Причинами пожара при сварочных работах могут быть искры или капли расплавленного металла и шлака, неосторожное обращение с пламенем горелки при наличии горючих материалов в близи рабочего места сварщика.
Для предупреждения пожаров на предприятии ООО «ЕРГАЧ» соблюдаются следующие противопожарные меры:
1) используйте в только исправные электроприборы, применяйте их в соответствии с инструкцией и не оставляйте технику включенной без присмотра;
2) рядом с источником тепла не храните и не распыляйте аэрозоли, не разбирайте баллоны.
Трудовое законодательство РФ предусматривает ряд льгот для рабочих сварщиков. Сварщиком предоставляют дополнительный отпуск продолжительностью до 12 рабочих дней.
ЗАКЛЮЧЕНИЕ
Проходил производственную практику с 12.05.2018 по 14.06.2018г. на предприятии ООО «ЕРГАЧ» по специальности «Сварочное производство» Перед приёмом на практику между мной и директором предприятия Носков В.Г был заключен договор о приеме на производственную практику.
За период производственной практики я приобрел практический опыт:
• выполнения расчетов и конструирование сварных соединений и конструкций;
• проектирования технологических процессов производства сварных конструкций с заданными свойствами;
• осуществления технико-экономического обоснования выбранного технологического процесса;
• оформления конструкторской, технологической и технической документации;
• разработки и оформления графических, вычислительных и проектных работ с использованием информационных и (или) компьютерных технологий;
• оформления документации по контролю качества сварки;
• текущего и перспективного планирования производственных работ;
• выполнения технологических расчетов на основе нормативов технологических режимов, трудовых и материальных затрат;
• применения методов и приемов организации труда, эксплуатации оборудования, оснастки, средств механизации для повышения эффективности производства;
• организации ремонта и технического обслуживания сварочного производства по Единой системе планово-предупредительного ремонта;
• обеспечения профилактики и безопасности условий труда на участке сварочных работ.
Я доволен условиями работы, охраны труда, коллективом предприятия во время прохождения производственной практики на предприятии. Я планирую возможное дальнейшее трудоустройство на данное предприятие.
СПИСОК ИНФОРМАЦИОННЫХ ИСТОЧНИКОВ
Нормативная документация
1. ГОСТ 5264-80 Ручная дуговая сварка
2. ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности
Учебная литература
1. Минько В.М. Экономика. Финансы. Труд. Экономика труда. Безопасность и охрана труда. Учебник для студентов учреждений СПО. – М.: «Академия», 2014.
2. Овчинников В.В. Контроль качества сварных соединений: практикум: учебное пособие для студентов учреждений СПО. – М.: Изд. центр «Академия, 2012.
Интернет ресурсы
-http//www.svarka.ru
-http//www.weldportal.ru
ПРИЛОЖЕНИЕ
Приложение 1
ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ ЛЕСТНИЦЫ
| Характеристика металла | Сварочные материалы | Эскиз сварного шва | ||||||||
| ГОСТ | Размеры перил | опора | Предел прочности | Электроды марки ОК-46 d-3мм |
| |||||
| 8732-78 | Труба 25*2 Ст3; L=750 | Труба 25*2 L=460 | 353 МПа | |||||||
| Режимы сварки | Дополнительные требования и рекомендации | |||||||||
| Ø электрода, мм | полярность | Расход электродов | Сварочный ток,А | Трансформатор ТД-500. | ||||||
| 3 | обратная | 0,3кг | 90А | |||||||
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ | ||||||||||
| № оп | Наименование операции | Содержание операции и перехода | Оборудование и инструмент | |||||||
| 001 | Подготовительная | 1.Скомплектовать детали, входящие в сборку согласно чертежа 2.Проверить наличие клейм годности ОТК и сопроводительную документацию | ||||||||
| 005 | Слесарная | Зачистить детали от грязи и ржавчины, при наличии масла обезжирить | Водно-щелочной раствор | |||||||
| 010 | Сборочно сварочная | 1.Разметить на трубах поз1. размер 250- 3 раза. 2. Установить на трубы поз1 детали поз2, выдержать размер 250 и прихватить на 2эл прихватки каждую деталь к перилам. 3.Обеспечить перпендикулярность пластин к трубам. 4. Проверить зазоры под сварку. 5. Зачистить прихватки от шлака | Шлиф машинка УШМ | |||||||
| 015 | Контрольная | Проверить качество сборки | ||||||||
| 020 | Сварочная | 1. Приварить поочередно к деталям поз1 3детали поз 2 швомТ1-∆3.
|

| |||||||
| 025 | Правка | 1. выправить собранную конструкции от деформации | Кувалда, плита | |||||||
| 030 | Слесарная | 1. Зачистить сварные швы от шлака прилегающие поверхности от брызг металла. 2. Клеймить сборку клеймом сварщика. | Шлиф машинка | |||||||
| 035 | Контрольная | 1.Проверить сборку согласно чертежу (визуальный контроль). 2. Клеймить клеймом ОТК. | ||||||||
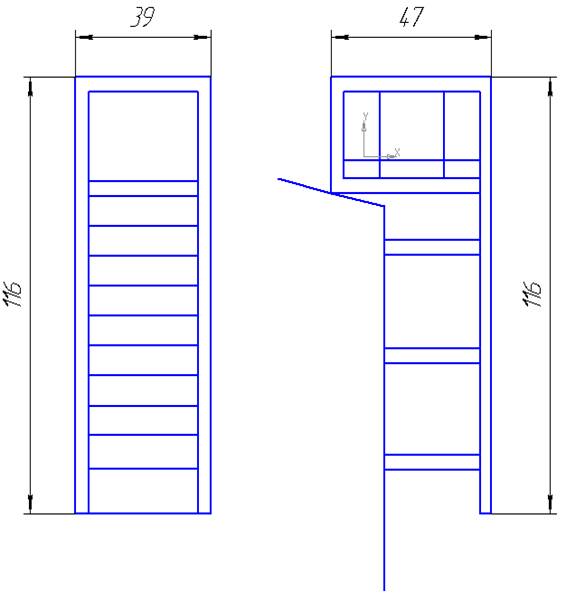
Приложение 2
Чертеж лестницы сварной
Приложение 3
Указания по эксплуатации сварочного выпрямителя
ООО «ЕРГАЧ»
Автотранспортный цех
Дата: 2018-09-13, просмотров: 1492.