Курсовой проект
по дисциплине “Производственный менеджмент”
на тему “Оперативно-календарное планирование
на промышленном предприятии”
Содержание
ВВЕДЕНИЕ.......................................................................................................................................................................... 3
1. ИСХОДНЫЕ ДАННЫЕ................................................................................................................................................... 4
2. РАСПРЕДЕЛЕНИЕ ГОДОВОЙ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ЗАВОДА ПО КВАРТАЛАМ И МЕСЯЦАМ...................................................................................................................................................................................................... 6
3. РАСЧЁТ ПОТРЕБНОГО КОЛИЧЕСТВА И ЗАГРУЗКИ ОБОРУДОВАНИЯ....................................................... 7
4. РАСЧЕТ КАЛЕНДАРНО-ПЛАНОВЫХ НОРМАТИВОВ........................................................................................ 9
4.1. Расчёт размеров и ритмов партий деталей........................................................................................................ 9
4.2. Расчёт длительности производственных циклов обработки партий деталей....................................... 10
4.3. Расчёт заделов, опережений запуска и выпуска партий деталей............................................................. 12
5. СОСТАВЛЕНИЕ ПОДЕТАЛЬНОЙ МЕСЯЧНОЙ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ЦЕХАМ...... 14
5.1. Расчёт размеров и ритмов первых партий деталей....................................................................................... 14
5.2. Расчёт общего количества деталей, подлежащих запуску и выпуску за месяц................................. 15
5.3. Расчёт сроков запуска и выпуска партий деталей........................................................................................ 17
5.4. Составление графика запуска–выпуска партий деталей............................................................................ 19
6. ОБЩИЕ УКАЗАНИЯ О ПОРЯДКЕ ВЫДАЧИ, ОФОРМЛЕНИЯ.......................................................................... 25
И ЗАЩИТЫ КУРСОВОГО ПРОЕКТА............................................................................................................................ 25
ЛИТЕРАТУРА.................................................................................................................................................................... 26
ВВЕДЕНИЕ
В курсовом проекте осуществляется оперативно-календарное планирование (ОКП) на условном машиностроительном заводе, состоящем из трех цехов: первый и второй — механические, третий — сборочный. Известны состав и количество оборудования по цехам, сменность его работы. На заводе обрабатывается и собирается определенная номенклатура деталей (10 наименований) и изделий (5 наименований). Заданы маршрут и трудоемкость их обработки по группам взаимозаменяемого оборудования, другие нормативно-справочные данные, необходимые для ОКП.
В процессе оперативно-календарного планирования необходимо установить, в каких производственных подразделениях и когда должны выполняться производственные задания по изготовлению деталей и сборке изделий, подлежащих выпуску. Правильная организация ОКП должна обеспечить равномерное выполнение заданного плана выпуска продукции по количеству и номенклатуре с наилучшими технико-экономическими показателями.
Основой оперативно-календарного планирования являются календарно-плановые нормативы (КПН), позволяющие произвести взаимную увязку календарных планов и согласование работы взаимосвязанных рабочих мест, участков, цехов и обеспечивающие наиболее эффективное использование оборудования, материальных и денежных ресурсов предприятия.
Рассчитанные КПН и результаты распределения годовой производственной программы завода по плановым периодам используются для составления подетальной месячной производственной программы цехам, графика запуска и выпуска партий деталей по цехам, подетально-пооперационного календарного плана-графика.
При решении и исследовании данных задач рекомендуется использовать ПЭВМ с составлением студентами индивидуальных программ. В процессе вы-полнения курсового проекта студент должен практически овладеть техникой плановых расчетов и их анализа, составления моделей планирования и их решения на ПЭВМ, приобрести опыт использования нормативных, справочных и литературных данных, развить навыки самостоятельной работы, подготовиться к выполнению организационно-экономической части дипломного проекта.
По возможности все расчеты должны быть сведены в таблицы, формы которых приведены в данных методических указаниях. Графическая часть проекта содержит календарный план-график (КПГ) запуска-выпуска партий деталей и подетально-пооперационный КПГ. По каждому разделу проекта студентом дается краткое описание существа вопроса, примеры и результаты расчета, их анализ.
ИСХОДНЫЕ ДАННЫЕ
Исходные данные по курсовому проекту приведены в таблицах 1 — 4.
Таблица 1. Общие исходные данные
| Показатель | Обозна-чение | Единица измерения | Значение показателя |
| Резервное опережение между цехами | Т р | раб. дн | 1 ... 3 |
| Резервное опережение перед сборкой изделий | Т р сб | раб. дн | 3 ... 5 |
| Длительность производственного цикла сборки изделий | Т ц сб | раб. дн | 2 ... 5 |
| Ритм запуска-выпуска партий изделий на сборке | R | раб. дн | 1 |
| Межоперационное время | t мо | ч | 2 ... 8 |
| Число смен работы | K см | — | 2 |
| Продолжительность смены | T см | ч | 8 |
| Коэффициент выполнения норм времени | g | — | 0,9 ... 1,4 |
| Процент времени простоя оборудования в ремонте от номинального фонда времени | P пр | % | 5 ... 15 |
Таблица 2. Исходные данные об обработке деталей по группам оборудования
| Номер цеха | Номер группы взаимозаменяемого оборудования | Количество единиц оборудования в группе | Норма штучно-калькуляционного времени обработки деталей по операциям t шк ij, ч/шт | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
| 1 | 5 | 0,1 | 0,3 | 0,5 | 0,2 | 0,1 | 0,1 | 0,2 | 0,3 | 0,1 | 0,3 | ||
| 1 | 2 | 6 | 0,7 | 0,2 | 0,4 | 0,4 | 0,6 | 0,2 | 0,1 | 0,3 | 0,2 | 0,2 | |
| 3 | 7 | 2,1 | 2,0 | 1,5 | 0,3 | 0,4 | 0,3 | 0,3 | 1,1 | 0,2 | 0,2 | ||
| 4 | 7 | 0,5 | 0,2 | 0,4 | 0,7 | 0,6 | 0,8 | 1,0 | 2,1 | 1,3 | 0,9 | ||
| 5 | 6 | 0,3 | 0,2 | 0,4 | 0,5 | 0,1 | 1,1 | 0,3 | 1,8 | 1,6 | 2,6 | ||
| 2 | 6 | 5 | 0,4 | 1,1 | 1,0 | 0,8 | 0,6 | 2,4 | 0,5 | 0,4 | 1,1 | 0,9 | |
| 7 | 7 | 0,4 | 0,5 | 0,2 | 0,2 | 0,2 | 0,6 | 1,5 | 1,2 | 0,2 | 0,5 | ||
| 8 | 7 | 0,9 | 0,7 | 0,3 | 0,6 | 0,5 | 1,0 | 0,8 | 0,2 | 1,4 | 0,7 | ||
Таблица 3. Фактические остатки деталей в заделах (в процентах от нормативных заделов)
| Вид задела | ||||||||||
Номера изделий
Задаются преподавателем студентам в индивидуальном задании
В табл. 4 показано, что в изделие 2 входит деталь 1 в количестве 1 штука и деталь 5 в количестве 2 штуки, а в изделие 3 входит деталь 5 в количестве 1 штука и деталь 9 в количестве 1 штука.
Индивидуальное задание (количество изделий, выпускаемых заводом за год; номера деталей, входящих в каждое изделие; применяемость (комплектность) деталей в изделиях) задается каждому студенту преподавателем. Варианты заданий приведены выше.
Дополнительные сведения
Условно задается, что на каждой группе оборудования выполняется одна операция, поэтому принимается, что индекс группы оборудования соответствует индексу операции.
Технологический процесс обработки деталей и группы оборудования, на которых выполняются операции, выбираются студентом самостоятельно.
Самостоятельно студентом выбираются и значения показателей, по которым в табл. 1 приведены предельные значения.
Номера изделий
1
2
3
4
5
Эффективный фонд времени единицы оборудования s-й группы в l-м цехе Фўэф sl равен
Фўэф sl = Фн (1 - Рпp s /100) ,
где Фн — номинальный фонд времени работы единицы оборудования за год, ч/год; Рпp s — процент времени простоя s-й группы оборудования в ремонте, % (выбирается студентом самостоятельно с учетом табл. 1).
 |
Номинальный фонд времени работы единицы оборудования определяется по производственному календарю планируемого года по формуле
где Др – число рабочих дней в году, раб.дн.; Ксм – число рабочих смен в рабочем дне; Тсм – продолжительность смены.
Эффективный фонд времени работы s-й группы оборудования в l-м цехе
Фэфsl = Фўэфsl qsl .
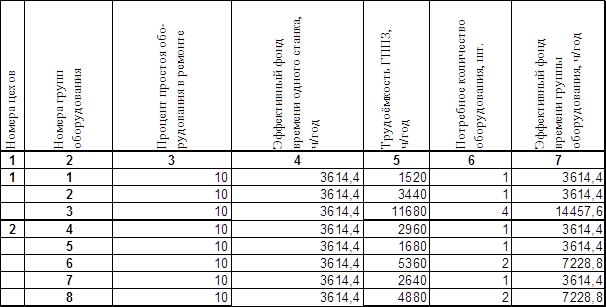
Результаты расчетов заносятся в табл. 7.
Таблица 7. Потребное количество оборудования для выполнения ГППЗ
РАСЧЕТ КАЛЕНДАРНО-ПЛАНОВЫХ НОРМАТИВОВ
Научно обоснованные календарно-плановые нормативы (КПН) являются основой качественного оперативно-календарного планирования, служат исходной базой для составления взаимосвязанных планов, обеспечивающих равномерную работу рабочих мест, участков, цехов и эффективное использование основных фондов, материальных и трудовых ресурсов, облегчают оперативный контроль за ходом производства и регулирование производственного процесса.
Состав КПН различен в зависимости от типа производства и других факторов. В серийном производстве, рассматриваемом в курсовом проекте, основными КПН являются размеры и ритмы партий деталей, сборочных единиц и изделий; длительность производственных циклов обработки партий деталей, сборки сборочных единиц и изделий; опережения запуска и выпуска партий деталей и сборочных единиц; размеры заделов.
ОБЩИЕ УКАЗАНИЯ О ПОРЯДКЕ ВЫДАЧИ, ОФОРМЛЕНИЯ
И ЗАЩИТЫ КУРСОВОГО ПРОЕКТА
Выполнение курсового проекта начинается после выдачи студенту индивидуального задания. Сдача курсового проекта на проверку и защита происходит в порядке и в сроки, установленные учебным графиком.
Для написания курсового проекта студентом используются конспекты лекций, практических занятий, литература, рекомендуемая преподавателем и настоящими методическими указаниями.
Пояснительная записка курсового проекта должна быть выполнена на чистых белых листах стандартного формата (А4, А5). Все записи в ней делаются либо на печатающих устройствах (печатающие машинка, принтер), либо чернилами грамотно и аккуратно, без сокращений, кроме общепринятых аббревиатур. Для использования специальных сокращений, необходимо внести их в перечень условных обозначений.
Пояснительная записка оформляется в соответствии с требованиями ГОСТ 7.32-81 "Отчет о научно исследовательской работе. Общие требования и правила оформления" и должна содержать: титульный лист, реферат, содержание, введение, основную часть, заключение, список использованных источников, приложения.
Титульный лист оформляется по прилагаемой форме (см. приложение). Реферат содержит перечень ключевых слов и краткую аннотацию проекта. Во введении следует кратко и четко раскрыть основную цель работы и содержание проекта.
Состав основной части курсового проекта должен соответствовать разделам методического указания. Цифрoвой материал каждого раздела сводится в таблицы, формы которых рекомендованы в указаниях. По каждому параграфу студентом даются краткое теоретическое описание существа вопроса и необходимые расчетные формулы, приводятся пример расчета (по одной из деталей, изделию, группе оборудования и т. п.), анализ результатов расчета.
График запуска выпуска партий деталей и график загрузки оборудования вычерчиваются на миллиметровой бумаге либо на чистых листах с помощью ПЭВМ.
ЛИТЕРАТУРА
1. Соколицын С. А., Дуболазов В. А. Автоматизированные системы управления машиностроительным предприятием. — Л.: ЛГУ, 1980. — 284 с.
2. Дуболазов В. А., Вещунова Н. Л. Определение оптимальной производственной программы промышленного предприятия с использованием ЭВМ: Методические указания к курсовому проекту. — Л.: ЛПИ, 1988. — 59 с.
3. Климов А. Н., Оленев И. Д., Соколицын С. А. Организация и планирование производства на машиностроительном заводе. — Л.: Машиностроение, 1979. - 463с.
4. Соколицын С.А., Дуболазов В.А., Домченко Ю.Н. Многоуровневая система оперативного управления ГПС в машиностроении. – СПб.: Политехника, 1991. – 208с.
Курсовой проект
по дисциплине “Производственный менеджмент”
на тему “Оперативно-календарное планирование
на промышленном предприятии”
Содержание
ВВЕДЕНИЕ.......................................................................................................................................................................... 3
1. ИСХОДНЫЕ ДАННЫЕ................................................................................................................................................... 4
2. РАСПРЕДЕЛЕНИЕ ГОДОВОЙ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ЗАВОДА ПО КВАРТАЛАМ И МЕСЯЦАМ...................................................................................................................................................................................................... 6
3. РАСЧЁТ ПОТРЕБНОГО КОЛИЧЕСТВА И ЗАГРУЗКИ ОБОРУДОВАНИЯ....................................................... 7
4. РАСЧЕТ КАЛЕНДАРНО-ПЛАНОВЫХ НОРМАТИВОВ........................................................................................ 9
4.1. Расчёт размеров и ритмов партий деталей........................................................................................................ 9
4.2. Расчёт длительности производственных циклов обработки партий деталей....................................... 10
4.3. Расчёт заделов, опережений запуска и выпуска партий деталей............................................................. 12
5. СОСТАВЛЕНИЕ ПОДЕТАЛЬНОЙ МЕСЯЧНОЙ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ЦЕХАМ...... 14
5.1. Расчёт размеров и ритмов первых партий деталей....................................................................................... 14
5.2. Расчёт общего количества деталей, подлежащих запуску и выпуску за месяц................................. 15
5.3. Расчёт сроков запуска и выпуска партий деталей........................................................................................ 17
5.4. Составление графика запуска–выпуска партий деталей............................................................................ 19
6. ОБЩИЕ УКАЗАНИЯ О ПОРЯДКЕ ВЫДАЧИ, ОФОРМЛЕНИЯ.......................................................................... 25
И ЗАЩИТЫ КУРСОВОГО ПРОЕКТА............................................................................................................................ 25
ЛИТЕРАТУРА.................................................................................................................................................................... 26
ВВЕДЕНИЕ
В курсовом проекте осуществляется оперативно-календарное планирование (ОКП) на условном машиностроительном заводе, состоящем из трех цехов: первый и второй — механические, третий — сборочный. Известны состав и количество оборудования по цехам, сменность его работы. На заводе обрабатывается и собирается определенная номенклатура деталей (10 наименований) и изделий (5 наименований). Заданы маршрут и трудоемкость их обработки по группам взаимозаменяемого оборудования, другие нормативно-справочные данные, необходимые для ОКП.
В процессе оперативно-календарного планирования необходимо установить, в каких производственных подразделениях и когда должны выполняться производственные задания по изготовлению деталей и сборке изделий, подлежащих выпуску. Правильная организация ОКП должна обеспечить равномерное выполнение заданного плана выпуска продукции по количеству и номенклатуре с наилучшими технико-экономическими показателями.
Основой оперативно-календарного планирования являются календарно-плановые нормативы (КПН), позволяющие произвести взаимную увязку календарных планов и согласование работы взаимосвязанных рабочих мест, участков, цехов и обеспечивающие наиболее эффективное использование оборудования, материальных и денежных ресурсов предприятия.
Рассчитанные КПН и результаты распределения годовой производственной программы завода по плановым периодам используются для составления подетальной месячной производственной программы цехам, графика запуска и выпуска партий деталей по цехам, подетально-пооперационного календарного плана-графика.
При решении и исследовании данных задач рекомендуется использовать ПЭВМ с составлением студентами индивидуальных программ. В процессе вы-полнения курсового проекта студент должен практически овладеть техникой плановых расчетов и их анализа, составления моделей планирования и их решения на ПЭВМ, приобрести опыт использования нормативных, справочных и литературных данных, развить навыки самостоятельной работы, подготовиться к выполнению организационно-экономической части дипломного проекта.
По возможности все расчеты должны быть сведены в таблицы, формы которых приведены в данных методических указаниях. Графическая часть проекта содержит календарный план-график (КПГ) запуска-выпуска партий деталей и подетально-пооперационный КПГ. По каждому разделу проекта студентом дается краткое описание существа вопроса, примеры и результаты расчета, их анализ.
ИСХОДНЫЕ ДАННЫЕ
Исходные данные по курсовому проекту приведены в таблицах 1 — 4.
Таблица 1. Общие исходные данные
| Показатель | Обозна-чение | Единица измерения | Значение показателя |
| Резервное опережение между цехами | Т р | раб. дн | 1 ... 3 |
| Резервное опережение перед сборкой изделий | Т р сб | раб. дн | 3 ... 5 |
| Длительность производственного цикла сборки изделий | Т ц сб | раб. дн | 2 ... 5 |
| Ритм запуска-выпуска партий изделий на сборке | R | раб. дн | 1 |
| Межоперационное время | t мо | ч | 2 ... 8 |
| Число смен работы | K см | — | 2 |
| Продолжительность смены | T см | ч | 8 |
| Коэффициент выполнения норм времени | g | — | 0,9 ... 1,4 |
| Процент времени простоя оборудования в ремонте от номинального фонда времени | P пр | % | 5 ... 15 |
Таблица 2. Исходные данные об обработке деталей по группам оборудования
| Номер цеха | Номер группы взаимозаменяемого оборудования | Количество единиц оборудования в группе | Норма штучно-калькуляционного времени обработки деталей по операциям t шк ij, ч/шт | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
| 1 | 5 | 0,1 | 0,3 | 0,5 | 0,2 | 0,1 | 0,1 | 0,2 | 0,3 | 0,1 | 0,3 | ||
| 1 | 2 | 6 | 0,7 | 0,2 | 0,4 | 0,4 | 0,6 | 0,2 | 0,1 | 0,3 | 0,2 | 0,2 | |
| 3 | 7 | 2,1 | 2,0 | 1,5 | 0,3 | 0,4 | 0,3 | 0,3 | 1,1 | 0,2 | 0,2 | ||
| 4 | 7 | 0,5 | 0,2 | 0,4 | 0,7 | 0,6 | 0,8 | 1,0 | 2,1 | 1,3 | 0,9 | ||
| 5 | 6 | 0,3 | 0,2 | 0,4 | 0,5 | 0,1 | 1,1 | 0,3 | 1,8 | 1,6 | 2,6 | ||
| 2 | 6 | 5 | 0,4 | 1,1 | 1,0 | 0,8 | 0,6 | 2,4 | 0,5 | 0,4 | 1,1 | 0,9 | |
| 7 | 7 | 0,4 | 0,5 | 0,2 | 0,2 | 0,2 | 0,6 | 1,5 | 1,2 | 0,2 | 0,5 | ||
| 8 | 7 | 0,9 | 0,7 | 0,3 | 0,6 | 0,5 | 1,0 | 0,8 | 0,2 | 1,4 | 0,7 | ||
Таблица 3. Фактические остатки деталей в заделах (в процентах от нормативных заделов)
| Вид задела | ||||||||||
Процент фактического задела для деталей
Таблица 4. Исходные данные по изделиям (пример)
| Показатель |
Номера изделий | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Задаются преподавателем студентам в индивидуальном задании | |||||
| Количество изделий, выпускаемых за год Nm, шт | - | - | 800 | 1200 | - |
| Номера деталей, входящих в изделия | - | - | 3; 5 | 1; 2 | - |
| Применяемость деталей в изделиях Kim, шт/изделие | - | - | 1; 2 | 2; 2 | - |
В табл. 4 показано, что в изделие 2 входит деталь 1 в количестве 1 штука и деталь 5 в количестве 2 штуки, а в изделие 3 входит деталь 5 в количестве 1 штука и деталь 9 в количестве 1 штука.
Индивидуальное задание (количество изделий, выпускаемых заводом за год; номера деталей, входящих в каждое изделие; применяемость (комплектность) деталей в изделиях) задается каждому студенту преподавателем. Варианты заданий приведены выше.
Дополнительные сведения
Условно задается, что на каждой группе оборудования выполняется одна операция, поэтому принимается, что индекс группы оборудования соответствует индексу операции.
Технологический процесс обработки деталей и группы оборудования, на которых выполняются операции, выбираются студентом самостоятельно.
Самостоятельно студентом выбираются и значения показателей, по которым в табл. 1 приведены предельные значения.
Дата: 2019-05-29, просмотров: 216.