Конструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ).
ВОПРОС 3.
Выбор защитного газа определяется в первую очередь свойствами свариваемого металла. Одни высоколегированные стали и сплавы, титан и его сплавы требуют лишь инертной защитной атмосферы, а другие высоколегированные стали и сплавы, алюминий и его сплавы могут быть сварены как в инертной атмосфере, так и с примесями к ней активных газов, например 2—5 % кислорода. При этом достигается струйный перенос металла, уменьшается разбрызгивание и не появляется пористость от водорода. Сварку углеродистых и низколегированных сталей можно выполнять в активных газах (С02 по ГОСТ 8050—85, С02 + 20—30 % 02), в смеси активных и инертных газов.
Инертные
Не вступают в химическое взаимодействие с металлами и практически не растворяются в металлах
Активные
Защищают зону сварки от воздуха, но сами растворяются в жидком металле либо вступают с ним в химическое взаимодействие
Газовые смеси
Служат для улучшения процесса сварки и качества сварного шва
Сварочные дуги классифицируются по ряду признаков:
¶ принципу действия– сварочные дуги прямого, косвенного и комбинированного действия;
¶ роду тока– дуга постоянного тока и дуга переменного тока (трехфазного или однофазного);
¶ длительности горения– (стационарная дуга, импульсная дуга);
¶ полярности постоянного тока– дуга прямой полярности и обратной полярности;
¶ степени сжатия– свободная или сжатая дуга;
¶ виду среды, в которой происходит горение дуги– открытая, закрытая и дуга в среде защитных газов;
¶ виду применяемого электрода – дуга с плавящимся и неплавящимся электродом;
¶ виду статической вольтамперной характеристики– дуга с жесткой, подающей и возрастающей характеристикой;
¶ длине дуги– короткая, нормальная и длинная.
¶ Дугу называют «короткой», если длина ее составляет 2-4мм. Длина «нормальной»дуги 4-6мм. Дугу длиной более 6мм называют «длинной».
(После первого билета вопросы описываются частично, во избежание повтора информации)
Билет № 2
Вопрос 2
| Газ | Цвет баллона | Цвет надписи | Цвет полосы |
| Азот | Чёрный | Жёлтый | Коричневый |
| Аргон сырой | Чёрный | Белый | Белый |
| Аргон технический | Чёрный | Синий | Синий |
| Аргон чистый | Серый | Зелёный | Зелёный |
| Ацетилен | Белый | Красный | - |
| Водород | Тёмно-зелёный | Красный | - |
| Гелий | Коричневый | Белый | - |
| Закись азота | Серый | Чёрный | - |
| Кислород | Голубой | Чёрный | - |
| Сжатый воздух | Чёрный | Белый | - |
| Углекислота | Чёрный | Жёлтый | - |
| Этилен | Фиолетовый | Красный | - |
Регулятор (редуктор)
Предназначен для понижения давления газа, поступающего из баллона,и автоматического поддержания постоянным рабочего расхода (давления).
Присоединяется к вентилю баллона с помощью накидной гайки.
Давление газа и его расход регулируют вращением маховичка. Отбор газа осуществляется через ниппель, к которому присоединен шланг.
Регулятор расхода углекислого газа У-30П-2 комплектуется электроподогревателем, который установлен на хвостовике корпуса (напряжение питания 36 В, потребляемая мощность 200 Вт)
Подогреватель
Используется только при сварке в углекислом газе. Испарение жидкого СО2, при большом его расходе приводит к резкому понижению температуры. Влага, содержащаяся в газе, замерзает в редукторе.
Для безопасности подогреватель питается постоянным (20 В) или переменным (36 В) током.
Осушитель
Осушитель поглощает влагу из углекислого газа. Выпускается двух модификаций: высокого и низкого давления. Осушитель высокого давления устанавливают перед регулятором (редуктором), а низкого - после него. Влагопоглощающим веществом служит силикагель или алюмогликоль. Путем прокаливания при 250-300°С эти вещества поддаются восстановлению.
Ротаметр
Служит для определения расхода газа. Необходим в случае использования газовых редукторов, не имеющих встроенного расходомера
Рукава (шланги)
Гибкие трубопроводы из вулканизированной резины, армированные льняной тканью. С их помощью газовое оборудование объединяется в общую систему
Смеситель газов
Предназначен для приготовления газовой смеси определенного состава (двух- или трехкомпонентной)
ВОПРОС 3
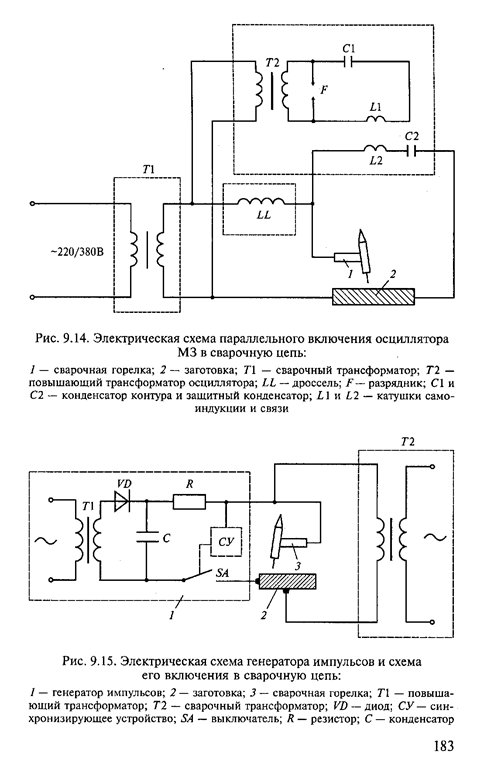
Генератор импульсов. Применяются для облегчения возбуждения и повышения устойчивости горения дуги, улучшения процесса переноса капель расплавленного металла в сварочную ванну при сварке плавящимся электродом в аргоне и других защитных газах легированных сталей и цветных металлов.
Билет № 3
ВОПРОС 2
Для сушки и прокаливания отсыревших сварочных электродов применяется печь для прокалки электродов. Кроме того для хранения ранее прокаленных электродов активно применяются термопеналы. Процесс просушки и прокалки сварочных электродов позволяет восстановить качественные свойства для гарантированной работы сварщика и требуемых показателей сварного шва.
Основными характеристиками при прокалке являются: время при сушке/прокалке и температура сушки/прокалки.
ВОПРОС 3
Сварочная ванна и дуга окружены атмосферой углекислого газа CO2, который подается в горелку из баллона под небольшим избыточным давлением. СО2 защищает место сварки от окружающего воздуха. Окислительное действие СО2 нейтрализуется введением в сварочную проволоку раскислителей: марганца и кремния. Сварка ведется на постоянном токе обратной полярности. Источник питания имеет жесткую вольт-амперную характеристику.
При полуавтоматической сварке подача плавящегося электрода (проволоки) осуществляется электродвигателем со скоростью, равной скорости плавления электрода. Сварщик выполняет только одно движение – перемещает горелку по траектории сварного шва.
При автоматической сварке подача плавящегося электрода (проволоки), перемещение дуги вдоль шва и регулирование процесса сварки – механизированы.
Билет № 4
ВОПРОС 2
Основное оборудование: Источник питания; кабель заземления; горелка; газовый баллон с редуктором.
Вспомогательное оборудование: система водного охлаждения горелки; неплавящийся вольфрамовый электрод; инертный газ.
ВОПРОС 3
Инертные
Не вступают в химическое взаимодействие с металлами и практически не растворяются в металлах
Активные
Защищают зону сварки от воздуха, но сами растворяются в жидком металле либо вступают с ним в химическое взаимодействие
Газовые смеси
Служат для улучшения процесса сварки и качества сварного шва
-Разного рода газы очень сильно влияют на качество сварки, некоторые газы действуют положительно, некоторые отрицательно. Такие элементы и газы как азот, фосфор, кислород, водород и сера неблагоприятно сказываются на сварочном шве, поэтому в институтах и разработали такие вещи как обмазка электрода, такие газы как аргон и углекислота, применение которых расщепляют или выгоняют из металла ненужные примеси, которые содержатся не только в самом металле но и находятся в воздухе. Поэтому, правильно подобранный газ, сварочная проволока или электрод к металлу, с которым работает сварщик обеспечит хорошее качество сварного соединения.
Билет № 5
ВОПРОС 2
Виды сварочной и наплавочной проволоки:
-проволока стальная сварочная - ГОСТ 2246-70;
-проволока стальная наплавочная - ГОСТ 10543-82;
-проволока сварочная из алюминия и алюминиевых сплавов - ГОСТ 7871-75;
-прутки чугунные для сварки и наплавки - ГОСТ 2671-70;
-проволока порошковая сварочная и наплавочная;
-голая сплошная легированная проволока.
СТАЛЬНАЯ СВАРОЧНАЯ ПРОВОЛОКА .
ГОСТ 2246-70 содержит описание семидесяти семи марок стальной сварочной проволоки, различающейся по химическому составу: шесть марок для низколегированной стали (пример Св-08АА), тридцать марок легированной стали (Св-08Г2С) и сорок одну для высоколегированной (Св-06Х19Н9Т).
В маркировке сварочной проволоки заложена информация о ее составе. Цифра 08 означает содержание углерода 0,08%, буквы А и АА говорят о пониженном содержании в сварочной проволоке серы и фосфора, остальные буквы - условные обозначения входящих в состав сварочной проволоки легирующих элементов, а цифры - их содержание в процентах.
ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА.
Порошковая или трубчатая сварочная проволока представляет собой трубку, свернутую из стальной ленты, размером 0.2х20 мм и заполненную порошком из газообразующих и шлакообразующих компонентов. Применение порошковой сварочной проволоки может улучшить механические свойства и внешний вид швов, она способствует увеличению глубины проплавления при уменьшении деформации. Сечения трубки для порошковой сварочной проволоки делают сложной формы. Это придает жесткость проволоке и должно предотвращать смятие подающими роликами сварочного оборудования.
ВОПРОС 3
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии. Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше. Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм - только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка. Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой. Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия. Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений.
Билет № 6
ВОПРОС 3
При газопламенной обработке металлов в качестве источника теплоты используется газовое пламя – пламя горючего газа, сжигаемого для этой цели в специальных горелках. В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетиленокислородное пламя, поэтому оно нашло наибольшее применение.
Виды газопламенной обработки

Билет № 7
ВОПРОС 3
ПАРАМЕТРЫ РЕЖИМА
Мощность пламени
Вид пламени
Диаметр присадочной проволоки
Дата: 2019-03-05, просмотров: 206.