Зависимость между напряжением и силой тока при постоянной длине горящей дуги принято называть статической вольт-амперной характеристикой.
Известны статические вольт-амперные характеристики (ВАХ) сварочных дуг трёх типов:
1. Падающая– с ростом сварочного тока напряжение уменьшается.
2. Жёсткая– с ростом сварочного тока напряжение практически не изменяется.
3. Возрастающая – рост сварочного тока вызывает увеличение напряжения.
Падающие ВАХ имеют свободные малоамперные дуги, горящие в атмосфере воздуха и в среде аргона при токах от нескольких до 70-80 А. Причиной снижения напряжения на дуге является уменьшение длины столба дуги Uст. С ростом тока более интенсивно протекает ионизация газа столба дуги, проводимость столба дуги увеличивается, а площадь поперечного сечения столба дуги возрастает. Разности потенциалов в катодных и анодных областях практически не зависят от величины тока, а зависят только от физических условий, в которых существует дуга.
Жёсткую ВАХ имеют сварочные дуги с токами 80 А и выше при ручной дуговой и механизированной сварке под флюсом. С ростом сварочного тока увеличивается площадь столба дуги, в результате чего проводимость разрядного промежутка практически не изменяется. Увеличение тока с одновременным увеличением площади сечения столба дуги приводит к тому, что площадь плотности тока в столбе дуги и напряжённость электрического поля остаются постоянными.
При механизированной сварке под флюсом, когда диаметр электродной проволоки невелик, плотность тока в электроде несколько больше таковой при свободной малоамперной дуге, горящей в воздухе или в аргоне. Начиная примерно с 300-400 А и выше ВАХ дуги, горящей под флюсом, становится пологовозрастающей.
И, наконец, когда требуемое для повышения силы тока количество заряженных частиц не может быть получено за счёт расширения столба (активное пятно занимает всю площадь электродной проволоки) и для увеличения их количества требуется повышенное напряжение, получается возрастающая ВАХ дуги.
Билет № 14
ВОПРОС 1
Билет № 15
ВОПРОС 1
Подготовка, сборка, сварка соединений труб, труб с СДТ, ЗРА должны выполняться в соответствии с требованиями операционно-технологических карт сборки и сварки, разработанных по аттестованным технологиям сварки, согласованных главным сварщиком или лицом, ответственным за сварочное производство, - специалистом сварочного производства IV-го уровня профессиональной подготовки в соответствии с ПБ 03-273-03 [4] - и утвержденных организацией, выполняющей сварочные работы.
ВОПРОС 2(картинку смотри выше)
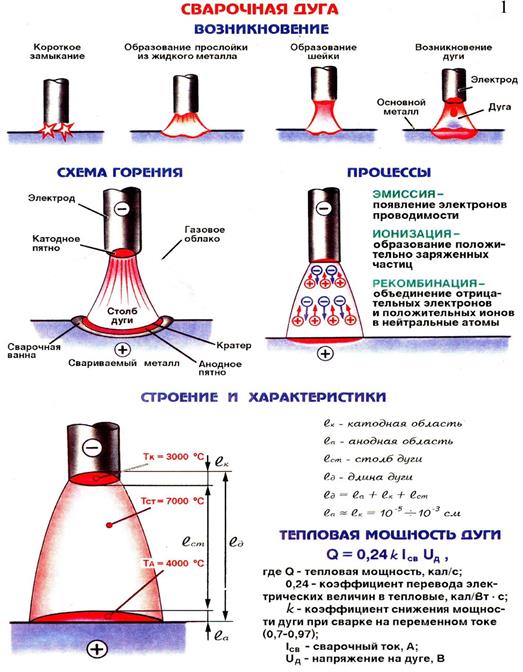
Наиболее важным свойством для сварки являются тепловые свойства дуги. Температура сварочной дуги очень высокая — около 5500°С и зависит от диаметра электрода, плотности тока, материала электродов и состава газовой среды. На катоде она более низкая, чем на аноде, и максимального значения достигает в столбе дуги. При ручной сварке на постоянном токе разница температур на катоде и аноде используется для увеличения расплавления электрода или изделия. Тепловые возможности сварочной дуги измеряются ее тепловой мощностью. Неиспользуемая на нагрев основного и присадочного металла часть полной тепловой мощности уходит в атмосферу, на световое излучение, уносится с каплями металла при разбрызгивании.
ВОПРОС 3
Несквозные поверхностные отдельно расположенные единичные или групповые дефекты* коррозионного (местная коррозия), механического происхождения (риски, задиры, царапины) на основном металле труб, а также примыкающие или расположенные на заводских или кольцевых сварных швах участков газопроводов категорий II-IV из труб диаметром от 426 до 1420 мм включ. с толщиной стенки от 7,0 до 32,0 мм допускается ремонтировать методом сварки (наплавки).
Несквозные поверхностные дефекты КРН основного металла труб участков газопроводов категорий II - IV из труб диаметром от 1020 до 1420 мм включ. с толщиной стенки от 7,0 до 32,0 мм допускается ремонтировать методом сварки (наплавки).
Кольцевые и продольные сварные швы с несквозными поверхностными и внутренними дефектами (поры, шлаковые включения, непровары, несплавления, несквозные трещины, утяжины, превышения проплава, подрезы, коррозионные дефекты) участков газопроводов категорий II-IV из труб диаметром от 426 до 1420 мм включ. с толщиной стенки от 7,0 до 32,0 мм допускается ремонтировать методом сварки (заварки) при условии, если:
- суммарная протяженность единичных и групповых дефектов не превышает для кольцевых сварных швов - 1/6 периметра трубы, для продольных сварных швов - 500 мм на любых двух метрах сварного шва, при этом ремонтные сварные швы должны находиться на расстоянии не менее 500 мм друг от друга;
- единичные и групповые дефекты сварных швов вписываются в параметры прямолинейной механической выборки (прямолинейная выборка - выборка по оси кольцевого шва, имеющая на наружной поверхности трубы прямолинейную форму с параллельными границами и округленными углами).
Сквозные дефекты в виде "свищей" и трещин (далее - трещины) кольцевых и продольных сварных швов, полностью вписывающиеся в параметры прямолинейной выборки, участков газопроводов категорий II - IV из труб диаметром от 426 до 1420 мм включ. с толщиной стенки от 7,0 до 32,0 мм газопроводов допускается ремонтировать методом сварки (заварки).
Кольцевые сварные швы с несквозными поверхностными и внутренними дефектами (поры, шлаковые включения, непровары, несплавления, несквозные трещины, утяжины, превышения проплава, подрезы, коррозионные дефекты) участков газопроводов категорий В, I из труб диаметром от 426 до 1420 мм включ. с толщиной стенки от 7,0 до 32,0 мм допускается ремонтировать методом сварки (заварки) при условии, если:
- суммарная протяженность единичных и групповых дефектов сварного шва не превышает 1/6 периметра трубы;
- единичные и групповые дефекты сварного шва вписываются в параметры прямолинейной механической выборки (прямолинейная выборка - выборка по оси кольцевого шва, имеющая на наружной поверхности трубы прямолинейную форму с параллельными границами и округленными углами);
- прямолинейная механическая выборка участков сварного шва с единичными или групповыми дефектами выполняется фрезерованием с применением специальной трубоотрезной машины типа самоходная фреза.
Несквозные (с остаточной толщиной стенки менее 4,0 мм) и сквозные (в том числе трещины) дефекты, вписывающиеся в параметры овальных или круглых отверстий основного металла труб и сварных швов газопроводов диаметром от 426 до 1420 мм включ. с толщиной стенки от 7,0 до 32,0 мм допускается ремонтировать вваркой заплат или приваркой патрубков, при этом ремонт вваркой заплат допускается выполнять на участках газопроводов категорий II - IV, приваркой патрубков - на участках газопроводов категорий В, I - IV.
Несквозные и сквозные дефекты труб и сварных соединений участков газопроводов категорий II - IV из труб диаметром от 426 до 1420 мм включ. с толщиной стенки от 7,0 до 32,0 мм, временно выведенных из эксплуатации или находящихся в эксплуатации под давлением с транспортировкой или без транспортировки газа, допускается ремонтировать стальными сварными муфтами.
Билет № 16
ВОПРОС 1
Дата: 2019-03-05, просмотров: 215.