мягкого канта и на берцы.
39. Сострачивание верха с кожподкладкой.
40. Намазка клеем верха и подкладки для выворотки, сушка.
41. Раскладка поролона, намазка клеем, сушка.
42. Наклеивание поролона на детали мягкого канта.
43. Выворачивание кожподкладки, склеивание верха с подкладкой, околачивание.
44. Строчка канта с обрезкой кожподкладки.
45. Намазка клеем союзки и текстильной подкладки под союзку, сушка, склеивание.
46. Пристрачивание подкладки на союзку с одновременным пристрачиванием язычка.
47. Вставка блочек в заготовку.
48. Настрачивание берцев на союзку с одновременной строчкой закрепок.
49. Пристрачивание берцев к союзкам.
50. Строчка закрепок на берцах.
51. Вставка подносков. Дублирование.
52. Обстрачивание заготовок по затяжной кромке союзок.
53. Чистка заготовок.
54. Шнурование заготовок.
55. Комплектование заготовок.
БОТИНКИ И ПОЛУБОТИНКИ
Выворотным мягким кантом
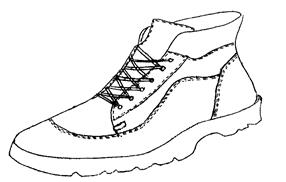
Таблица 2.1
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| 1 | 2 | 3 | 4 |
| Союзка | 2 | Эластичная кожа | 1,8 – 2,0 |
| Отрезная деталь союзки | 2 | Эластичная кожа | 1,8 – 2,0 |
| Овальная вставка | 2 | Эластичная кожа | 1,8 – 2,0 |
| Надблочники | 4 | Эластичная кожа | 1,8 – 2,0 |
| Берцы | 4 | Эластичная кожа | 1,8 – 2,0 |
| Задинка | 2 | Эластичная кожа | 1,8 – 2,0 |
| Язычок | 2 | Эластичная кожа | 1,8 – 2,0 |
| Деталь верхнего канта | 2 | Нубук | 1,6 - 1,8 |
| Штаферка | 2 | Свиная подкладочная кожа | 0,9 – 1,2 |
| Подблочные ремни | 4 | Свиная подкладочная кожа | 0,9 – 1,2 |
Окончание табл. 2.1
| 1 | 2 | 3 | 4 |
| Подкладка под отрезную деталь язычка | 2 | Свиная подкладочная кожа | 0,9 – 1,2 |
| Подкладка под союзку | 2 | Мех натуральный овчина | - |
| Подкладка под язычок | 2 | Мех натуральный овчина | - |
| Подкладка под берцы | 4 | Мех натуральный овчина | - |
| Межподкладка под союзку | 2 | Нетканый материал с термоклеевым покрытием | 0,3 - 0,4 |
| Межподкладка под отрезную деталь союзки | 2 | Нетканый материал с термоклеевым покрытием | 0,3 - 0,4 |
| Межподкладка под овальную вставку | 2 | Нетканый материал с термоклеевым покрытием | 0,3 - 0,4 |
| Межподкладка под задинку | 2 | Нетканый материал с термоклеевым покрытием | 0,3 - 0,4 |
| Стелька втачная | 2 | Уретанискожа НТ | 2,0 ±0,2 |
| Прокладка мягкого канта | 2 | Пенополиуретан эластичный | 15,0±0,1 |
| Прокладка под язычок | 2 | Пенополиуретан эластичный | 15,0±0,1 |
| Задник | 2 | Термопластичный материал «термофлекс» | 1,3±0,1 |
| Подносок | 2 | Термопластичный материал «термофлекс» | 0,85±0,1 |
| Эластичная лента | 2 |
 |  |  |  | ||||||||||||||||
 | |||||||||||||||||||
 |  |  | |||||||||||||||||
| | |||||||||||||||||||
 | |||||||||||||||||||
| У 1 |
| У 2 |
| У 3 |
 |
 Гр. 1 Гр. 1
|








 У 4 У 4
|
| У 7 |
| У 5 |
 |  | ||||
 | |||||

| У 6 |

|

 У 8 У 8
|

 |
 Гр.1 Гр.1
| Гр. 2 |


 |
 У 9 У 9
| 
|   У 8 У 8
|
 | |||
 | |||
 У 3 У 3
|
 | |||||
 |  | ||||

  Гр. 2 Гр. 2
|
 |
Рис. 2.1. Схема сборки заготовки
Технологический маршрут
1. Наметка линий-ориентиров для декоративных строчек.
2. Наклеивание межподкладки.
3. Стачивание подкладки под берцы переметочным швом по заднему краю.
4. Стачивание подкладки под союзку и язычок переметочным швом.
5. Настрачивание подблочных ремней на штаферки.
6. Стачивание состроченных подблочных ремней со штаферками с подкладкой под берцы переметочным швом.
7. Настрачивание надблочника на деталь мягкого верхнего канта.
8. Увлажнение краев деталей перед сострачиванием.
9. Сострачивание берцев по заднему шву.
10. Разглаживание заднего шва.
11. Разглаживание тачных швов с одновременным наклеиванием укрепляющей тесьмы.
12. Настрачивание детали берцев на надблочники и деталь мягкого верхнего канта.
13. Настрачивание союзки на отрезную деталь союзки с внутренней стороны.
14. Продергивание, подмазка и подклейка концов ниток.
15. Скрепление берцев с овальной вставкой союзок по линии припуска.
16. Настрачивание союзок на берцы и вставку.
17. Строчка декоративных линий на союзках и берцах.
18. Стачивание язычков с подкладкой под язычки тачным швом.
19. Намазка клеем поролона под язычок с одной стороны, сушка.
20. Намазка клеем язычков и подкладки под выворотку.
21. Расправка шва, выворачивание и околачивание.
22. Настрачивание овальной вставки на язычок.
23. Намазка клеем подкладки под союзки и союзок, сушка.
24. Склеивание союзок с подкладкой, околачивание.
25. Строчка канта язычков овальной вставки союзки.
26. Обрезка краев меховой подкладки язычков овальной вставки союзки.
27. Декоративная строчка задинок.
28. Настрачивание задинок.
29. Стачивание верха с подкладкой по мягкому верхнему канту берцев.
30. Намазка клеем деталей верха и подкладки под выворотку, сушка.
31. Рассоединение и намазка поролона с двух сторон, сушка.
32. Заделка концов ниток, наклеивание поролона на мягкий верхний кант берцев, наклеивание липкой ленты, выворачивание и околачивание канта берцев, расправка подкладки.
33. Строчка канта заготовок.
34. Обрезка краев кожаной подкладки берцев.
35. Вставка блочек.
36. Строчка закрепок на берцах.
37. Вставка подносков, дублирование с верхом и подкладкой.
38. Вставка задников, формование пяточной части заготовок.
39. Обстрачивание заготовок по затяжной кромке.
40. Обрезка подкладки по затяжной кромке.
41. Пристрачивание ленты эластичной к втачной стельке.
42. Формование носочной части заготовок.
43. Пристрачивание втачной стельки с одновременной посадкой носочной части.
44. Шнурование заготовок.
45. Чистка и комплектование заготовок.
Крой типа «конверт»
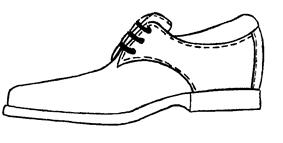
Таблица 2.2
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная кожа | 1,3 – 1,4 |
| Берцы наружные | 2 | Эластичная кожа | 1,2 – 1,3 |
| Берцы внутренние | 2 | Эластичная кожа | 1,2– 1,3 |
| Задний наружный ремень (ЗНР) | 2 | Эластичная кожа | 1,3– 1,4 |
| Язычок | 2 | Эластичная кожа | 1,3– 1,4 |
| Кожподкладка наружная | 2 | Свиная кожа барабанного крашения | 0,8 – 0,9 |
| Кожподкладка внутренняя | 2 | Свиная кожа барабанного крашения | 0,8– 0,9 |
| Подкладка под союзку | 2 | Трикотажное полотно | 0,5 - 0,6 |
| Упрочнитель под блочки | 4 | Нетканый материал с термопокрытием | 0,3 |
| Межподкладка под союзку | 2 | Термобязь | 0,3 - 0,4 |
| Межподкладка под берцы | 4 | Термобязь | 0,3 - 0,4 |
| Подносок | 2 | Термофлекс | 0,8 - 0,9 |
| Блочки | 12 | Ф. 158 | - |
 | |||
 | |||

 | |||
 | |||
| У 1 |
| У 2 |

 | |||
 | |||
 Гр. 1 Гр. 1
| У 3 |
 |
Рис. 2.2. Схема сборки заготовки
Технологический маршрут
1. Наклеивание межподкладки.
2. Сострачивание задних краев берцев переметочным швом.
3. Настрачивание задних наружных ремней (ЗНР).
4. Наклеивание упрчнителей под блочки.
5. Сострачивание задних краев кожаной подкладки.
6. Разглаживание заднего шва кожаной подкладки.
7. Намазка клеем верхних и передних краев берцев и подкладки, сушка.
8. Загибка оставшейся незагнутой части берцев и ЗНР, склеивание подкладки с берцами.
9. Строчка верхнего канта берцев с обрезкой краев кожаной подкладки.
10. Вставка блочек.
11. Закрашивание краев кожаной подкладки.
12. Склеивание подкладки с союзкой.
13. Пристрачивание язычков к союзке с одновременным пристрачиванием подкладки под союзку.
14. Настрачивание берцев на союзку с одновременной строчкой закрепок.
15. Вставка подноска. Дублирование.
16. Обстрачивание заготовок по затяжной кромке.
17. Шнурование заготовок.
18. Чистка и комплектование заготовок.
И полуботинок
1. Наклеивание межподкладки.
2. Увлажнение краев деталей перед сострачиванием.
3. Сострачивание деталей подкладки и берцев переметочным швом.
4. Настрачивание подблочных ремней на штаферке.
5. Настрачивание надблочных ремней на детали мягкого верхнего канта.
6. Сострачивание берцев по заднему шву.
7. Разглаживание заднего шва.
8. Разглаживание тачных швов с одновременным наклеиванием укрепляющей тесьмы.
9. Настрачивание берцев на надблочники и деталь мягкого верхнего канта.
10. Настрачивание союзки на отрезную деталь союзки с внутренней стороны.
11. Продергивание и подклейка концов ниток.
12. Сострачивание берцев с овальной вставкой по линии припуска.
13. Настрачивание союзки на берцы и овальную вставку.
14. Декоративная строчка союзки.
15. Сострачивание отрезной детали язычка с подкладкой.
16. Намазка клеем поролона под язычок, отрезной детали язычков и подкладки под выворотку.
17. Строчка канта с обрезкой краев кожподкладки.
18. Выворачивание и околачивание канта язычков.
19. Настрачивание овальной вставки на язычок.
20. Намазка клеем овальной вставки союзки и подкладки, сушка, склеивание.
21. Наклеивание упрочнителей по линии строчек.
22. Строчка канта язычков овальной вставки.
23. Намазка верха и подкладки клеем, сушка, склеивание, выворачивание с выкладыванием.
24. Декоративная строчка задинок.
25. Настрачивание задинок.
26. Сострачивание верха с подкладкой по верхнему канту под выворотный шов.
27. Намазка клеем верха и подкладки. Рассоединение поролона и намазка с двух сторон, сушка.
28. Наклеивание поролона на верхний кант берцев, наклеивание липкой ленты, выворачивание и околачивание канта берцев, расправка подкладки.
29. Строчка канта заготовок.
30. Обрезка краев кожаной подкладки.
31. Вставка блочек.
32. Строчка закрепок на берцах.
33. Вставка подносков, дублирование верха с подкладкой.
34. Вставка задников. Формование пяточной части заготовок.
35. Обстрачивание заготовки по периметру затяжной кромки.
36. Обрезка подкладки по затяжной кромке.
37. Пристрачивание эластичной ленты к втачной стельке.
38. Предварительное формование носочной части заготовки.
39. Пристрачивание втачной стельки к заготовке по периметру с одновременной припосадкой носочной части заготовки.
40. Припосадка носочной части заготовки верха обуви.
41. Пристрачивание втачной стельки к заготовке по периметру.
42. Настрачивание задних наружных ремней (ЗНР).
43. Наклеивание упрочнителей под блочки.
44. Сострачивание задних краев кожаной подкладки.
45. Разглаживание заднего шва кожаной подкладки.
46. Намазка клеем верхних и передних краев берцев и подкладки, сушка.
47. Загибка оставшейся незагнутой части берцев и ЗНР, склеивание подкладки с берцами.
48. Строчка верхнего канта берцев с обрезкой краев кожаной подкладки.
49. Склеивание подкладки с союзкой.
50. Пристрачивание язычков к союзке с одновременным пристрачиванием подкладки под союзку.
51. Настрачивание берцев на союзку с одновременной строчкой закрепок.
52. Вставка подноска. Дублирование.
53. Обстрачивание заготовок по затяжной кромке.
54. Чистка заготовок.
55. Шнурование заготовок.
56. Комплектование заготовок.
На застежке «молния»

Таблица 3.1
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная кожа | 1,3 – 1,4 |
| Задинка наружная | 2 | Эластичная кожа | 1,0 – 1,2 |
| Верхняя часть наружного голенища | 2 | Эластичная кожа | 1,0– 1,2 |
| Внутреннее голенище | 2 | Эластичная кожа | 1,0– 1,2 |
| Переднее голенище | 2 | СК на нетканой основе | 1,0– 1,2 |
| Клапан под молнию | 2 | СК на нетканой основе | 1,0– 1,2 |
| Штаферка наружняя | 2 | СК на нетканой основе | 1,0– 1,2 |
| Штаферка внутренняя | 2 | СК на нетканой основе | 1,0– 1,2 |
| Кожкарман | 2 | Спилок кожевенный | 0,9 – 1,0 |
| Подкладка под наружное голенище | 2 | Мех искусственный | - |
| Подкладка под внутреннее голенище | 2 | Мех искусственный | - |
| Межподкладка под союзку | 2 | Трикотажное полотно с термоклеевым слоем | 0,5 - 0,6 |
| Межподкладка под наружные задинки | 2 | Термобязь | 0,35-0,4 |
| Межподкладка под внутреннее голенище | 2 | Термобязь | 0,35-0,4 |
| Межподкладка под переднее голенище | 2 | Термобязь | 0,35-0,4 |
| Упрочнитель под молнию переднего голенища | 2 | Лента липкая упрочнительная 16 мм | - |
| Подносок | 2 | Термофлекс | 0,85-0,9 |
| Молния | 2 | Спиральная искривленная | - |
 |
 У 1 У 1
| 
| У 2 |
Рис. 3.1. Схема сборки заготовки
Технологический маршрут
1. Наметка линий декоративных строчек.
2. Наклеивание межподкладки.
3. Наклеивание липкой ленты на голенища из СК под замок «молния».
4. Увлажнение союзок, промазывание союзок маслом, предварительное формование союзок.
5. Обрубание союзок, контроль по шаблону.
6. Окрашивание видимых краев союзок.
7. Спускание краев союзок.
8. Пристрачивание клапана под застежку «молния» к подкладке с закреплением концов строчки.
9. Стачивание задних краев подкладки с закреплением концов строчки.
10. Сострачивание штаферки.
11. Настрачивание кожкармана на подкладку двумя строчками.
12. Стачивание передних краев подкладки с закреплением концов строчек.
13. Пристрачивание штаферки к подкладке с закреплением концов строчки.
14. Намазка клеем края молнии, сушка, склеивание края молнии.
15. Пристрачивание наружной задинки к переднему голенищу 1-ой строчкой.
16. Декоративная строчка наружной задинки по всему контуру.
17. Протягивание концов ниток на бахтармяную сторону, намазка клеем, подклеивание.
18. Пристрачивание верхней части наружного голенища к переднему голенищу с закреплением концов строчки.
19. Декоративная строчка верхней части наружного голенища.
20. Декоративная строчка переднего голенища.
21. Протягивание концов ниток на бахтармяную сторону, намазка клеем, подклеивание.
22. Настрачивание союзок.
23. Сострачивание внутренних и наружных голенищ тачным швом с закреплением концов строчки.
24. Разглаживание тачного заднего шва с одновременным приклеиванием липкой ленты, обрезка ленты.
25. Загибка верхнего канта заготовки.
26. Пристрачивание застежки «молния» к внутреннему голенищу (1-ая строчка).
27. Пристрачивание застежки «молния» к переднему голенищу (1-ая строчка). Настрачивание внутреннего крыла союзки на задниковую внутреннюю часть голенища (2-ая строчка) с закреплением концов строчки.
28. Намазка узла верха и подкладки по верхнему канту и вдоль замка «молния». Сушка. Склеивание верха с подкладкой. Околачивание. Застегивание, расстегивание замка «молния».
29. Строчка верхнего канта заготовки с одновременной обрезкой излишков кожподкладки. Вторая строчка застежки «молния» с закреплением концов строчки.
30. Обрезка излишков подкладки. Застегивание застежки «молния».
31. Смывание (чистка) наметки.
32. Вставка подноска, дублирование его с подкладкой и верхом.
33. Обстрачивание заготовок по затяжной кромке.
34. Чистка заготовок верха, обрезка концов ниток, обжиг концов ниток.
35. Комплектование заготовок.
Рис. 3.2. Схема сборки заготовки
Технологический маршрут
1. Наметка линий декоративных строчек.
2. Наклеивание межподкадки.
3. Стачивание подкладки по переднему краю.
4. Стачивание подкладки по заднему шву.
5. Наклеивание липкой ленты на подкладку по заднему и переднему швам.
6. Настрачивание кожкармана на подкладку.
7. Настрачивание малого подзамочного клапана.
8. Настрачивание штаферки на подкладку.
9. Настрачивание большого подзамочного клапана.
10. Наклеивание упрочнительной тесьмы под строчку «зигзаг» с внутренней стороны подкладки.
11. Стачивание подкладки с внутренней стороны швом «зигзаг».
12. Увлажнение союзок, предварительное формование союзок, контроль по шаблону.
13. Обрубание союзок, контроль по шаблону.
14. Окрашивание видимых краев союзок.
15. Спускание краев союзок под строчку.
16. Настрачивание союзки на переднее голенище одной строчкой.
17. Увлажнение деталей перед сострачиванием.
18. Стачивание деталей по заднему шву.
19. Разглаживание тачного шва.
20. Разглаживание тачного шва с одновременным наклеиванием липкой ленты, подклеивание краев ленты.
21. Настрачивание союзки на задниковое голенище двумя строчками.
22. Увлажнение деталей голенищ по верхнему канту перед загибкой (по необходимости).
23. Загибка верхнего канта голенищ с одновременным прокладыванием тесьмы, ручная ее обрезка.
24. Настрачивание союзки на детали наружного голенища одной строчкой.
25. Нанесение клея-расплава на застежку «молния».
26. Вклеивание застежки «молния» с одновременным выравниванием краев.
27. Расстёгивание застежки «молния».
28. Разбирание подкладки и верха по парникам, намазка клеем по верхнему канту и вдоль застежки «молния», склеивание верха с подкладкой.
29. Строчка канта сапог с одновременной обрезкой кожподкладки и пристрачивание застежки «молния».
30. Застегивание застежки «молния».
31. Активация подноска, нанесение клея на верх и подкладку, дублирование.
32. Окрашивание верхнего канта сапог.
33. Обстрачивание заготовок по затяжной кромке.
34. Смывание наметки.
35. Чистка заготовок.
36. Обжиг концов ниток.
37. Комплектование заготовок.
Детали верха обуви
| Наименование детали | Кол-во на пару | Наименование материала | Толщина, мм |
| Союзка | 2 | Эластичная хромовая кожа | 1,0 – 1,2 |
| Голенища наружные союзковые | 2 | Эластичная хромовая кожа | 0,9 – 1,1 |
| Голенища внутренние союзковые | 2 | Эластичная хромовая кожа | 0,9 – 1,1 |
| Голенища наружные задинковые | 2 | Эластичная хромовая кожа | 0,9 – 1,1 |
| Голенища внутренние задинковые | 2 | Эластичная хромовая кожа | 0,9 – 1,1 |
| Подкладка под наружное голенище | 2 | Мех искусственный на трикотажной основе | - |
| Подкладка под внутреннее голенище | 2 | Мех искусственный на трикотажной основе | - |
| Кожкарман | 2 | Спилок подкладочный | 0,8– 0,9 |
| Межподкладка под союзку | 2 | Термобязь | 0,35-0,4 |
| Межподкладка под задниковое наружное голенище | 2 | Термобязь | 0,35-0,4 |
| Межподкладка под задниковое внутреннее голенище | 2 | Термобязь | 0,35-0,4 |
| Подносок | 2 | Термопластичный материал с двухсторонним клеевым покрытием | 0,8 - 0,9 |

| У 1 |
| У 2 |

Рис. 3.3. Схема сборки заготовки
Технологический маршрут
1. Наклеивание межподкладки.
2. Сострачивание союзковых частей голенищ по переднему краю тачным швом.
3. Разглаживание тачного переднего шва с одновременным наклеиванием липкой ленты, обрезка ленты.
4. Пристрачивание союзковых частей голенищ к задинковым настрочным швом.
5. Настрачивание союзок.
6. Стачивание передних краев подкладки.
7. Расстрочка переднего шва подкладки.
8. Стачивание голенищ с подкладкой по верхнему канту под выворотку.
9. Стачивание задних краев голенищ и подкладки после их соединения по канту под выворотку.
10. Настрачивание кожкармана на подкладку.
11. Разглаживание заднего тачного шва голенищ с одновременным наклеиванием укрепляющей ленты, обрезка ленты.
12. Намазка клеем голенищ и подкладки по канту, сушка.
13. Выворачивание, формование канта голенищ, околачивание.
14. Активация подноска, вставка, дублирование с подкладкой и верхом.
15. Обстрачивание заготовок по затяжной кромке.
16. Чистка заготовок.
17. Комплектование заготовок.
НАКЛЕИВАНИЕ МЕЖПОДКЛАДКИ
Межподкладку рассоединяют от сваривания после вырубания и накладывают стороной с клеевым слоем на бахтормяную поверхность деталей верха обуви. Режим дублирования: температура -120-140°С, время - 5-7сек, давление - 0,3-0,4 МПа. Режим дублирования может изменяться в зависимости от вида термоклеевого покрытия.
При применении межподкладки с клеевым слоем «холодного склеивания» снимается бумажный прокладочный слой и накладывается на бахтормяную поверхность детали вручную без воздействия температуры и прессования.
Межподкладка должна быть наклеена без складок и морщин на расстоянии:
- от краев деталей, попадающих под настрочной шов - 4-5 мм;
- от краев деталей, стачиваемых тачными швами, - вровень;
- от окрашиваемых краев деталей, - 1-1,2 мм;
- от загибаемых краев деталей, - 8-9 мм;
- от краев затяжной кромки, - 8-10 мм.
Расстояние межподкладки от краев затяжной кромки может быть изменено в зависимости от конструкции обуви и метода крепления.
Оборудование: ВIМА В135.1, ВIМА136; ДВ-2-0.
Инструменты: ножницы.
КОЖПОДКЛАДКОЙ
Кожкарман пристрачивают к наружной и внутренней кожподкладке одной строчкой, ориентируясь по гофрам и наколкам. Расстояние строчки от края -1,2-1,5 мм, количество стежков на 1см шва - 4-5.
Нарушение технологических нормативов приводит к перекосам кожкармана, к складкам на подкладке и кожкармане.
Оборудование: Пфафф 483-G, Подольск 330-8-0, Орша 131-52, Минерва 72122.
Инструменты: 134KKS-90(100), 0319 33-90 (100).
Вспомогательные материалы: 86/70ЛЛ, 70ЛЛ//70ЛЛ, 44ЛХ/50К, 65ЛХ/65 ЛХ,40СИН/44ЛХ.
СУШКА, СКЛЕИВАНИЕ
На бахтормяные поверхности верха и кожкармана по верхнему канту на ширину 10-12 мм наносят тонкий ровный слой клея, не допуская подтеков и загрязнения лицевой поверхности верха. Клеевая пленка подсушивается в течение 10-15 мин при температуре окружающей среды. Верхние края верха и кожкармана при склеивании должны совпадать.
Оборудование: стол с устройством для подсушивания.
Инструменты: сосуд для клея, кисть.
Вспомогательные материалы: клей НК10%.
СУШКА, СКЛЕИВАНИЕ
На нелицевые поверхности язычка и кожподкладки наносят тонкий ровный слой клея, не допуская загрязнений лицевой стороны верха и подкладки. Клеевую пленку высушивают при температуре окружающей среды в течение 10-15 мин. Детали склеивают так, чтобы кожподкладка выступала за край верха на 1,5 -2,0 мм.
Оборудование: стол СТ-4
Инструменты: плита ПВХ, молоток.
Вспомогательные материалы: клей НК 10%.
ОБЖИГ КОНЦОВ НИТОК
Видимые концы ниток в заготовках верха обуви оплавляют нитью накаливания на приспособлении для обжига. Температуру устанавливают в зависимости от материала ниток. При выполнении операции не должны повреждаться строчка и лицевое покрытие деталей.
Оборудование: приспособление для обжига.
Инструменты: ножницы.
38. СОСТРАЧИВАНИЕ ДЕТАЛЕЙ МЯГКОГО КАНТА
Детали мягкого канта складывают лицевыми сторонами так, чтобы края были вровень, и сострачивают одной строчкой. Расстояние строчек от кроя - 1,2 -1,5 мм, частота строчки - 4-5 стежков на 1 см шва.
Оборудование: Орша 131-52, Подольск 330-8-0, Минерва 72122.
Инструменты: 0319-33-90.
Вспомогательные материалы: 70Л/50К, 70ЛЛ/70ЛЛ, 86Л/70ЛЛ.
ЗАКРЕПЛЕНИЕМ КОНЦОВ СТРОЧКИ
На лицевую поверхность детали мягкого канта по гофрам накладывают бахтормяной стороной берцы и пристрачивают одной строчкой параллельно краю с закреплением ее концов. Расстояние строчки от края - 1,2-1,5 мм, частота строчки - 5-6 стежков на 1 см шва.
Оборудование: Пфафф 483-G, Пфафф 1243, Орша 131-52, Минерва 72125, Подольск 330-8-0.
Инструменты: 134LL-90, 134LLCD-90 (100), 0319-33-90(100).
Вспомогательные материалы: 70Л/70ЛJI, 20/З/70ЛЛ, 86Л/86Л, 65ЛХ/65ЛХ,40СИН/86Л.
ВСТАВКА БЛОЧЕК В ЗАГОТОВКУ
Блочки вставляют вдоль переднего края берцев. При нестандартной конфигурации переднего края берцев верхнюю и нижнюю блочки вставляют по ориентирам на берцах. Расстояние от центра крайней верхней блочки до верхнего канта берцев и от центра блочек до переднего канта берцев -10-12 мм. Расстояние от центра крайней нижней блочки до нижнего края берцев в заготовках с накладной союзкой -17-20 мм, в заготовках типа «конверт» -10-12 мм. Расстояние между центрами блочек должно быть одинаковым. Блочки должны быть симметрично расположены на обеих берцах и одинаковы в обоих полупарах, тщательно, без заусениц расклепаны на подблочных ремнях или кожаной подкладке и плотно прилегать к берцам. Цвет и количество блочек должны быть в соответствии с утвержденным образцом обуви.
Оборудование: машина А21001 (Германия), 01198Р4, 01058Р5 (Свит).
Инструменты: блочки, молоток.
СТРОЧКОЙ ЗАКРЕПОК
Берцы накладывают на союзку точно по наколкам и пристрачивают через подкладку двумя параллельными строчками с одновременным закреплением передних углов берцев П-образной закрепкой. Закрепки на берцах должны быть расположены симметрично в полупарах и одинаково в паре заготовок. Длина закрепки - 10-11 мм, края затяжной кромки союзки и берцев должны совпадать. Расстояние первой строчки от края - 1,0-1,2 мм, а между строчками - должно соответствовать утвержденной модели обуви. Частота строчки - 5-6 стежков на 1 см.
Оборудование: Пфафф 483-G, Пфафф 1243, Орша131-52,Подольск 330-8-0.
Инструменты: 134KKS-100, 134 LLCD-100, 134LL-10O, 0319-33-100.
Вспомогательные материалы: 86Л/70ЛЛ, 70Л/70ЛЛ,60/3/70Л, 20СИН/70ЛЛ, 40 СИН/ 86 Л,40/3/70Л, 40/3/60/3.
CТРОЧКА ЗАКРЕПОК НА БЕРЦАХ
Закрепку на берцах выполняют двухрядной или другого вида сквозной строчкой по утвержденной модели обуви по ориентирам. Концы ниток в начале и в конце строчки закрепляют. Закрепки должны быть одинакового вида на берцах полупары и пары обуви.
Оборудование: Пфафф 3337, Подольск 229.
Инструменты: 332LR-110, 0320-33-110.
Вспомогательные материалы: 40/3/86Л, 86Л/70ЛЛ, 20/3/70 Л, 40/3/60/3, 40/3/70Л.
ЧИСТКА ЗАГОТОВОК
Заготовку очищают от загрязнения и обрезают концы ниток. На наружных и внутренних деталях заготовок не должно быть пятен, остатков клея и других загрязнений. Заготовка не должна иметь механических повреждений.
Оборудование: стол СТ-Б.
Инструменты: ножницы.
Вспомогательные материалы: каучук, резина, смывочная жидкость, бензин.
ШНУРОВАНИЕ ЗАГОТОВОК
Берцы заготовок складывают лицевыми сторонами наружу и шнуруют по 3-5 пар нижних блочек, концы шпагата должны быть завязаны. В расправленной зашнурованной заготовке передние края берцев должны плотно прилегать друг к другу без смещения по высоте одного берца относительно другого. Шпагат нарезают на определенные отрезки.
Оборудование: стол СТ-Б
Инструменты: ножницы
Вспомогательные материалы: шпагат, нитки 11К, 9К.
К0МПЛЕКТОВАНИЕ ЗАГОТОВОК
Заготовки комплектуют парами по размеру, цвету, оттенку, мерее в пачки по 5 (I0 пар) в зависимости от ростовочного ассортимента и размера производственной партии (90-100 пар). Каждая пачка должна быть связана шпагатом. В начале и конце пачки прикладывают картонный вкладыш для уменьшения деформации заготовки. Производственные партии заготовок отмечают в учетной ведомости и укладывают в контейнеры, которые отправляют в центральный комплектовочный пункт или в сборочные цеха предприятия.
Оборудование: стол СТ-В, стеллаж.
Инструменты: ножницы, ручка
Вспомогательные материалы: шпагат, картонный вкладыш, тетрадь.
НАКЛЕИВАНИЕ МЕЖПОДКЛАДКИ
Межподкладку рассоединяют от сваривания после вырубания и накладывают клеящей стороной на бахтормяную поверхность деталей верха обуви. Режим дублирования: температура - 120-140°С, время - 5-7с, давление - 0,3-0,4 МПа. Режим дублирования может изменяться в зависимости от вида термоклеевого покрытия.
Межподкладка должна быть наклеена без складок и морщин на расстоянии:
- от краев деталей, попадающих под настрочной шов, - 4-5 мм;
- от краев деталей, стачиваемых тачными швами, - вровень;
- от окрашиваемых краев деталей - 1-1,5 мм;
- от загибаемых краев деталей - 8-9 мм;
- от краев затяжной кромки - 8-10 мм;
Расстояние межподкладки от краев затяжной кромки может быть изменено в зависимости от конструкции обуви и метода крепления.
Оборудование: ВИМА 135.1, ВИМА 136, ДВ-2-0.
Инструменты: ножницы.
РАЗГЛАЖИВАНИЕ ЗАДНЕГО ШВА
Детали, состроченные тачным швом, заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а детали - деформированы. Некачественное разглаживание тачного шва ухудшает внешний вид готовой обуви.
Оборудование: Свит-01168/Р, Альбеко 124 В, Альбеко 121
ДЕКОРАТИВНАЯ СТРОЧКА СОЮЗКИ
Декоративная строчка союзок должна проходить строго по линиям-ориентирам, быть ровной, хорошо утянутой и не иметь пропусков стежков.
Оборудование: Адлер 1180, Адлер 204 (крупностежковая), Пфафф 1243, Пфафф 1245, Минерва 72122.
Инструменты: 328S-140(180,230,250) , 134LR- 140 (180,230) , 134LBR -140(180), 0319-33-100(120).
Вспомогательные материалы: 380Л/150ЛХ, 240/65ЛХ, 110Л/85ЛХ, 08/26ОЛ, 86Л/65ЛХ, 40/З/86Л.
НАСТРАЧИВАНИЕ ЗАДИНОК
Задинки накладывают на берцы по гофрам и линиям - ориентирам и пристрачивают одной строчкой. Расстояние строчки от края - 1,2 -1,5 мм, частота строчки - 4-5 стежков на 1 см.
Оборудование: Пфафф 483-G, Пфафф 1243, Орша131-52, Минерва 72122.
Инструменты: 134KKS -90(100), 134 LLCR-90(100), 0319-33-90(100), 0320-33-90.
Вспомогательные материалы: 70Л/70ЛЛ, 20/3/70ЛЛ, 86Л/86Л, 65ЛХ/65 ЛХ, 40СИН/86Л.
ВЫВОРОТНЫЙ ШОВ
Берцы и подкладку складывают лицевыми сторонами так, чтобы края их совпадали, и пристрачивают со стороны берцев одной строчкой. Концы строчек закрепляют 2-3 мя дополнительными стежками. Задний шов берцев должен совпадать с центром подкладки, гофры на берцах должны совпадать с гофрами на подкладке. Расстояние строчки от края - 1,2-1,5 мм, частота строчки - 4-5 стежков на 1 см.
Оборудование: Орша 131-52, Пфафф 491, Минерва 72410.
Инструменты: 0319-33-90,134KKS-90,134LL-90.
Вспомогательные материалы: 86Л/70ЛЛ, 65ЛХ/65ЛХ, 70Л/70ЛЛ,
40 СИН/5ОК, 110Л/65 ЛХ..
ОКОЛАЧИВАНИЕ КАНТА БЕРЦЕВ, РАСПРАВКА ПОДКЛАДКИ
Вдоль шва на берцы накладывают промазанные клеем детали из поролона. Липкую ленту нарезают на полоски длиной 9-10 см и накладывают в местах уплотнения. Детали верха и подкладки выворачивают и околачивают.
Оборудование: стол, плита ПВХ.
Инструменты: молоток, ножницы.
Вспомогательные материалы: липкая лента шириной 15мм.
СТРОЧКА КАНТА ЗАГОТОВОК
Подкладку и верх, собранные в замкнутые контуры, сострачивают одной строчкой по периметру верхнего канта. Концы ниток аккуратно обрезают и заделывают внутрь заготовок.
Расстояние строчки от края - 1,2-1,5 мм, частота строчки - 4-5 стежков на 1 см.
Оборудование: Адлер 1180, Пфафф 491., Минерва 72410.
Инструменты: 328S-110, 134LL-110.
Вспомогательные материалы: 110Л/65JIX, 86/70ЛЛ, 40СИН /65ЛХ.
ВСТАВКА БЛОЧЕК
Блочки вставляют вдоль переднего края берцев. Расстояние от центра крайней верхней блочки до верхнего канта берцев и от центров блочек до переднего канта берцев должно быть 10-12 мм. Расстояние от центра крайней нижней блочки до нижнего края берцев в моделях с настрочными берцами типа «конверт» должно быть 10-12 мм. Расстояние между центрами блочек должно быть одинаковым и соответствовать утвержденному образцу обуви. Блочки должны быть симметрично расположены на обоих берцах и одинаково- на полупарах, хорошо расклепаны со стороны подкладки и закреплены. Количество блочек должно быть в соответствии с утвержденным образцом.
Оборудование: Германия А 21001, Свит 01058Р1.
Инструменты: блочки, линейка, отвертки.
СТРОЧКА ЗАКРЕПОК НА БЕРЦАХ
Передние края берцев закрепляют Г-образной или П-образной строчками (закрепками) через подкладку по ориентирам. Закрепки на берцах должны быть расположены симметрично в полупарах и одинаково в паре заготовок. Длина закрепок должна быть 10-11 мм и одинаковой в паре обуви. Одна из строчек должна совпадать со строчкой канта берцев с количеством стежков с повторным креплением не более 3. Расстояние между строчками - 1,5-2,0 мм, частота строчки - 4-5 стежков на 1 см.
При выполнении закрепки на полуавтомате набирают код закрепки в зависимости от ее формы и производят закрепку сквозным швом по предварительным ориентирам по утвержденному образцу обуви.
Оборудование: Пфафф 3337, Пфафф 441, Пфафф 483G.
Инструменты: 332 LR-110, 134 LL- 11О, 134 LR-110.
Вспомогательные материалы: 40/3/86Л, 86Л/70ЛЛ, 20/З/70ЛЛ.
ЗАГОТОВКИ
Термопластический задник пластифицируют при температуре 110-120°С в течение 2-5 сек и вставляют в карман между верхом и подкладкой. Подкладку расправляют, нижний край задника не должен доходить до края затяжной кромки заготовки на 1,5-2 мм. Заготовку со вставленным задником надевают на горячий пуансон машины и формуют при температуре 120 -1400С в течение - 15-25 сек, и сразу горячую пяточную часть заготовки надевают на холодный пуансон и фиксируют форму. Температура охлаждения - 0-2°С, время формования - 15-25 сек. Все детали в пяточной части заготовки должны быть хорошо склеены между собой без складок и морщин на подкладке и верхе обуви.
Оборудование: машина FТF-2T, с пластификатором 85133.2, HBY
Инструменты: измерительная линейка.
ПРЕДВАРИТЕЛЬНОЕ ФОРМОВАНИЕ НОСОЧНОЙ ЧАСТИ ЗАГОТОВКИ
Носочную часть заготовки предварительно увлажняют паром кипящей воды при температуре 90°С в течение 15-25сек., пластифицируют в специальном устройстве при температуре 140-150оС в течение 10-15 сек. и укладывают на матрицу, сверху на которую опускается пуансон объемной формы. В сжатом состоянии композиция выдерживается в течение 15-20 сек. Температура поверхности матрицы и пуансона 0 – (-10)0 С.
Отформованная заготовка не должна иметь перекосов, морщин в носочной части, и высота носочной части заготовки должна соответствовать высоте носочной части колодки.
Оборудование: Salli-A-21K.
Инструменты: измерительная линейка.
Вспомогательные материалы: дистиллированная вода.
ПОДКЛАДКИ, СУШКА
С бахтормяной стороны на верхние и передние края берцев и на изнаночную сторону подкладки наносят ровный тонкий слой клея на ширину 15-20 мм и сушат в течение- 15-20 мин. при температуре окружающей среды.
Оборудование: стол с вытяжкой.
Инструменты: кисть, сосуд для клея.
Вспомогательные материалы: клей НК 10%.
ПОДКЛАДКИ
Берцы, склеенные с подкладкой, сострачивают одной строчкой по верхнему канту и переднему краю. Выступающие края кожаной подкладки срезают, а концы строчки закрепляют. Расстояние строчки от края – 1,0-1,2 мм. Частота строчки - 5-6 стежков на 1 см.
Оборудование: Пфафф 1471-Е, Пфафф 471, Пфафф 1491 Е, Адлер 4182, Минерва 72415, Подольск 332-0.
Инструменты:134LL-90(100), 134GR-ТW-WI-90(100), 3285-90(100), 0319-33-90(100) .
Вспомогательные материалы: 40 СИН/86Л, 40/3/65ЛХ,86Л/65Л,86Л/86Л,70Л/50К.
ЧИСТКА ЗАГОТОВОК
Заготовку очищают от загрязнения и обрезают концы ниток. На наружных и внутренних деталях заготовок не должно быть пятен, остатков клея и других загрязнений. Заготовка не должна иметь механических повреждений.
Оборудование: стол СТ-Б.
Инструменты: ножницы.
Вспомогательные материалы: каучук.
ШНУРОВАНИЕ ЗАГОТОВОК
Шнурование заготовок осуществляется вспомогательным шнуром (шпагатом) на 3-6 блочек. Концы шнурка должны быть завязаны. В зашнурованной заготовке в расправленном виде передние края берцев не должны иметь смещений по высоте относительно друг друга
Вспомогательный шнурок (шпагат) нарезают на определенную длину.
Оборудование: стол СТ-Б.
Инструменты: ножницы.
Вспомогательные материалы: шпагат.
НАКЛЕИВАНИЕ МЕЖПОДКЛАДКИ
Межподкладку рассоединяют от сваривания после вырубания и накладывают стороной с клеевым слоем на бахтормяную поверхность деталей верха обуви. Режим дублирования: температура - 120-140°С, время - 5-7с, давление - 0,3-0,4МПа. Режим дублирования может изменяться в зависимости от вида термоклеевого покрытия.
При применении межподкладки с клеевым слоем «холодного склеивания» снимается бумажный прокладочный слой и накладывается на бахтормяную поверхность детали вручную без воздействия температуры и прессования.
Межподкладка должна быть наклеена без складок и морщин на расстоянии:
- от краев деталей, попадающих под настрочной шов, - 4-5 мм;
- от краев деталей, стачиваемых тачными швами, – вровень;
- от окрашиваемых краев деталей - 1-1,2 мм;
- от загибаемых краев деталей -8-9 мм;
- от краев затяжной кромки -8-10 мм;
Расстояние межподкладки от краев затяжной кромки может быть изменено в зависимости от конструкции обуви и метода крепления.
Оборудование: BИMA 135.1 , BИMA 136, ДВ-2-0.
Инструменты: ножницы.
ЗАСТЕЖКУ «МОЛНИЯ»
Вровень с краем голенищ из СК, к которому будет пристрачиваться застежка «молния», наклеивают липкую ленту шириной 16 мм и обрезают.
Оборудование: стол СТ-Б.
Инструменты: ножницы.
Вспомогательные материалы: липкая лента 16 мм.
УВЛАЖНЕНИЕ СОЮЗОК, ПРЕДВАРИТЕЛЬНОЕ ФОРМОВАНИЕ
СОЮЗОК, КОНТРОЛЬ ПО ШАБЛОНУ
Союзки с наклеенной межподкладкой укладывают в устройство для увлажнения и выдерживают над паром кипящей воды в течение 60-90 сек.
Союзки с предварительно промазанной машинным или касторовым маслом лицевой поверхностью укладывают на нижний нож машины на заданном расстоянии по шкале, нанесенной на боковых щечках. Центр ножа должен совпадать с осевой линией союзки. Передний край союзки должен быть обращен к исполнителю. Союзку прижимают пальцами к щечкам до соприкосновения верхнего и нижнего ножей.
Режимы формования: температура формующих ножей - 90-1000С; температура щечек - 60-70°С; давление - 0,5-0,6 МПа; время формования - 18-20 сек.
Качество отформованных союзок проверяется по шаблону соответствующего размера, и союзки укладываются в ячейки спецприспособления для выстоя.
Союзки после формования не должны иметь на лицевой поверхности складок и морщин и не должны иметь перекосов.
Оборудование: W 44-Д3433, Шен, спецприспособление для выстоя союзок.
Инструменты: комплект шаблонов.
Вспомогательные материалы: дистиллированная вода.
СОСТРАЧИВАНИЕ ШТАФЕРОК
Наружную и внутреннюю штаферки складывают лицевыми сторонами и сострачивают одной строчкой параллельно краю. Нижние и верхние края должны совпадать. Расстояние строчки от края - 1,2- 1,5мм, частота строчки - 4-5 стежков на 1 см шва.
Оборудование: Подольск 330-8-0, Орша 131-52; Минерва 72122.
Инструменты: 0319-33-90,134LLCR-90.
Вспомогательные материалы: 65Л/65ЛХ, 40/3/60/3, 40/З/40/З, 86Л/86Л, 20/3/70ЛЛ.
ПОДКЛЕИВАНИЕ
Концы ниток декоративной строчки или других строчек с внутренней стороны продергивают на бахтормяную сторону, промазывают клеем, подсушивают, затем утягивают и подклеивают или утягивают и подклеивают липкой лентой.
Оборудование: стол с вытяжкой.
Инструменты: сосуд, кисть, ножницы.
Вспомогательные материалы: клей НК10%, нейлоновая липкая лента шириной 10 мм.
ПЕРВОЙ СТРОЧКОЙ
Переднее голенище и внутреннее союзковое голенище настрачивают на застежку «молния» одной строчкой параллельно краю. При выполнении этой операции осуществляется настрачивание нижней части заднего края внутреннего союзкового голенища и внутреннего крыла союзки на нижнюю часть внутреннего задинкового голенища первой строчкой. Расстояние строчки от края - 1,2-1,5 мм, частота строчки - 4-5 стежков на 1 см шва.
Оборудование: Пфафф 1471-Е, Пфафф 1491 Е, Адлер 4182, Минерва 72415, Пфафф 491.
Инструменты: 134LR-90, 134LLCR-90, 328 S-90.
Вспомогательные материалы:: 70Л/70ЛЛ, 86Л/57Л, 2О/З/70Л, 40СИН/86 Л.
ЧИСТКА ЗАГОТОВОК
Заготовку очищают от загрязнения и обрезают концы ниток. На наружных и внутренних деталях заготовок не должно быть пятен, остатков клея и других загрязнений. Заготовка не должна иметь механических повреждений.
Оборудование: стол СТ-Б.
Инструменты: ножницы.
Вспомогательные материалы: каучук, резина, смывочная жидкость, бензин.
КОМПЛЕКТОВАНИЕ ЗАГОТОВОК
Заготовки комплектуют парами по размеру, цвету, оттенку, мерее в пачки по 5-10 пар в зависимости от ростовочного ассортимента и размера производственной партии (90-100 пар). Каждая пачка должна быть связана шпагатом. В начало и конец пачки должен вкладываться картонный вкладыш для уменьшения деформации заготовки. Производственные партии заготовок отмечают с учетом ведомости и укладывают в контейнеры, которые отправляют в центральный комплектовочный пункт или в сборочные цеха предприятия.
Оборудование: стол СТ-Б, стеллаж.
Инструмент: ножницы, ручка.
Вспомогательные материалы: шпагат, картонный вкладыш, тетрадь.
ЛИТЕРАТУРА
1. ГОСТ 22249-82. Иглы к швейным машинам. Типы и основные параметры. – Взамен ГОСТ 22249-76; Введ.01.01.84. – М.: Изд-во стандартов, 1986. – 65 с.
2. Карагезян, Ю. Современное зарубежное оборудование обувного производства / Ю. Карагезян, Ю. Алексеев, П. Бриш. – М.: Легпромбытиздат, 1993. – 192 с.
3. Обзор чехословацких промышленных швейных машин для шитья кожи: Каталог. – Прага, 1989. – 17 с.
4. Справочник обувщика. Технология/ Под ред. А.Н. Калиты. - М.: Легпромбытиздат, 1989. – 416 с.
5. Технология производства обуви: Ч. 3: Обработка деталей верха обуви. – М.: ЦНИИТЭИлегпром, 1978. – 16 с.
6. Технология производства обуви: Ч.5: Сборка заготовок обуви. – М.: ЦНИИТЭИлегпром, 1970. – 228 с.
7. PFAFF. IMS* 94 Pirmasens 29.4 – 3.5. 1994.
8. Проспект оборудования фирмы PFAFF. – Keiserslautern, 1994. – 57 с.
ПРИЛОЖЕНИЕ
Таблица.1
Рекомендации по подбору нитей и игл для получения разных видов швов
| Вид шва | Армированная нить | Комбинированная нить | Примечание | ||||||
| лавсан + хлопок | лавсан + лавсан | полиамидная | полиэфирная | ||||||
| номер нити | номер иглы | номер нити | номер иглы | номер нити | номер иглы | номер нити | номер иглы | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Крупные декоративные швы | 200 лх 200 лх 150 лх 150 лх | 230-280 180-250 180-200 160-200 | - - - 150 лл | - - - 140-180 | 400 к 400 к 300 к 190 к | 280-330 250-300 200-250 160-230 | 190 л 150 л 150 л 130 л 110 л | 250-300 250-280 230-250 180-200 140-180 | Номер иглы выбирается с учетом следующих критериев: -используемых нитей; -внешнего вида шва; -толщины и жесткости материала. Выбор формы острия иглы определяется желательным внешним видом шва и его назначением. Швы с высокой прочностью – форма острия P, PCL, PCR;
|
| Крупно-стежковые швы | 100 лх 65лх 65 лх 44 лх | 140-160 130-160 120-140 110-130 | 100 лл - 70 лл 35 лл | 120-160 - 110-140 100-120 | 95к - 65 к - | 160-180 - 120-160 - | 86 л 86 л 70 л 70 л | 125-140 120-130 110-130 110-120 | |
| Нормальные (средние) швы | 65 лх 65 лх 44 лх 44 лх | 100-120 100-110 90-100 80-90 | 70 лл 70 лл 45 лл - | 100-110 90-100 80-90 - | 95 к - 50 к - | 100-120 - 70-90 | 86 л 70 л 57 л | 100-110 90-100 70-80 | |
Окончание табл.3
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Обметочные швы | 65 лх 44 лх | 100-120 90-100 | 70 лл 70 лл | 100-110 90-100 | 95 к 50 к | 100-120 80-100 | 86 л 70 л | 100-110 80-90 | Обычные прямые швы – форма острия – S, DI, LL; Декоративные швы – форма острия LR, VR, LBR. Крупностежные швы – форма острия – D, DH. Закрепочные швы – форма острия – SD1. |
Таблица 4
На застежке «молния»
| Наименование операции | Разряд | Норма выработки, пар в смену |
| 1 | 2 | 3 |
| 1. Запуск кроя на конвейер, клеймение ящиков, расслаивание синтетики | 2 | 900 |
| 2. Утонение деталей верха под строчки, затяжной кромки | 3 | 370 |
| 3. Утонение кожподкладки под строчки, обрезку | 3 | 1473 |
| 4. Утонение краев меховой подкладки под штаферки, по затяжной кромке | 2 | 600 |
| 5. Нанесение линии–наметки на детали верха для склеивания | 1 | 2522 |
| 6. Нанесение линии наметки на рептилию | 1 | 763 |
| 7. Наклеивание межподкладки на детали верха | 3 | 328 |
| 8. Обжиг видимых краев деталей верха | 2 | 575 |
| 9. Художественное окрашивание видимых краев деталей верха и подкладки | 2 | 1290 |
| 10.Увлажнение союзок, формование союзок, выстой союзок после формования | 4 | 450 |
| 11.Устранение дефектов после формования союзок | 3 | 2400 |
| 12.Сострачивание подкладки по заднему краю с растрачиванием припуска под кожкарман, с закрепкой | 2 | 634 |
| 13. Настрачивание кожкарманов | 2 | 462 |
| 14. Сострачивание деталей штаферок с дополнительной закрепкой концов строчки | 2 | 1074 |
| 15. Пристрачивание подзамочника к подкладке с дополнительной закрепкой строчки | 2 | 765 |
| 16. Сострачивание подкладки по переднему краю, обрезка концов строчки, выворачивание подкладки | 2 | 700 |
| 17. Пристрачивание штаферки к подкладке с выкладыванием, с закреплением, с захватом подзамочника | 2 | 446 |
| 18. Обеспечение рабочих мест работой, транспортировка ящиков, учет выполнения работы по исполнителям. | 4 | 900 |
| 19. Намазка клеем тесьмы застежки «молния», загибка | 1 | 1266 |
| 20. Пристрачивание союзки к переднему голенищу с выкла- дыванием, обрезка выступающего края союзок вдоль застежки «молния» | 5 | 278 |
| 21. Настрачивание переднего голенища на деталь отделки, обрезка выступающего края голенища вдоль застежки «молния» | 3 | 405 |
Окончание табл. 7
| 1 | 2 | 3 |
| 22. Протяжка и подклейка концов от ажура с 2-х сторон | 1 | 1200 |
| 23. Увлажнение деталей голенищ по заднему краю, провяливание | 1 | 3493 |
| 24. Сострачивание голенищ по заднему краю | 3 | 824 |
| 25. Сострачивание голенищ по переднему краю | 3 | 654 |
| 26. Разглаживание заднего шва | 2 | 1800 |
| 27. Разглаживание заднего шва голенищ с наклеиванием липкой ленты, обрезка ленты | 2 | 915 |
| 28. Настрачивание верхнего голенища, обрезка выступающего края вдоль застежки «молния» | 3 | 464 |
| 29. Пристрачивание застежки «молния» к внутреннему голенищу с закреплением | 3 | 560 |
| 30. Пристрачивание застежки «молния» к переднему голенищу, сострачивание союзки с голенищем 2-мя строчками с закреплением | 3 | 310 |
| 31. Намотка тесьмы на бобину | 1 | 4705 |
| 32. Загибка голенищ по верхнему канту с прокладыванием тесьмы, обрезка тесьмы, подправка углов, выравнивание голенищ по высоте, окрашивание тесьмы по канту | 4 | 526 |
| 33. Намазка клеем верха и подкладки по верхнему канту и внизу застежки «молния» | 1 | 600 |
| 34.Склеивание верха с подкладкой, скрепление скрепками по верхнему канту | 3 | 300 |
| 35.Строчка верхнего канта заготовок с обрезкой излишков кожподкладки, с дополнительной закрепкой, с переходом на 2-ую строчку «молния», подправка кожподкладки вручную, обрезка излишков меха вдоль застежки «молния» | 4 | 152 |
| 36. Художественное окрашивание верхнего канта | 2 | 900 |
| 37. Чистка заготовок по линии наметки | 1 | 4500 |
| 38. Оплавливание концов ниток | 2 | 1800 |
| 39. Комплектовка заготовок, подписывание парников, чистка от клея | 2 | 900 |
| 40. Намазка, сушка, склеивание деталей вкладных стелек | 1 | 900 |
| 41. Чистка наметки на рептилии | 1 | 1800 |
Таблица 8
К.А. ЗАГАЙГОРА
З.Г. МАКСИНА
ТЕХНОЛОГИЯ ОБУВИ.
СБОРКА ЗАГОТОВОК ВЕРХА ОБУВИ.
ПРАКТИКУМ
Учебное издание
Загайгора Клавдия Андреевна
Максина Зоя Георгиевна
ТЕХНОЛОГИЯ ОБУВИ.
Дата: 2018-12-28, просмотров: 600.