| Этапы работ | Контролируемые операции | Контроль (метод, объем) | Документация |
| Подготовительные работы | Проверить: | Сертификаты, журнал сварочных работ, общий журнал работ | |
| - качество электродов (наличие сертификатов); | Визуальный | ||
| - подготовку свариваемых поверхностей и рабочего места сварщика; | То же | ||
| - наличие и исправность сварочного оборудования; | -»- | ||
| - перед сборкой конструкций - соответствие классов стержневой арматуры, марок стали закладных изделий и соединительных деталей; | -»- | ||
| - перед сваркой - размеры и точность сопряжения соединительных элементов. | -»- | ||
| Сварка | Контролировать: | Журнал сварочных работ | |
| - соблюдение заданного технологического режима сварки; | Визуальный | ||
| - технологию сварки и качество сварных швов. | То же | ||
| Приемка сварочных работ | Проверить: | Журнал сварочных работ, акт освидетельствования скрытых работ | |
| - соответствие конструкций сварных швов проектным; | Визуальный, измерительный | ||
| - очистку сварных швов от шлака и брызг металла; | Визуальный | ||
| - наличие недопустимых дефектов (трещин, скоплений и цепочек пор, шлаковых включений, резких сужений и перерывов); | Визуальный, измерительный | ||
| - геометрические размеры швов; | Измерительный | ||
| - качество стыков механическими, ультразвуковыми или радиографическими методами испытаний (при необходимости). | То же | ||
| Контрольно-измерительный инструмент: шаблоны, линейка металлическая, катетомер. | |||
| Входной и операционный контроль осуществляют: мастер (прораб), сварщик. | |||
| Приемочный контроль осуществляют: мастер (прораб), представители технадзора заказчика. | |||
Технические требования
СНиП 3.03.01-87 пп. 8.39, 8.42, 8.43, 8.49, ГОСТ 10922-90, ГОСТ 14098-91
Не допускаются:
- трещины всех видов и размеров в швах сварных соединений;
- ожоги дуговой сваркой на поверхности стержней рабочей арматуры;
- обрезка концов стержней из конструкций при монтаже или подготовка их кромок электродугой;
- применение вставки между стыкуемыми арматурными стержнями менее 80 мм и более одной.
Допускаемые отклонения несоосности стыкуемых арматурных стержней, смещений и размеров элементов сварных соединений приведены в таблице 1 (рис. 1).
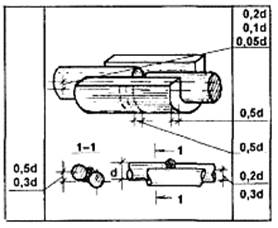
Рис. 1
Таблица 1
| Технические требования | Допускаемые отклонения для свариваемых стержней диаметром (d), мм | ||
| 10-28 | 32-40 | 45-80 | |
| Смещение продольных осей стержней относительно друг друга в стыковых соединениях, выполненных различными способами сварки | 0,2 | 0,1 | 0,05 |
| То же для соединений, выполненных дуговой сваркой швами с накладками из стержней | 0,3 | 0,3 | 0,2 |
| Смещение линии, соединяющей центры сечений круглых накладок, относительно стыкуемых стержней при сварке односторонними швами | 0,5 | 0,5 | 0,3 |
| Отклонение длины круглых накладок | 0,5 | 0,5 | 0,5 |
| Отклонение длины протяженных швов в стыковых соединениях с круглыми накладками | 0,5 | 0,5 | 0,5 |
| Отклонение длины нахлестки при сварке стержней | 0,5 | 0,5 | 0,5 |
| Уменьшение ширины протяженных швов | 0,1 | 0,1 | 0,5 |
Допускаемые количество и размеры наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, приведены в таблице 2 (рис. 2).
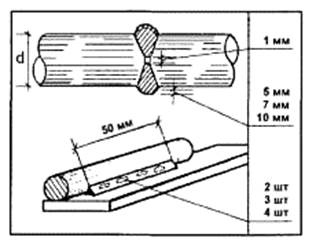
Рис. 2
Таблица 2
| Технические требования | Допуски для стержней диаметром (d), мм | |||
| 10-28 | 32-40 | 45-80 | ||
| Количество единичных сферических пор диаметром до 2 мм в стыковых соединениях, выполненных дуговой сваркой протяженными швами, на длине шва 100 мм | 5 шт. | 7 шт. | 9 шт. | |
| То же при других способах дуговой сварки | 7 шт. | 9 шт. | 12 шт. | |
| Количество цепочек и скоплений сферических пор диаметром до 2 мм на длине до 50 мм в соединениях, выполненных дуговой сваркой | 2 шт. | 3 шт. | 4 шт. | |
| То же при других способах дуговой сварки | 1 шт. | 1 шт. | 2 шт. | |
| Глубина усадочных раковин наплавленного металла при стыковой ванной и ванно-шовной сварке | 2 мм | 3 мм | 5 мм | |
| Глубина непровара венчика наплавленного металла с цилиндрической поверхностью стержня при дуговой сварке | 1 мм | 1 мм | отсутствуют | |
| Наплывы на сварном соединении | 5 мм | 7 мм | 10 мм | |
Требования к качеству применяемых материалов
ГОСТ 9466-75*. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин и местных сетчатых растрескиваний.
На отдельных электродах, суммарное количество которых не должно превышать 10 % общего числа контролируемых электродов, допускается:
- отклонение длины зачищенного от покрытия конца от номинального значения - до ±7 мм;
- наличие на покрытии каждого электрода не более двух поперечных надрывов размером не более половины длины окружности покрытия.
Электроды должны быть упакованы в коробки или пачки, на которых должна иметься этикетка или маркировка, содержащая наряду с другими данные по режимам сварочного тока, прокаливания электродов. Каждая партия электродов должна сопровождаться сертификатом. При его отсутствии или истечении гарантийного срока хранения необходимо определять механические свойства стыков сварных соединений, выполненных с применением этих электродов.
Указания по производству работ
СНиП 3.03.01-87 пп. 8.33, 8.41, 8.44-8.46
Конструкции сварных соединений стержневой арматуры должны соответствовать проекту или ГОСТ 14098-91.
Перед сваркой арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10-15 мм сварной шов или стык.
Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение; сварку производить в надежно зафиксированном положении.
После окончания сварки выполненное сварное соединение необходимо очистить от шлака и брызг металла.
Приемочный контроль выполненных сварных соединений арматуры должен предусматривать внешний осмотр и, при необходимости, комплекс испытаний по ГОСТ 10922-90.
Выполненные сварочные работы перед бетонированием следует оформлять актами освидетельствования скрытых работ.
Антикоррозионная защита стальных закладных изделий
Дата: 2018-12-28, просмотров: 359.