Форма и размер зерен, образующихся при кристаллизации, зависят от условий их роста. Главным образом от скорости и направления отвода теплоты и температуры жидкого металла, а также от содержания примесей.
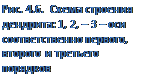
Рост зерна происходит по дендритной (древовидной) схеме (рис. 3.6). установлено, что максимальная скорость роста кристаллов наблюдается по таким плоскостям и направлениям, которые имеют наибольшую плотность упаковки атомов. В результате вырастают длинные ветви, которые называются осями первого порядка. По мере роста на осях первого порядка появляются и начинают расти ветви второго порядка, от которых ответвляются оси третьего порядка и т.д. в последнюю очередь идет кристаллизация между осями дендритов
 Дендриты растут до тех пор, пока не соприкоснутся между собой. После этого окончательно заполняются межосные пространства, и дендриты превращаются в полновесные кристаллы с неправильной внешней огранкой. Такие кристаллы называют зернами или кристаллитами.
Дендриты растут до тех пор, пока не соприкоснутся между собой. После этого окончательно заполняются межосные пространства, и дендриты превращаются в полновесные кристаллы с неправильной внешней огранкой. Такие кристаллы называют зернами или кристаллитами.
 При недостатке жидкого металла для заполнения межосных пространств (например, на открытой поверхности слитка или в усадочной раковине) кристалл сохраняет дендитную форму. Такой дендрит обнаружен Д.К. Черновым на поверхности усадочной раковины стального слитка массой 100 т. на границах между зернами в участках между осями дендритов накапливаются примеси, появляются поры из-за усадки и трудностей подхода жидкого металла к фронту кристаллизации.
При недостатке жидкого металла для заполнения межосных пространств (например, на открытой поверхности слитка или в усадочной раковине) кристалл сохраняет дендитную форму. Такой дендрит обнаружен Д.К. Черновым на поверхности усадочной раковины стального слитка массой 100 т. на границах между зернами в участках между осями дендритов накапливаются примеси, появляются поры из-за усадки и трудностей подхода жидкого металла к фронту кристаллизации.
Условия отвода теплоты при кристаллизации значительно влияют на форму зерен. Кристаллы растут преимущественно в направлении, обратно отводу теплоты. Поэтому при направленном теплоотводе образуются вытянутые (столбчатые) кристаллы. Если теплота от растущего кристалла отводится во всех трех направлениях с приблизительно одинаковой скоростью, формируются равноосные кристаллы.
 Структура слитка зависит от многих факторов, основные из которых следующие: количество и свойства примесей в чистом металле или легирующих элементов в сплаве, температура разливки, скорость охлаждения при кристаллизации, а также конфигурация температура, теплопроводность, состояние внутренней поверхности литейной формы. На рис. 4.7 приведены схемы макроструктур слитков, полученных в простой вертикальной металлической форме.
Структура слитка зависит от многих факторов, основные из которых следующие: количество и свойства примесей в чистом металле или легирующих элементов в сплаве, температура разливки, скорость охлаждения при кристаллизации, а также конфигурация температура, теплопроводность, состояние внутренней поверхности литейной формы. На рис. 4.7 приведены схемы макроструктур слитков, полученных в простой вертикальной металлической форме.
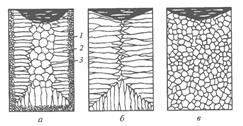
 Типичная структура слитка сплавов состоит из трех зон. Жидкий металл прежде всего переохлаждается в местах соприкосновения с холодными стенками формы. Большая степень переохлаждения способствует образованию на поверхности слитка зоны 1 мелких равноосных кристаллов. Отсутствие направленного роста кристаллов этой зоны объясняется их случайной ориентацией и прекращения их роста. Ориентация кристаллов, в свою очередь, зависит от состояния поверхности формы (шероховатость, адсорбированные газы, влага) и наличия в жидком металле оксидов, неметаллических включений. Эта зона очень тонка и не всегда различима невооруженным глазом. Затем происходит преимущественный рост кристаллов, наиболее благоприятно ориентированных по отношению к теплоотводу. Так образуется зона 2 столбчатых кристаллов, расположенных нормально к стенкам формы. Наконец, в середине слитка, где наблюдается наименьшая степень переохлаждения и не ощущается направленного отвода теплоты, образуются равноосные кристаллы больших размеров (зона 3).
Типичная структура слитка сплавов состоит из трех зон. Жидкий металл прежде всего переохлаждается в местах соприкосновения с холодными стенками формы. Большая степень переохлаждения способствует образованию на поверхности слитка зоны 1 мелких равноосных кристаллов. Отсутствие направленного роста кристаллов этой зоны объясняется их случайной ориентацией и прекращения их роста. Ориентация кристаллов, в свою очередь, зависит от состояния поверхности формы (шероховатость, адсорбированные газы, влага) и наличия в жидком металле оксидов, неметаллических включений. Эта зона очень тонка и не всегда различима невооруженным глазом. Затем происходит преимущественный рост кристаллов, наиболее благоприятно ориентированных по отношению к теплоотводу. Так образуется зона 2 столбчатых кристаллов, расположенных нормально к стенкам формы. Наконец, в середине слитка, где наблюдается наименьшая степень переохлаждения и не ощущается направленного отвода теплоты, образуются равноосные кристаллы больших размеров (зона 3).
Применяя различные технологические приемы, можно изменить количественное соотношение зон или исключить из структуры слитка какую-либо зону вообще. Нпример, перегрев сплавов перед разливкой и быстрое охлаждение при кристаллизации приводят к формированию структуры состоящей практически из одних столбчатых кристаллов (рис 4.7,б).
Такая структура называется транскристаллической. Подобную структуру имеют слитки очень чистых металлов. Зонв столбчатых кристаллов характеризуется наибольшей плотностью, но вместе стыка столбчатых кристаллов собираются нерастворимые примеси, и слитки с транскристаллической структурой часто растрескиваются при обработке давлением. Транскристаллическая структура, образовываясь в сварных швах, уменьшает их прочность.
Низкая температура разливки сплавов, продувка жидкого металла инертными газами, вибрация, модифицирование приводят к уменьшению и даже исчезновению зоны столбчатых кристаллов и получению слитков со структурой, состоящей из равноосных кристаллов (рис. 4.7,в).
В верхней части слитка, которая затвердевает в последнюю очередь, концентрируется усадочная раковина. Под усадочной раковиной металл получается рыхлым, в нем содержится много усадочных пор. Часть слитка с усадочной раковиной и рыхлым металлом отрезают.
Наконец, качественная структура формируется при непрерывной разливке. В этом случае жидкий металл поступает из печи через специальное устройство непосредственно в водоохлаждаемый кристаллизатор, а затвердевший металл непрерывно вытягивается с противоположного конца кристаллизатора. При этом литой металл отличается высокой пластичностью и мелкозернистой структурой, приближаясь по качеству к деформированному металлу. Применение этого способа разливки позволяет автоматизировать и механизировать технологический процесс, сократить производственные площади, полностью исключить применение изложниц, разгрузить обжимное оборудование, облегчить труд обслуживающего персонала, увеличить выход годного металла вследствие заполнения жидким металлом усадочной раковины. Все это приводит к уменьшению себестоимости металла.
Слитки сплавов имеют неоднородный состав, например, в стальных слитках по направлению от поверхности к центру и снизу вверх увеличивается концентрация углерода и вредных примесей – серы и фосфора. Химическая неоднородность по отдельным зонам слитка называется зональной ликвацией. Она отрицательно влияет на механические свойства. В реальных слитках помимо зональной встречаются и другие виды ликвации. Так, дендритная ликвация свойственна сплавам с широким интервалом кристаллизации. Она характеризуется неодинаковым химическим составом по сечению зерна (дендрита). Центр зерна обогащен более тугоплавким компонентом, к периферии его количество уменьшается.
Гравитационная ликвация образуется в результате разницы в плотностях твердой и жидкой фаз, в также при кристаллизации несмешивающихся жидких фаз. Это, например, свойственно антифрикционным сплавам с сурьмой и меди со свинцом. В зависимости от того, легче или тяжелее твердая фаза по сравнению с жидкой, она при кристаллизации соответственно всплывает на поверхность или опускается на дно отливки. Такое расслоение отливки (слитка) по плотности недопустимо для антифрикционных сплавов, поскольку коэффициент трения в работающей паре в большей степени зависит как от особенности, так и однородности структуры.
Для уменьшения гравитационной ликвации используют большие скорости охлаждения отливок (слитков). Применение космической технологии полностью устраняет этот вид дефекта, поскольку в условиях космоса гравитационные силы чрезвычайно малы.
Получение монокристаллов
Большое научное и практическое значение имеют монокристаллы. Монокристаллы отличаются минимальными структурными несовершенствами. Получение монокристаллов позволяет изучать свойства металлов, исключив влияние зерен. Применение в монокристаллическом состоянии германия и кремния высокой чистоты дает возможность использовать их полупроводниковые свойства и свести к минимуму неконтролируемые  изменения электрических свойств.
изменения электрических свойств.
Монокристаллы можно получить, если создать условия для роста кристалла только из одного центра кристаллизации. Существует несколько методов, в которых использован этот принцип. Важнейшими из них являются методы Бриджмена и Чохральского.
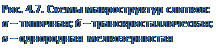
 Метод Бриджмена (рис. 4.8, а) состоит в следующем: металл, помещенный в тигель с коническим дном 3, нагревается в вертикальной трубчатой печи 1 до температуры на 50 – 100 ºС выше температуры его плавления. Затем тигель с расплавленным металлом 2 медленно удаляется из печи. Охлаждение наступает в первую очередь в вершине конуса, где и появляются первые центры кристаллизации. Монокристалл 4 вырастает из того зародыша, у которого направление преимущественного роста совпадает с направлением перемещения тигля. При этом рост других зародышей подавляется. Для непрерывного роста монокристалла необходимо выдвигать тигель из печи со скоростью, не превышающей скорость кристаллизации данного металла.
Метод Бриджмена (рис. 4.8, а) состоит в следующем: металл, помещенный в тигель с коническим дном 3, нагревается в вертикальной трубчатой печи 1 до температуры на 50 – 100 ºС выше температуры его плавления. Затем тигель с расплавленным металлом 2 медленно удаляется из печи. Охлаждение наступает в первую очередь в вершине конуса, где и появляются первые центры кристаллизации. Монокристалл 4 вырастает из того зародыша, у которого направление преимущественного роста совпадает с направлением перемещения тигля. При этом рост других зародышей подавляется. Для непрерывного роста монокристалла необходимо выдвигать тигель из печи со скоростью, не превышающей скорость кристаллизации данного металла.
Метод Чохральского (рис. 4.8, б) состоит в вытягивании монокристалла из расплава, нагретого в печи 1. Для этого используется готовая затравка 2 – небольшой образец, вырезанный и монокристалла. Затравка вводится в поверхностные слой жидкого металла 4, имеющего температуру чуть выше температуры плавления. Плоскость затравки, соприкасающаяся с поверхностью расплава, должна иметь кристаллографическую ориентацию, которую желательно получить в растущем монокристалле 3. Затравку выдерживают в жидком металле для оплавления и установления равновесия в системе жидкость – кристалл. Затем затравку медленно, со скоростью, не превышающей скорости кристаллизации ( 1 – 2 мм/мин), удаляют из расплава. Тянущийся за затравкой жидкий металл в области более низких температур над поверхностью ванны кристаллизуется, наследуя структуру затравки. Для получения симметричной формы растущего монокристалла и равномерного распределения примесей в нем ванна 5 с расплавом вращается со скоростью 100 об/мин, в навстречу ей с меньшей скоростью вращается монокристалл.
Диаметр растущего монокристалла зависит от скорости выращивания и температуры расплава. Увеличение скорости выращивания ведет к выделению большей теплоты кристаллизации, перегреву расплава и уменьшению диаметра монокристалла.
Очень перспективно выращивание монокристаллов в практически недостижимый в земных условиях, способствует значительной очистке от примесей. Вследствие того, что в невесомости силы гравитации ничтожно малы, в расплавах практически не возникает конвекция, которая в земных условиях вызывает нестабильность роста кристаллов. Нестабильность роста, в свою очередь, служит причиной появления несовершенств кристаллического строения, неоднородности химического состава и свойств кристаллов. Отсутствие конвекции не исключает образования микронеоднородностей, вызванных другими причинами. Однако монокристаллы, выращенные в космосе, совершеннее по структуре, распределению легирующих добавок (примесей), лучше по свойствам и значительно больше по размерам.
Примером промышленного использования монокристаллической структуры является производство лопаток для газотурбинного двигателя из жаропрочного никелевого сплава.
Лопатки, изготовленные по традиционной технологии, имели поликристаллическую структуру и содержали мелкие литейные поры. Под действием статических переменных нагрузок, а также высоких температур, свойственных условиям эксплуатации лопаток, на границах зерен и пор возникали трещины и другие дефекты, вызывающие преждевременное разрушение изделия.
Новая технология, созданная под руководством академика РАН Е.Н. Каблова, обеспечивает получение монокристаллической практически беспористой структуры. Такая структура формируется благодаря направленной кристаллизации из одного центра, для чего используется монокристаллическая затравка с заданной кристаллографической ориентацией.
Литейная пористость уменьшается благодаря увеличению температурного градиента на фронте кристаллизации с 40ºС/мм до 200 ºС/мм при постоянной скорости кристаллизации. В этом случае объемная доля микропор уменьшается приблизительно в 10 раз.
Монокристаллическая структура лопаток, уменьшение количества и размера пор обеспечивают существенное повышение прочностных характеристик.
Временное сопротивление, предел текучести при 20ºС и сточасовая длительная прочность при 1100ºС увеличиваются приблизительно в 2 раза, достигая соответственно 1480, 654 и 110МПа. Предел усталости при 900ºС, определенный на базе 2∙107 циклов, повышается в 1,5 раза, достигая 360 МПа.
По сравнению с лопатками с поликристаллической структурой монокристаллические лопатки (при одинаковом химическом составе) имеют повышенную жаропрочность и сопротивление усталости.
Аморфные металлы
При сверхвысоких скоростях охлаждения из жидкого состояния (>106 ºС /с) диффузионные процессы настолько замедляются, что подавляется образование зародышей и рост кристаллов. В этом случае при затвердевании образуется аморфная структура. Материалы с такой структурой получили название аморфные металлические сплавы (АМС), или металлические стекла. Затвердевание с образованием аморфной структуры принципиально возможно практически для всех металлов. В настоящее время аморфная структура получена более чему 200 сплавов и полупроводниковых материалов. Это сплавы легкоплавких, редкоземельных (Sc, Y, La и др.) и переходных металлов. Для образования аморфной структуры переходных металлов к ним необходимо добавлять так называемые аморфизаторы (C, P, B, N, S и др.). При этом состав сплава должен отвечать формуле Me 80 X 20, где Me – один или несколько переходных металлов, %(ат.); X – элементы, добавляемые для образования и стабилизации аморфной структуры, %(ат.). Так, известны аморфные сплавы, состав которых отвечает формулам Fe80P13B7; Fe70Cr10P15B5; Ni80S20; Fe40Ni40S14B6 и др. У сплавов систем «металл–металл» эта зависимость не соблюдается.
Сверхвысокие скорости охлаждения жидкого металла (< 106 ºС/с) для получения аморфной структуры можно реализовать такими способами, как катапультирование капли на холодную пластину, центрифугирование капли или струи, газом или жидкостью с высокой охлаждающей способностью и др. наиболее эффективными способами получения лент, пригодных для практического применения, считают охлаждение жидкого металла на внешней или внутренней поверхностях вращающихся барабанов, изготовленных из материалов высокой теплопроводности, прокатку между холодными валками металла, подаваемого в виде струи.
Тонкий слой аморфного металла получают при расплавлении поверхности изделий лазерным лучем благодаря быстрому отводу теплоты при затвердевании массой основного металла.
АМС можно получить и путем сверхбыстрого охлаждения из газовой среды (парообразного или ионизированного состояния), электролизом и катодным распылением с высокими скоростями осаждения, химическим осаждение (сплавы Ni – P) и механическим легированием.
АМС значительно отличаются от своих кристаллических аналогов по строению и, следовательно, по свойствам. В их структуре отсутствует дальний порядок в размещении атомов и характерные особенности структуры поликристаллических сплавов: границы зерен, дислокации и другие дефекты. У АМС нет зональной ликвации и в целом они более однородны по структуре и химическому составу, чем их кристаллические аналоги. В тоже время АМС в зависимости от условий получения сохраняют геометрические и химические неоднородности ближнего порядка. В макромасштабе они проявляются в форме неоднородностей плотности по толщине и длине лент. Как следствие, в лентах возникают остаточные напряжения и изменение свойств.
Границей сохранения аморфного состояния является температура кристаллизации t к  0,5t пл, определяемая при нагреве со скоростью 20ºС/мин.
0,5t пл, определяемая при нагреве со скоростью 20ºС/мин.
Для повышения стабильности свойств АМС применяют отжиг. По сравнению с кристаллическими аналогами АМС имеют более низкую плотность, на 20 – 40% ниже модуль упругости и 2…4 раза больше удельное электросопротивление.
АМС систем «металл – неметалл» имеют σв = 2000…4000 МПа, но при растяжении разрушаются с малым удлинением (δ  ). Твердость АМС достигает 1000 – 14000 HV в закаленном состоянии.
). Твердость АМС достигает 1000 – 14000 HV в закаленном состоянии.
В то же время АМС при сжатии деформируются на 40 – 50% без разрушения, а ленты изгибаются на 180ºС до параллельности сторон. Особенностью АМС является отсутствие наклепа при различных технологических операциях.
АМС на основе железа являются магнитно-мягкими материалами, в которых нет кристаллографической магнитной анизотропии и существенно снижены потери на перемагничивание. При этом магнитные свойства малочувствительны к механическим воздействиям. Получены магнитные материалы и с высокой магнитной энергией. Они представляют собой соединения редкоземельных и переходных материалов.
По сравнению с кристаллическими аналогами АМС сохраняют избыточную энергию, которая выделяется при кристаллизации. По этой причине АМС химически активны; коррозионно-стойкими являются лишь сплавы, у которых образуется пассивирующаяся защитная пленка. Это, в первую очередь, сплавы железа с хромом и достаточным количеством фосфора и углерода. По сравнению с коррозионно-стойкими требуется меньше хрома: 8 – 9% против 13% в сталях.
Большое практическое значение имеет возможность получения аморфных металлов виде ленты, проволоки диаметром несколько микрометров непосредственно при литье, минуя такие операции, как ковка, прокатка, волочение, промежуточные отжиги, зачистки, травление.
Дата: 2019-02-18, просмотров: 1651.