Точность обработки напрямую зависит от точности изготовления приспособления.
 [2, с.111]
[2, с.111]
где d ̶ допуск, выполняемого при обработке размера заготовки (d = 300 мкм);
КТ = 1,2 - коэффициент, учитывающий отклонения рассеяния значений составляющих величин от значения нормального распределения;
КТ1 = 0,85 - коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенном станке;
КТ2 = 0,6 - коэффициент, учитывающий погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими от приспособления;
e d = 0 - погрешность базирования, т.к нет отклонения фактически достигнутого положения заготовки от требуемого;
e з = 40 мкм -погрешность закрепления;
e у = 0 - погрешность установки;
e п - погрешность положения отверстия, связанная с перекосом и смещением обрабатывающего инструмента:

где  односторонний максимальный радиальный зазор между втулкой и инструментом, мм;
односторонний максимальный радиальный зазор между втулкой и инструментом, мм;
 диаметр инструмента, мм;
диаметр инструмента, мм;
 длина направляющего элемента, мм;
длина направляющего элемента, мм;
Погрешность от изнашивания установочных элементов определяется по формуле:
и = b 2×N
где: b 2 = 0,002 - постоянная, зависящая от условий контакта;
N = 4000 - количество контактов в год.
и = 0,002·4000= 8 мкм.
w = 100 мкм - экономическая точность [2, стр.215, табл. П15].

Вывод: приспособление должно быть выполнено с погрешностью не больше 213 мкм.
ОПИСАНИЕ РАБОТЫ ПРИСПОСОБЛЕНИЯ
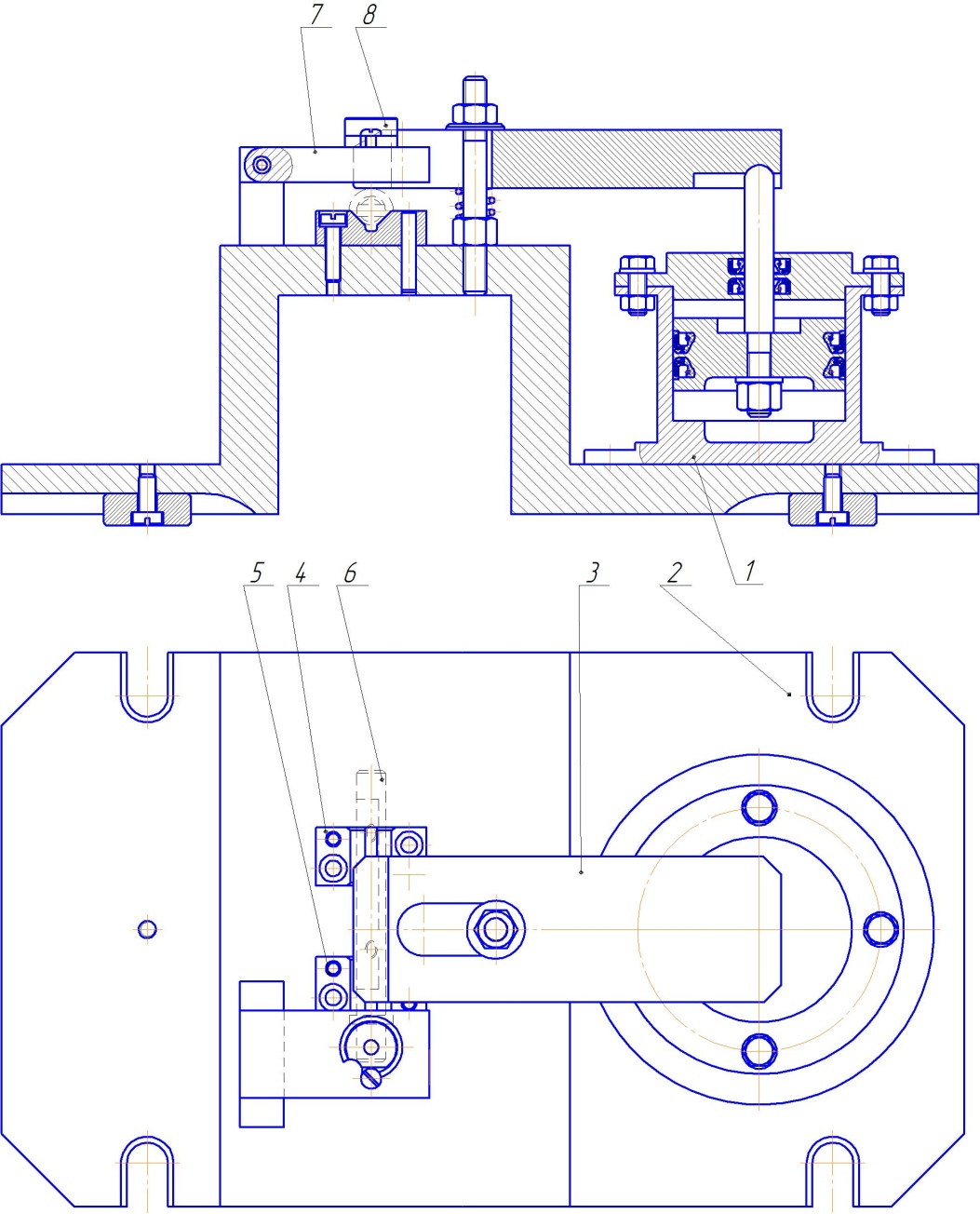
Рисунок 8.1 - Приспособление с пневмоприводом
Приспособление представляет собой корпус 2. При помощи крепежных элементов к плите крепятся призмы 4 и 5, на которые устанавливается заготовка 6.
В заготовке есть паз шириной 4 мм, при помощи которого мы ориентируем заготовку в приспособлении: заготовка устанавливается торцем до упора.
Закрепление заготовки происходит за счет воздействия пневмопривода 1 на прихват 3. Пневмпопривод крепится на плите приспособления.
Согласно заданию: приспособление должно быть простым и обеспечивать быстрое закрепление заготовки. Для точного выполнения отверстия без выверки, мы используем кондукторную втулку 8, которая находится на плите кондуктора 7.
ЗАКЛЮЧЕНИЕ
В ходе выполнения курсовой работы по курсу «Технологическая оснастка», было разработано приспособление для радиально-сверлильного станка 2К522 для обработки заготовки «Вал», с целью получения в детали двух отверстий диаметром 5 мм с фасками.
При выполнении курсовой работы были закреплены навыки по нормированию времени на операцию, разработка схем базирования и закрепления, расчет сил резания и сил зажима заготовки.
Проектируемое приспособление обеспечивает: точную установку и надежное закрепление заготовки, получение необходимой точности размера, удобство установки, закрепления и снятия и рост производительности труда.
Дата: 2019-11-01, просмотров: 185.