Сварочный полуавтомат для сварки под флюсом – это аппарат для полуавтоматической сварки с механизированной подачей сварочной проволоки. Основные компоненты сварочного полуавтомата представлены на (Рисунок 12).
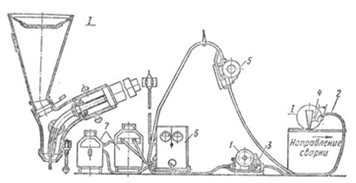
Рисунок 12 – Сварочный полуавтомат состоит из:
1 – кассета подающего механизма; 2 – гибкий шланг для подачи электродной проволоки и электрического тока; 3 – ролики подающего механизма; 4 – держатель; 5 – подающий механизм; 6 – аппаратный ящик с электрооборудованием полуавтомата; 7 – сварочный трансформатор.
По назначению сварочные полуавтоматы можно разделить на:
· сварочные полуавтоматы для сварки в защитных газах;
· сварочные полуавтоматы для сварки под флюсом;
· сварочные полуавтоматы для сварки порошковой проволокой;
· универсальные сварочные полуавтоматы.
Сварочные полуавтоматы для сварки под флюсом имеют специальную горелку с воронкой для засыпания флюса. У них более мощный механизм подачи проволоки, поскольку для сварки под флюсом обычно используются проволоки большего диаметра, чем для сварки в защитных газах.
При сварке под флюсом (Рисунок 13) дуга горит в закрытой полости 2, защищенной от воздействия воздуха оболочкой расплавленного шлака. Флюс 1 защищает зону сварки от воздуха и предотвращает возможность разбрызгивания металла. Защита дуги и зоны сварки от воздуха, резкое уменьшение вылета электрода позволили существенно повысить величину тока и производительность сварки.

Рисунок 13 - Горелка ДШ - 54 для сварки под флюсом и различные ее настройки:
а, б - сварка стыкового шва с опорой на костыль, в - то же, с опорой на насадку, г - сварка углового шва наклонным электродом, д - то же, "в лодочку"; 1 - слой флюса, 2 - дуга, 3 - электрод, 4 - наконечник, 5 - воронка, 6 - обратный конус с сеткой, 7 - заслонка, 8 - рукоятка, 9 - спираль направляющего шланга, 10 - токоведущая жила, 11 - оболочка, 12 - удлинитель, 13 - зажим, 14 - штуцер, 15 - конический сухарь, 16 - мундштук, 17 - втулка изоляционная, 18 - насадка, 19 – костыль.
Горелка полуавтомата для сварки под флюсом содержит мундштук 1 с наконечником 4, воронку 5, снабженную заслонкой 7, перекрывающей подачу флюса в насадку 18. Насадка изолирована от токоведущего мундштука втулкой 17, вследствие чего горелка при сварке может опираться на изделие (Рисунок 13, 6). При сварке швов сравнительно большой протяженности целесообразно пользоваться костылем 19, имеющимся на горелке. Воронка может поворачиваться вокруг оси мундштука, что удобно для сварки угловых швов (Рисунок 13, в, г, д).
В СССР выпускается несколько типов полуавтоматов для сварки под флюсом. Рассмотрим конструктивные особенности некоторых из них.
Шланговый полуавтомат ПШ - 54 предназначен для сварки проволокой 18,6 - 2 мм на токах до 600 А. Сварка может выполняться переменным или постоянным током.
Полуавтомат ПШ-5 состоит из следующих частей: источника сварочного тока, шкафа управления, подающего механизма, гибкого шланга и сварочного инструмента - держателя.
В шкафу управления размещены электромагнитный включатель сварочной цели и цепи питания двигателя и понижающий трехфазный трансформатор на 36 в для питания двигателя подающего механизма.
Подающий механизм предназначен для подачи проволоки через гибкий шланг в дугу; механизм состоит из электродвигателя с редуктором и имеет кассету с проволокой. Флюс находится в небольшом бункере, находящемся в верхней части держателя. У этого полуавтомата сменные держатели, но обычно применяется универсальный держатель ДШ-5, пригодный для сварки и стыковых и угловых швов. На держателе имеется кнопка дистанционного включения двигателя подающего механизма.
Для изменения скорости подачи проволоки в дугу при настройке полуавтомата на заданный режим работы редуктор подающего механизма имеет комплект пар сменных шестерен, меняя которые можно ступенчато изменять скорость подачи проволоки в пределах от 131 до 600 м/час. Полуавтомат ПШ-5 оказался весьма надежным, легким и простым в обслуживании и получил широкое распространение.
На заводах полуавтомат применяют для сварки стыковых швов полотнищ секций с криволинейной поверхностью, для приварки набора к обшивке и т. п.
Существенная деталь полуавтомата - легкий гибкий шланг иной 4,5-5 м, на конце которого укреплен сварочный инструмент - держатель. Имея в руках только держатель, связанный с остальными частями полуавтоматической установки гибким шлангом, сварщик может легко вести сварку швов в труднодоступных для сварки автоматом местах, выполнять сварку коротких, а также любых криволинейных швов. В середине гибкого шланга проходит металлическая спиральная трубка, по которой подается электродная проволока; спиральная трубка покрыта изоляцией, поверх которой расположены жилы сварочного провода и провода управления, изолированные хлопчатобумажной изоляцией; весь шланг помещен в резиновую трубку.
Гибкость шланга, обеспечивающая удобство работы (т. е. легкость поворота и изгиба шланга), сохраняется только при использовании проволоки малого диаметра (не свыше 2 мм). Благодаря применению тонкой электродной проволоки диаметром 1,2-1, 6-2 мм при обычной силе тока 300-600 а плотность тока достигает 100-200 а/мм2. Такая плотность тока, как показали исследования, обеспечивает относительно более глубокое проплавление основного металла, что повышает эффективность этого способа сварки.Недостатки полуавтомата ПШ-5: значительный вес держателя(из-за бункера с флюсом), малый запас флюса, невозможность плавного регулирования скорости подачи проволоки.
Полуавтомат ПШ-54. На базе полуавтомата ПШ-5 была разработана усовершенствованная модель - ПШ-54. Этот полуавтомат комплектуется из тех же узлов, что и полуавтомат ПШ-5, но с некоторыми конструктивными изменениями.
Подающий механизм имеет простое устройство для изменения скорости подачи проволоки в виде коробки скоростей с двумя рукоятками (скорость подачи проволоки изменяется почти в тех же пределах: 81-598 м/час). Держатель ДШ-54 отличается меньшим весом и отсутствием пусковой кнопки. Включение двигателя подающего механизма и источника питания сварочной цепи производится при начальном касании электродной проволокой изделия включением цепи специального реле, которое в свою очередь замыкает цепь основного включающего контакторного устройства.
Полуавтомат ПШ-54 имеет два гибких шланга: облегченный на ток до 300 а (кабель сечением 40 мм2) и нормальный на ток до 600 а (кабель сечением 70 мм2). Облегченный шланг имеет большую гибкость, что улучшает условия работы сварщика.
Шланговые полуавтоматы сочетают в себе универсальность и маневренность ручной сварки с преимуществами автоматической сварки под флюсом. Полуавтомат производит только подачу электродной проволоки в зону дуги, а дугу вдоль свариваемого шва перемещает сварщик с помощью специального электрододержа-теля. Сварка производится при повышенных плотностях тока — до 200 А/мм2, что позволяет применять электродную проволоку диаметром 1,2 ... 2,5 мм.
Высокие плотности тока повышают температурный режим сварки, коэффициент плавления и глубину провара шва. Вследствие этого допускается некоторое уменьшение разделки кромок, а значит уменьшается необходимый расход электродной проволоки на .единицу длины шва. При этом не только повышается производительность сварки, но и значительно сокращается расход электроэнергии. В сварочном производстве получили большое распространение шланговые полуавтоматы ПШ-5, ПШ-54, разработанные Институтом электросварки им. Е. О. Патона, и ПДШ-500 завода «Электрик».
На Рисунок 14 представлена схема шлангового полуавтомата ПШ-54. Электродная проволока подается с помощью электродвигателя трехфазного тока мощностью 100 Вт, который через редуктор вращает ведущий ролик механизма подачи. Между ведущим и прижимным роликами протаскивается электродная проволока. Переключая шестерни коробки скоростей, можно изменять скорость подачи электродной проволоки в пределах 78 ... 600 м/ч.
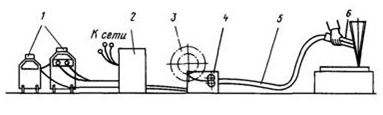
Рисунок 14 – Схема шлангового полуавтомата ПШ-54.
Шланговый провод (Рисунок 15) длиной 3,5 м и диаметром 27 мм служит для подачи электродной проволоки / по центральному каналу в зону дуги. В шланг вмонтированы провод 4 для подвода сварочного тока и провода 3 управления пуском и выключением электродвигателя механизма подачи, включением и выключением сварочного тока (2 — стальная спираль, 5 — изоляция). Держатель представляет собой трубчатый мундштук с ручкой и специальной воронкой для флюса. Воронка вмещает 1,5 кг флюса и снабжена пластинчатой заслонкой. Шкаф управления содержит контрольные приборы (амперметр и вольтметр) и устройства для включения и выключения системы управления. Электродвигатель для подачи электродной проволоки и ток сварочной цепи у полуавтомата ПШ-54 включаются при замыкании сварочной проволоки на изделие; процесс сварки прекращается при удалении держателя от поверхности свариваемого изделия, т. е. обрывом сварочной дуги.
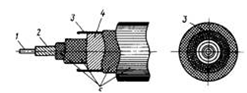
Рисунок 15 – Шланговый провод.
В полуавтоматах ПШ-5 электродвигатель механизма подачи электродной проволоки и ток сварочной цепи включаются и выключаются с помощью пусковой кнопки на рукоятке.
Шланговый полуавтомат ПДШ-500 имеет по сравнению с полуавтоматами типа ПШ две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС-1000. Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки.
5. Роботизированные технологические линии сборочно-сварочного производства. Примеры
Комплексная механизация и автоматизация сборочно-сварочных работ позволяет достичь существенного повышения эффективности сварочных работ, качества сварных соединений, улучшения условий труда и др. Реализация комплексной механизации и автоматизации осуществляется путем применения отдельных сборочно-сварочных установок и станков, комплексно-механизированных рабочих мест (КМРМ) и участков (КМУ), а также поточных и автоматических линий.
При сварке на отдельных станках и установках, как правило, многие вспомогательные операции выполняются с невысоким уровнем механизации и автоматизации как, например, с помощью цеховых транспортных средств или вручную. Более эффективно применение комплексно-механизированных рабочих мест и участков, а также поточных и автоматических линий. Применение КМРМ и КМУ особенно эффективно в единичном и мелкосерийном производстве с широким распространением механизированной сварки с помощью шланговых полуавтоматов. Это позволяет полностью или частично механизировать сборку, транспортировку, загрузку и выгрузку изделия. Использование шланговых полуавтоматов не исключает применения автоматической сварки.
Более полно комплексная механизация и автоматизация сборочно-сварочных работ разрешается применением поточных линий. Перспективы развития комплексной механизации и автоматизации в сварочном производстве открываются при применении методов и технических средств программного управления и широком использовании ЭВМ. Весьма перспективно создание автоматических линий из установок с ПУ перемещениями рабочих органов и параметрами режима сварки, главным образом, на базе сварочных роботов, соединенных транспортно-загрузочными средствами, использующими приспособления-спутники. Такие линии имеют средства автоматического складирования заготовок и приспособлений и распределения их между установками. Групповое управление линиями осуществляется от ЭВМ.
В условиях многономенклатурного производства важны отказ от жесткой последовательности перемещения изделий от позиции к позиции и создание линий с гибким транспортом, например, роботизированными тележками (робокарами) с электроприводом, управляемыми от ЭВМ. Питание привода тележек осуществляется от аккумуляторных батарей, а управление — с помощью высокочастотного поля, возбуждаемого вокруг кабелей, вмонтированных в пол. На линии с роботизированными тележками одновременно (в любой последовательности) могут обрабатываться несколько типоразмеров изделий.
Так, гибкая производственная система (ГПС) "Робогейт" для точечной контактной сварки, установленная на одном из заводов фирмы ФИАТ, состоит из двух подсистем: сварки боковин (Рисунок 16, а) и сварки обшивки кузова (Рисунок 16, б) легкового автомобиля. Производительность каждой подсистемы 1000 комплектов в 15 ч. Одновременно могут собираться четыре модели в любой последовательности. В каждой подсистеме использовано 25 робокаров. Их предельная скорость 42 м/мин, ускорение при разгоне-торможении 0,5 м/с2, продолжительность работы до перезарядки аккумуляторов 15 ч, время зарядки 7,5 ч, грузоподъемность 1,5 т, время подъема груза 18 с, габаритные размеры 4,8 х 2,02 х 0,53 м.
Особенность системы "Робогейт" — наличие контурных "ворот", представляющих собой раскрывающуюся кондукторную раму, которая после прихода тележки с предварительно собранными свариваемыми элементами охватывает свариваемое изделие, фиксируя его в позиции сварки. Это не только позволяет сварочным роботам работать без адаптации, но и повышает точность изготовления, что благоприятно сказывается на последующих операциях и на качестве изделия в целом. Подобные кондукторные устройства перспективны и для дуговой сварки, особенно изделий из тонкостенных заготовок. Стоимость системы "Робогейт" на 30% выше стоимости традиционной автоматической линии для сварки одного типоразмера. Однако возможность сваривать на одной линии два и более изделий без какой-либо переналадки дает очевидный экономический эффект.
Система управления "Робогейт" построена на двух ЭВМ. В стандартном режиме одна из них обслуживает производственный процесс, а вторая используется для разработки новых программ и других целей. В случае отказа первой ЭВМ функции ее передаются второй с помощью управляемого вручную коммутатора каналов. Время переключения 3 мин. Система управляет 50-ю робокарами двух подсистем, всеми сварочными роботами (до 50), автоматическими складами, управляет прохождением всех изделий, обеспечивает диалог с руководителями смен, ведет статистику, диагностирует отказы и т. д.
Высшей формой комплексной механизации и автоматизации сварочного производства является создание много номенклатурных заводов-автоматов, в которых на базе широкого применения вычислительной техники комплексно решаются проблемы, связанные с изготовлением продукции. К числу таких проблем относятся не только автоматическое изготовление и сборка изделия, но и автоматизация приема заказов, установление сроков поставки и стоимости выполнения заказов, проектирование и организация производства, перемещение деталей между рабочими местами, складирование, ведение инструментального хозяйства, входной контроль, контроль качества продукции, утилизация отходов и т. д.
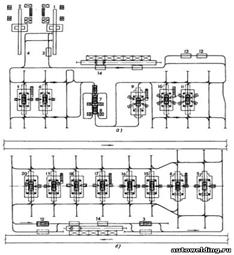
Рисунок 16 - Подсистемы ГПС "Робогейт" для производства кузова легкового автомобиля:
а — сварки боковин; б — сварки кузова; 1, 2 — накопители деталей левой и правой боковин; 3, 4 — загрузочные позиции с подбором необходимого комплекта боковин; 5, 6 — предварительная сварка роботами; 7, 8 — ручная досборка мелких деталей; 9— сварка ответственных точек; 10, 11 — окончательная сварка; 12, 13— разгрузочные позиции левой и правой боковин; 14 — замена стапеля по команде от ЭВМ; 15—20— сварка остальных точек (последовательность захода на позиции определяется моделью кузова)
Автоматическая линия для сварки автомобильных тороидальных газовых баллонов. Линия реализована на основе 10 роботов Fanuc R2000iB по принципу «гибкой производственной системы»: переход от одного типа свариваемых баллонов к другому происходит без переналадки линии. Используемый способ сварки — MAG/MIG.


Рис. 17. Автоматическая линия для сварки автомобильных тороидальных газовых баллонов.
Одним из исходных элементов в процессе изготовления корпусов судов, их палуб и пр. являются ребра жесткости, выполняемые из сортового проката (профилей). Их длина в процессе производства является произвольной величиной, равно как и варианты исполнения торцов, отверстий для удаления воды и пр. Точность и эффективность изготовления ребер жесткости обеспечивается роботизированной линией резки профилей. Эти линии представляют собой автономные технологические комплексы, в которые входят следующие элементы:
· входные накопители для хранения запасов профилей;
· конвейер подачи профилей к отрезному оборудованию;
· отрезное оборудование, выполненное в форме
· промышленного манипулятора с устройством фиксации профиля;
· выходной рольганг с встроенной системой измерения длины и позиционирования;
· выходной накопитель для хранения отрезанных деталей.
Многообразие типов профилей, вариантов исполнения торцов и промежуточных отрезов делает процесс резки профилей идеальным объектом для применения технологии высокого уровня ARAC. Компания Kranendonk поставляет линии резки профилей, которые могут быть оборудованы кислородными или плазменными резаками, или и теми, и другими. Роботизированные линии резки профилей могут поставляться с различным дополнительным оборудованием, таким как струйный принтер для маркировки профилей или устройство маркировки базовых осей. Кроме того, в линию резки профилей может быть встроено другое технологическое оборудование. Манипулятор для разметки изгиба профилей или шлифовальный станок с ЧПУ могут быть добавлены к основной системе с полной интеграциейв систему управления. Цеховая система материально технического снабжения обеспечит совместную работу всех элементов, входящих в состав линии резки, как единого целого. Роботизированные линии резки профилей создаются в соответствии с требованиями каждого конкретного заказчика. Это оборудование может быть оптимизировано для производства профилей, используемых в судостроении, или для резки более сложных профилей, например, двутавровых, которые широко используются при строительстве морских платформ и при создании стальных конструкций. Все оборудование для резки профилей поставляется в полностью готовом к эксплуатации виде, что включает и интеграцию входящего в его состав компьютеров в САПР и систему материального планирования верфи.
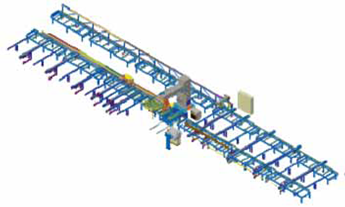
Рис. 18. Роботизированная линия резки профелей.
Дата: 2019-12-10, просмотров: 273.