Вспомогательно е оборудование, применяемое на конвейерах сборочно-сварочного производства
При проведении комплексной механизации технологического процесса работу конвейеров, подающих груз непрерывно, необходимо согласовать с работой машин периодического действия. В этом случае для накапливания груза, подаваемого конвейером, используют бункера (сосуды раз личной формы). Вместимость бункеров выбирают такой, чтобы мож но было компенсировать неравномерность в подаче и расходе груза. Конструктивно бункер представляет комбинацию двух геометрических тел: верхнего — призматического или цилиндрическо го и нижнего — суживающегося книзу к выпускному отверстию в виде конуса или пирамиды. Бункера изготовляют из листовой ста ли, дерева, бетона. Форма их стенок и размеры отверстия истечения должны обеспечить бесперебойную разгрузку, не допуская создания сводообразования груза в бункере. Иногда в бункерах для улучшения истечения материала применяют специальные шуровочные устройства или вибраторы.
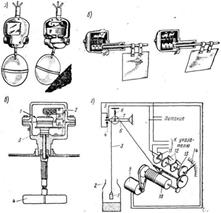
Рисунок 6 - Указатели уровня материала в бункере:
а — шарнирно-шарикового типа; б — шарнирно-лопастного типа; в — лопастного ти па; г —с грузовым щупом.
Подъемные столы
Лидерами в создании гидравлических подъемных столов ножничного типа стали конструкторы фирмы Trepel (Германия). В тот период фирма занималась производством деревообрабатывающего оборудования. Подъемные столы начали изготавливать в 1950-е годы, и в процессе конструирования на многие решения был получен патент, что лишний раз подтверждает активную работу конструкторов в этой области.

Рисунок 7 - Подъемный стол.
Высота подъема уже первых изделий достигала 1 800 мм при максимальной грузоподъемности 5 т за счет использования прогрессивных разработок, применения элементов гидравлики, опор скольжения большой грузоподъемности и методов точного изготовления. В настоящее время изготавливают столы с высотой подъема более 12 м и грузоподъемностью свыше 550 т.
Применение
У подъемных столов практически бесчисленные способы применения:
· погрузка и разгрузка грузовых автомобилей;
· выравнивание положения грузов и продукции относительно агрегатов оборудования, транспортных средств и т.д.;
· для ручной и автоматической укладки материалов в штабели;
· для оснащения рабочих мест в различных отраслях промышленности;
· подъем автомобилей для их ремонта и технического обслуживания (автомобильные подъемники);
· использование в качестве грузового лифта.
Они обеспечивают механизированный подъем крупногабаритных и тяжелых заготовок, листового материала, деталей, штампов и других штучных грузов на уровень рабочего стола технологического оборудования или в положение, удобное для последующей перегрузки. Они также используются в сочетании с роликовыми, ленточными и подвесными конвейерами, а также в качестве рабочих мест при сборке, сварке, комплектовании грузов и т.д., где требуется изменить положение груза или изделия по высоте или в пространстве относительно рабочего.
Подъемные столы используются также там, где невозможно или экономически нецелесообразно применение мостовых кранов, штабелеров, лифтов и другого подъемно-транспортного оборудования.
Конструкция
Подъемные электрогидравлические столы состоят из грузовой платформы, рычажной системы ножничного типа, основания, гидроцилиндров, гидростанции, системы управления, а также системы безопасности.
Гидростанция подъемного стола может размещается либо внутри (встроенная конструкция) стола на основании, либо снаружи (выносная насосная станция). В гидростанции используется электродвигатель переменного тока напряжении 220В/380В, а также возможно применение электродвигателя постоянного тока напряжением 24 В с питанием от аккумуляторных батарей.
 Благодаря применению в гидростанциях современных гидронасосов улучшенных конструкций, уровень шума подъемных столов значительно снижен. Управление подъемом и опусканием подъемного стола осуществляется с переносного или стационарного кнопочного пульта, система управления на 24 В.
Благодаря применению в гидростанциях современных гидронасосов улучшенных конструкций, уровень шума подъемных столов значительно снижен. Управление подъемом и опусканием подъемного стола осуществляется с переносного или стационарного кнопочного пульта, система управления на 24 В.
Подъемные столы снабжаются рамой безопасности, клапанами безопасности и упорами механического действия. Рама безопасности расположена по всему периметру грузовой платформы и предназначена для моментальной остановки подъемного стола при опускании, в случае, если платформа встречается с каким-либо препятствием. Это исключает травмирование персонала, особенно в случае монтажа подъемного стола в приямке. Клапаны безопасности встроены в конструкцию гидроцилиндров и не позволяют подъемному столу резко опуститься в случае обрыва гидрошлангов.
Подъемные столы снабжены откидными упорами, которые используются при обслуживании агрегатов стола.
Безопасность и эргономика
Эти качества важны при обращении с любой техникой. В подъемных столах они достигаются с помощью ряда опций.Ограждение безопасности (1) служит надежным средством для предотвращения падения грузов с подъемного стола, расположенного у эстакады склада или на большой высоте. Оно может быть устроено с одной стороны или со всех сторон платформы (особенно на моделях с высоким подъемом) и оснащаться распашной или подъемной дверкой. В случаях когда к работе на подъемном столе предъявляют особые требования безопасности, некоторые производители, например Pfaff, предлагают специальные быстродействующие автоматические двери (2) с одним или двумя полотнами. Автоматическое устройство блокировки скатывания груза (3) может поставляться с механическим или гидравлическим приводом.
Откидной козырек (4) позволяет оптимальным образом нивелировать разницу уровней подъемного стола и грузовой автомашины, в том числе и в случае, когда высота кузова при погрузке-разгрузке меняется Дополнительная безопасность транспорта, проезжающего по столу, обеспечивается усиленной рамой: такая конструкция выдерживает автомобиль массой до 10 т.
Поворотная платформа с приводом или без него обеспечивает максимально свободный доступ к грузу с любой стороны, аповоротные колеса позволяют перемещать его в горизонтальном направлении. Колеса при необходимости могут иметь электропривод и двигаться по направляющим рельсам (5). В тех случаях, когда по платформе стола требуется перемещать груз, ее оснащают рольгангом (6). Ограждение пространства защитными планками, фартуком из ПВХ или металлической сетки (7) повышает безопасность работ, препятствуя попаданию человека в движущиеся части конструкции, а также предотвращает загрязнение механизмов стола и попадание в них посторонних предметов.
Платформы подъемных столов, предназначенных для эксплуатации вне помещений, обязательно должны быть покрыты рифлеными листами для предупреждения проскальзывания груза. Все подъемные столы оборудованы защитным клапаном обрыва гидравлического шланга, а также «кромкой безопасности» - устройством, которое останавливает движение платформы при ее соприкосновении с каким-либо препятствием.
Поворотные столы
Производятся для применения в составе промышленных роботов и манипуляторов, в качестве прецизионных делительных столов для обеспечения промышленных монтажно-транспортных операций, для использования в полупроводниковой промышленности (в производстве компонентов микроэлектроники).


Рисунок 8 - Поворотный стол.
Характеристика:
Поворотные столы применяются в автоматизированных линиях для изменения направления перемещаемого груза. Оснащается двумя мотор-редукторами: осевым и червячным. Также на верхней части стола может устанавливаться роликовое передающее устройство. Стол предназначен для поворота груза на 90 градусов
Автооператоры
Автооператоры применяются для передачи изделий между конвейерами, а так же для разгрузки конвейера и передачи изделий с одного конвейреа на рабочее место.
Рисунок 9 - Автооператор портальный гп 1000 кгс.
Рисунок 10 - Автооператор тележечный A-50К.
Технические характеристики:
1. Грузоподъемность не более 150 кгс. (Возможны другие варианты).
2. Вертикальный ход консоли - по требованию Заказчика.
3. Скорость перемещения груза (может быть изменена по требованию Заказчика):
· горизонтальная рабочая - (0,25 ± 0,01) м/c , т.е (15 ± 0,6) м/ мин.;
· вертикальная - (0,124 ± 0,005) м/c ,т. е. (7,44 ± 0,3) м/ мин.;
4. Установленная номинальная мощность электродвигателей:
· горизонтального перемещения - 0,55 кВЧА;
· привода подъема консоли - 0,55 кВЧА.
5. Входное питающее напряжение - переменное трехфазное 380 В, частотой 50 Гц.
Автооператор предназначен для перемещения деталей, находящихся на подвесках катодной штанги.
Автооператор может работать в следующих режимах:
· ручной режим;
· "от кнопки на позицию" (лифтовый режим) - при управлении от системы управления (СУ);
При ручном управлении автооператор работает в тельферном режиме, когда движение вверх, вниз, вперёд и назад выполняется только при нажатии соответствующей кнопки на подвесном кнопочном посте управления. Пост состоит из кнопок управления движением автооператора "вверх", "вниз", "вперёд" и "назад".
При работе автооператора в лифтовом режиме, выбор позиции осуществляется нажатием на кнопку пульта управления лифтовой СУ. Каждой позиции соответствует своя кнопка со своим номером и технологическим названием.
Электродвигатели мотор-редукторов вертикального и горизонтального перемещения имеют встроенные тормозные системы.
Технические характеристики
1. Грузоподъемность не более 250 кгс. (Возможны другие варианты).
2. Вертикальный ход подъемника - по требованию Заказчика.
3. Скорость перемещения груза:
· горизонтальная рабочая - (0,3-0,5) м/c, т.е. (18 - 30) м/ мин;
· горизонтальная, в ручном режиме, при разгоне и торможении - (0,05-0,06) м/c, т.е (3 - 3,6) м/ мин;
· вертикальная - (0,133 ± 0,05) м/c, т.е. (8 ± 0,2) м/ мин.
4. Установленная номинальная мощность электродвигателей:
· привода тележки - 0,37 кВЧА;
· привода подъемника - 0,75 кВЧА.
5. Входное питающее напряжение - переменное трехфазное 380 В, частотой 50 Гц.
Автооператор предназначен для перемещения деталей, находящихся на подвесках катодной штанги или в барабанном контейнере.
Плужковые сбрасыватели
Сбрасывающий узел плужкового типа Р-PLU для прямого участка конвейера
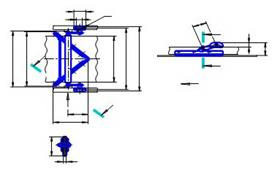
Рисунок 11 - Плужковый сбрасыватель.
Рисунок 21 - Автомат сварочный КА-001.
Сварочные системы сери BR позволяет сваривать протяженные прямолинейные швы длиной до 6000 мм.
Система BR может быть оснащена сварочным оборудованием для различных способов сварки (MIG, TIG, plasma, submerged arc welding).
Оборудование может быть адаптировано под любые требования заказчика NC система позволяет сохранять 400 программ работы. Они могут также быть переданы на PC через RS232 последовательный порт для автономного программирования.

Рисунок 22 - Сварочная система серии BR .
Вращатель М311080 предназначен для сварки изделий и вращения их со сварочной скоростью при автоматической электродуговой сварке кольцевых и продольных швов. Вращатель может быть использован при полуавтоматической и ручной электродуговой сварке кольцевых и продольных швов. С помощью вращателя можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных швов и другие работы, требующие поворота изделий. сварка может производиться под слоем флюса и в среде защитных газов.Вращатель изготавливается в климатических исполнениях УХЛ4 и О4 по ГОСТ 15050-69.

Рисунок 23 - Вращатель М311080.
Таблица 2. Технические характеристики.
| Наименование параметра | Мод. М311080 |
| Наибольший крутящийся момент на оси вращения планшайбы, Н*м | 63 |
| Наибольшая грузоподъёмность, кг | 300 |
| Число степеней свободы рабочего органа | 1 |
| Наибольший угол поворота планшайбы, градус | ±360° |
| Частота вращения планшайбы для обеспечения сварочных скоростей, об/мин | 0,1...6,3 |
| Наибольшее отклонение сварочной частоты вращения от установленной при наибольшей частоте вращения, % | ±4 |
| Ход выдвижной пиноли бабки подвижной стойки, мм | 120 |
| Высота от уровня пола до оси вращения планшайбы, мм | 530 |
| Номинальный сварочный ток, А | 500 |
| Габаритные размеры (длина, ширина, высота), мм | 2500х950х1180 |
| Масса вращателя, кг не более | 200 |
Со сварочным оборудованием KEMEC KN1000 легко сваривать трубчатые формы в цилиндрические. Основа сварочного оборудования – из прочного алюминиевого профиля, и направляющие основы – из прочной стали. С помощью направляющих основ, вертикальный конвейер и ручной инструмент точно перемещаются. С помощью понятного текста и цифровых значений на контрольной панели быстро программируются длины, скорости и продолжительность сварки. Качество и результат сварки всегда превосходны.
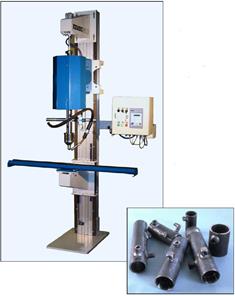
Рисунок 24 - KEMEC KN1000.
Для сварки крупногабаритных цилиндрических изделий применяют роликовые стенды (Рисунок 24), представляющие собой систему приводных и холостых роликоопор, смонтированных вместе с электроприводом на общей фундаментной раме. Положительной особенностью роликовых стендов является то, что скорость сварки задается окружной скоростью роликоопор и не зависит от диаметра свариваемых изделий.
Список литературы
1. Чвертко А.И., Потоп Б.Е., Тимченко В.А. Оборудование для механизированной дуговой сварки и наплавки. - М.: Машиностроение, 1981.- 264 с
2. Пpox Л.Ц., Шпаков Б.М., Яворская Я.М. Справочник по сварочному оборудованию. - Киев: Техника, 1983. - 207 с
3. http://www.gazss.ru/index.htm
4. http://www.info-ua.com/equipment/metall/article/2312/
5. http://www.autowelding.ru/index/0-4
6. http://www.sibmk.com/svarka_ibd_1_25.php
7. http://www.svarkainfo.ru/rus/lib/blog/brmikome.php
8. http://azof.ucoz.ru/load/5
9. Патон Б.Е. "Машиностроение Энциклопедия т.IV-6. Оборудование для сварки".
10. Источник: Николаев Г.А. "Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций".
Ручные установочные элементы сборочного оборудования
Фиксаторы - элементы, определяющие положение свариваемых деталей относительно всего приспособления. К фиксаторам (Рисунок 1) относятся: упоры (постоянные, съемные, откидные), установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и регулируемые) и шаблоны.
Съемные упоры применяются в настраиваемых по типу деталей приспособлениях или при сварке деталей, съем которых невозможен из - за упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры.
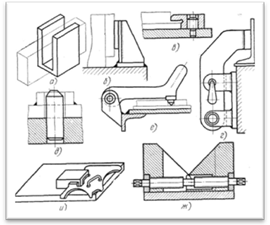
Рисунок 1 - Фиксаторы:
а – карман, б – упор жесткий, в – упор съемный, г – упор откидной, д – палец жесткий, е – палец откидной, ж – призма регулируемая, и – шаблон.
Как правило, упоры служат и опорными базами, а в некоторых случаях могут служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть силовыми (ограничивающими) и направляющими (ненагруженными).
Фиксаторы в виде пальцев или штырей обеспечивают точную установку деталей и применяются в деталях с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют для сварки труб, профилей и т.п.
Шаблоны предназначены для фиксирования устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким - либо опорным контурам изделия. В этом случае само изделие является несущим элементом приспособления.
Прижимы - элементы приспособлений, обеспечивающие прижим деталей друг к другу, к фиксаторам или несущим поверхностям приспособлений. Прижимы бывают механические, пневматические, гидравлические и магнитные. Некоторые типы прижимов были рассмотрены ранее.
Механические прижимы конструктивно просты и поэтому наиболее распространены. Клиновые прижимы (Рисунок 1) используют для сжатия собираемых элементов, для выравнивания кромок и установки деталей при сборке. Усилие, развиваемое клиновым прижимом, зависит от усилия вколачивания клина и угла его скоса. Изменяя угол скоca, можно получить очень большие усилия.
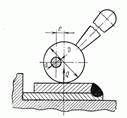
Рисунок 2 - Схема эксцентрикового прижима
Эксцентриковые прижимы (Рисунок 2) действуют аналогично клиновым. Их применяют для зажатия деталей в приспособлениях. Необходимым условием работоспособности клинового или эксцентрикового прижима является его самоторможение. Условие самоторможения эксцентрика в любом его положении выражается зависимостью 2е/D ≤ f, где D - диаметр, е - эксцентриситет, и f - коэффициент трения между эксцентриком и прижимаемой деталью (0,1 - 0,15). Таким образом, для самотормозящего эксцентрика е≤0,075D, а с учетом трения в подшипниках цапф е ≤ 0,05D.
Винтовые прижимы наиболее универсальны и их применяют в самых различных сочетаниях. Фиксированный прижим (Рисунок 3, б) снабжен кронштейном, неподвижно прикрепленным к приспособлению. Винтовой прижим может быть откидным (Рисунок 3, б) или поворотным (Рисунок 3, в) для удобства установки и снятия свариваемых деталей. Для предохранения поверхности зажимаемой детали и увеличения площади соприкосновения концы винтов снабжены самоустанавливающимися башмаками. Винтовые прижимы применяют в основном в ручных приспособлениях. 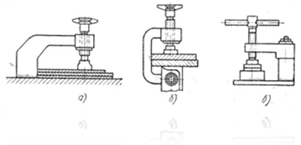
Рисунок 3 - Винтовые прижимы:
а - фиксированный, б - откидной, в – поворотный.
Пружинные прижимы применяют для зажатия небольших тонких деталей. Их основные достоинства заключаются в быстроте действия и упругом характере приложения нагрузки, что позволяет компенсировать тепловые деформации. На рисуноке 4 показан прижим, содержащий упор 1, стакан 5 и спиральную пружину 2. Предварительное сжатие пружины позволяет сразу же после нажатия на деталь получить необходимое сжимающее усилие.
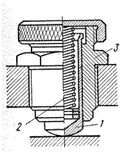
Рисунок 4 - Пружинный прижим:
1 - упор, 2 - пружина, 3 - неподвижный стакан

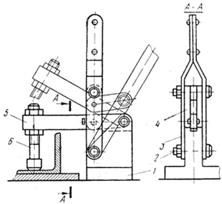
Рисунок 5. Рычажный прижим:
1 – стойка, 2 – ось, 3 – ведущий рычаг, 4 – промежуточное звено, 5 – силовой рычаг, 6 – упор.
Наряду с перечисленными механическими прижимами, применяют комбинированные приспособления (винт с клином, винт с пружиной и т. д.). Наибольшее распространение получили разнообразные приспособления с передачей прижимного усилия через рычаг.
Рычажные прижимы представляют собой рычаги 1 - го или 2 - го рода или их комбинацию и используются как усилители приводов зажима. Пример, такого зажима показан на рисунке 8. Он состоит из стойки 1, на оси 2 которой имеется ведущий рычаг 3 и промежуточное звено 4, действующие на силовой рычаг 5. Прижим детали осуществляется упором 6. Как правило, такие прижимы имеют регулируемые или упругие звенья, позволяющие крепить детали различных толщин. Весьма перспективными являются рычажно - винтовые, рычажно - эксцентриковые и другие комбинированные приспособления.
Дата: 2019-12-10, просмотров: 267.