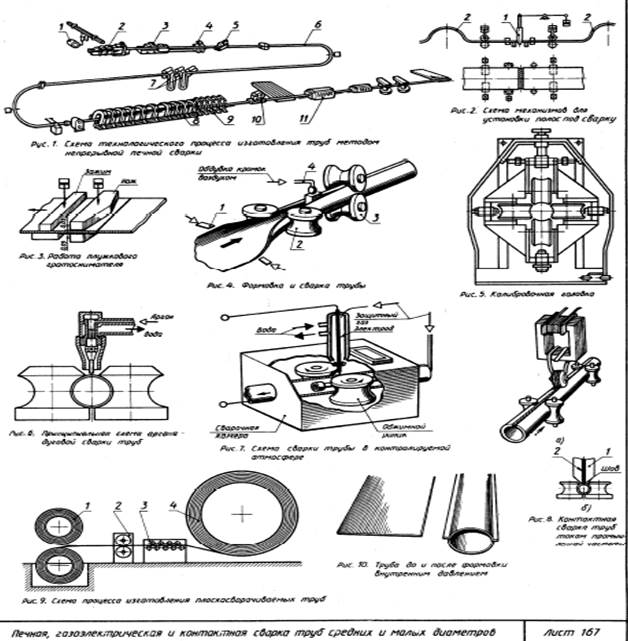
По скорости сварку ТВЧ превосходит непрерывный процесс печной сварки, с помощью которого изготовляют из низкоуглеродистой стали водогазопроводные трубы диаметром 6 ... 114 мм. Схема расположения оборудования при изготовлении таких труб показана на рис. 1. Горячекатаный штрипс из рулона 1 проходит разматыватель 2, правильную машину 3 и гильотинные ножницы 4 для обрезки концов подстыковую контактную сварку, выполняемую на машине 5. В зажимах этой машины одинаковая установочная длина концов полосы и параллельность торцов обеспечиваются прижатием к калибровочному ножу 1 (рис. 2), причем прижатие создается силами упругости петель 2, специально образуемых перед сваркой. Совпадение кромок по высоте обеспечивается расположением в одной плоскости нижних электродов.
После завершения процесса сварки методом непрерывного о плавления ножами гратоснимателя производится удаление грата одновременно с обеих сторон полосы (рис. 3). Непрерывность дальнейшего процесса изготовления трубы во время стыковки концов полосы обеспечивается наличием петель 6 и 7 (рис. 1). Полоса протаскивается через нагревательную печь 8 при помощи формовочно-сварочного стана 9. В печи полоса нагревается по ширине неравномерно. Кромки, нагретые больше, обеспечивают качественную сварку. Менее прогретая середина предотвращает разрыв полосы при ее протягивании через печь и формовочно-сварочный стан. Перед формовкой (рис. 4) кромки полосы обдуваются горячим воздухом из сопел 1 для удаления окалины и повышения температуры. В первой паре роликов 2 полоса формируется, а во второй паре 3 – сворачивается, причем вторичный обдув из сопла 4 обеспечивает повышение температуры до 1500 ... 1520 °С. Скорость сварки достигает 300 м/мин, причем производительность процесса может быть значительно повышена, если в состав агрегата печной сварки входит редукционный стан, работающий с натяжением. В этом случае скорость выхода трубы из стана можно повысить до 420... 1200 м/мин. Сваренную бесконечную трубу режут в потоке пилой 10 (рис. 1) на мерные длины и затем по роликовому конвейеру передают к холодильнику 11, а после охлаждения — на отделочные операции. Окончательную калибровку геометрии трубы производит калибровочная головка (рис. 5), состоящая из двух кассет, в каждой из которых имеется по четыре правильных ролика.
Для изготовления труб из высоколегированных коррозионно-стойких сталей и цветных сплавов с толщиной стенки 0,2 ... 5 мм применяют дуговую сварку вольфрамовым электродом в инертном газе (рис. 6). Кромки сформованной трубной заготовки или оплавляют электрической дугой и затем сваривают давлением формующих валков, или обе кромки сваривают с образованием общей сварочной ванны. Для улучшения качества защиты при сварке труб из активных материалов, например из сплавов титана, зону сварки заключают в камеру, заполненную инертным газом (рис. 7).
Недостатком метода аргонодуговой сварки является недостаточно высокая скорость процесса (0,5 ... 1,5 м/мин).
Контактную сварку сопротивлением при использовании токов промышленной частоты (рис. 8) также применяют для производства электросварных труб (рис.8, а). К кромкам сформованной трубной заготовки сварочный ток подводят через электродные кольца 1 (рис. 8, б), разделенные изолирующей прокладкой 2. Стык кромок между электродными кольцами нагревается до сварочной температуры, обжимается валками и электродными кольцами, образуя продольный сварной шов.
Сварные плоскосворачиваемые трубы применяют при прокладке промысловых и газосборных трубопроводов. Схема изготовления таких труб показана на рис. 9. Две стальные ленты из рулонов 1 накладываются одна на другую и свариваются двумя продольными швами на роликовой контактной машине 2. По мере сварки трубная заготовка проходит правильное устройство 3 и свертывается в рулон 4.Контроль плотности швов готовой свернутой в рулон трубы производится путем присоединения к одному из концов трубы сети сжатого воздуха. При этом рулон закрепляют в жесткой обойме, предотвращающей его разворачивание или раздутие трубы. Показание манометра, присоединяемого к другому, предварительно заглушенному концу трубы, позволяет установить отсутствие или наличие неплотностей. Такие трубы могут иметь толщину стенок до 4 мм, диаметр до 400 мм и длину до 300 м. На месте укладки трубопровода рулон разматывают и трубу раздувают (рис. 10). Отдельные плети соединяют друг с другом или сваркой плоских концов труб до их раздутия, или с помощью фланцевых соединений.
ЛЕКЦИЯ 24
Дата: 2019-03-05, просмотров: 293.