Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Современные шинопроводы — достаточно надежное устройство. Но в процессе эксплуатации необходимо периодически очищать их от пыли, которая может привести к снижению уровня изоляции, к повреждению и аварии. Пыль удаляют пылесосом или продуванием воздуха при открытых крышках. Необходимо следить за нагревом контактных соединений шинопроводов на силу тока 1000 А и более термоиндикатором, не допуская их перегрева.
Периодически проверяют болтовые соединения, не допуская чрезмерную затяжку, которая может привести к ухудшению контакта. Особое внимание обращают на втычные контакты ответвительных коробок штепсельных соединений, которые при необходимости 'зачищают тонким плоским напильником или наждачным полотном средней зернистости. Повреждение изоляции обнаруживают мегомметром. Иногда отдельные виды повреждения изоляции шинопровода могут быть обнаружены путем прожигания. Дефектный участок шинопровода ремонтируют либо на месте, либо всю секцию демонтируют и ремонт выполняют в ремонтном цехе.
Надежными мероприятиями, обеспечивающими долговечность работы электрооборудования и аппаратов силовых и осветительных пунктов, является техническое обслуживание и ремонт. Эти работы предусматривают: систематический осмотр аппаратов; очистку от пыли и грязи; осмотр и определение состояния распределительных шин, коммутационных проводов, контактных систем и степень их нагрева; состояние электромагнитных систем, изоляционных и других элементов.
В результате осмотра устанавливают степень повреждения и сроки ремонта. Как правило, все электрооборудование и аппаратура ремонтируются в ремонтных подразделениях, кроме крупноразмерных щитов, пультов и сборок. Распределительные устройства (РУ) — щиты, пульты, щитки, пункты сборки — представляют собой, как правило, конструкции, состоящие из металлического каркаса, на котором установлена аппаратура, шины с изоляционными опорами и провода. Оболочку и дверку этих конструкций выполняют тоже из металла.
Ремонт РУ — это в основном ремонт конструкций без установленной аппаратуры, ремонт, который проводят в мастерских. Повреждения каркаса и ограждающих конструкций в виде вмятин выпрямляют киянкой. Замки, петли, рамы в случае сильного повреждения заменяют новыми.
Нарушение окраски и наличие коррозии устраняют зачисткой и окраской. Изоляционные опоры (изоляторы) в случае повреждений (значительные сколы) заменяют новыми.
При ремонте обеспечивается надежное заземление всех металлических конструкций и присоединение нулевой шины к зажиму заземления и проверяется заземление брони и оболочки кабелей и металлических труб. Проверяют уплотнения дверок, вводы проводов и кабелей; тщательно очищают от пыли и восстанавливают окраску и надписи.
Ремонт коллектора
У коллекторов возможны следующие повреждения: повышенное биение рабочей поверхности, подгар и износ пластин, замыкание пластин между собой и на корпус, поломка и распайка петушков, перекрытия и прожога пластмассы, трещины пластмассы.
Обнаружение и устранение некоторых неисправностей коллектора и щеточного аппарата приведены в гл. 13. Замыкания пластин на корпус и между собой можно определить мегаомметром, но для этого коллектор должен быть отсоединен от обмотки.
На предприятиях ремонт коллекторов со стальной втулкой возможен с его разборкой, а коллектора на пластмассе можно ремонтировать без разборки.
У коллекторов на пластмассе незначительные перекрытия на поверхности пластмассы 2 (рис. 12-1) зачищают стеклянной бумагой, протирают ветошью и покрывают не менее двух раз эмалью воздушной сушки. Прожога на значительной площади удаляют проточкой на токарном станке на глубину не более 2— 3 мм. Проточенную поверхность шлифуют стеклянной шкуркой, обезжиривают и также покрывают эмалью. Трещины глубиной до 3 мм и прогары пластмассы удаляют сверлением. Обработанные места очищают от пыли, обезжиривают и заполняют эпоксидным компаундом холодного отверждения. После застывания компаунда его покрывают эмалью. Замыкание пластин в доступных для осмотра местах устраняют расчисткой дорожек между пластинами и обработкой оплавленных или обгоревших пластин шабером.
Рассмотренные дефекты, как правило, происходят на стороне коллектора, свободной от обмотки, так как эта сторона загрязняется пылью, маслом. При ремонте коллектор можно с вала не снимать. На стороне коллектора, к которой припаяна обмотка, такие дефекты встречаются редко и обнаружить их можно только после того, как обмотка отпаяна от коллектора.
Коллекторы, собранные на стальной втулке, при ремонте можно разобрать. Частичную разборку можно производить, не снимая коллектор с вала; для полной разборки его необходимо с вала снять. Перед разборкой метками намечают взаимное положение конуса 3 (рис. 12-2) кольца коллекторных пластин 5 и конуса 10. По наружном}' диаметру коллекторные пластины обвязывают стальной отожженной проволокой или на них надевают специально изготовленное кольцо или диск.
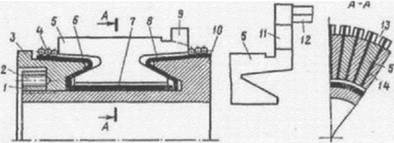
Рис. 12-1. Коллектор на пластмассовом корпусе:
1 - стальная втулка; 2 - пластмассовый корпус; 3 - коллекторная пластина;
4 — армирующие стальные кольца
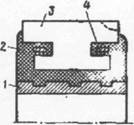
Рис. 12-2. Коллектор на стальной втулке: 1 — гайка; 2 — стопорный вннт; 3 — передний конус; 4 — бандаж; 5 — коллекторные пластины; б, 8 — манжеты; 7 — изоляционное кольцо; 9 — петушки; 10 — задний нажимной конус; 11 — ленточные петушки; 12 — обмотка; 13 — прорези для установки обмотки; 14 — изоляционные прокладки между коллекторными пластинами
При разборке отворачивают стопорный винт 2, гайку 1, срезают бандаж 4 и снимают конус 3 с манжетой 6. Производят осмотр манжеты. При обнаружении места пробоя защищают его от обгоревшей изоляции, устанавливают на клею кусочки слюды и запекают. При запечке необходимо создать давление на участок с приклеиваемой изоляцией. После высыхания ее выравнивают и собирают коллектор в порядке, обратном разборке. Если манжета не имеет повреждений, разборку продолжают. Снимают кольцо коллекторных пластин 5 и осматривают манжету 8 и изоляционное кольцо 7; при необходимости коллектор ремонтируют.
При замыкании коллекторных пластин между собой находят поврежденную изоляционную прокладку и заменяют ее в следующем порядке. На кольцо коллекторных пластин надевают специ альный диск, который имеет вырез по размеру удаляемых для ремонта пластин. Диск удерживает годные пластины в кольце. В извлеченных пластинах заменяют пробитую прокладку и уста навливают пластины на место. Если необходимо, то ремонтируют наплавкой пластины или меняют их, изготовляя новые универсальным способом по образцу извлеченной пластины.
Затем производят сборку коллектора по меткам. Нажимной конус 10. кольцо коллекторных пластин 5 и нажимной конус 3 должны быть установлены так, как стояли до разборки. После сборки коллектор несколько раз нагревают и подтягивают гайку 1 в горячем состоянии коллектора и в холодном.
Ремонт обмоток полюсов
При ремонте обмоток полюсов их, как правило, снимают с полюсов. Для этого отворачивают болты, крепящие полюса к корпусу, отнимают полюса от корпуса и снимают с них обмотки. При ремонте обмоток добавочных полюсов находят место повреждения и, если это пробой на корпус, очищают его от поврежденной изоляции и наносят новую. Если неповрежденная изоляция служила достаточно долго, то необходимо ее заменить. При витковом замыкании с катушки снимают корпусную изоляцию, раздвигают витки и прокладывают между ними новую витковую изоляцию. Как правило, изоляцию промазывают клеящими лаками и высушивают. Изолированную обмотку несколько раз покрывают эмалью и сушат.
Катушки главных полюсов, как правило, наматывают круглып проводом. При пробое изоляции на корпус поврежденное место можно изолировать новой изоляцией, промазать лаком, а сверх}' эмалью. При витковом замыкании не всегда удается размотать катушку и изолировать витки, замкнутые накоротко. При размотке катушки, которая пропитана лаками, повреждается целая витковая изоляция и намотать этим же проводом катушку не всегда удается. Поэтому часто изготовляют новую катушку.
Технологический процесс изготовления катушек состоит из операции намотки, изолировки, пропитки, сушки и контроля. Катушки можно наматывать на намоточный шаблон, на каркас или непосредственно на изолированный полюс. Катушки, наматываемые на шаблон, называют бескаркасными. Шаблон служит только для намотки. Катушки, наматываемые на каркас, называются каркасными. Одновременно с каркасом они проходят все дальнейшие операции и вместе с каркасом их надевают на полюс машины.
Наибольшее «применение находят бескаркасные катушки. Намотку таких катушек проводят на станках различной конструкции, но они должны иметь механизм раскладки провода. При отсутствии на станке механизма раскладки намотку выполняют на невысоких оборотах, а раскладку — вручную. На рис. 13-1 показаны шаблон, который состоит из сердечника 2 и двух щек 3 и 4. Шаблон прикреплен к планшайбе станка втулкой 1. Размеры шаблона по ширине и длине должны соответствовать размерам катушки с учетом припуска на изоляцию и неплотности намотки. В щеках шаблона имеется шесть пазов для скрепления катушки после намотки. Щека 4 крепится клином 5 к сердечнику 2.
При намотке раскладчик станка производит рядовую раскладку провода, передвигаясь за один оборот шаблона на расстояние, равное диаметру наматываемого провода. При намотке ступенчатых катушек для образования ступеней между щекой шаблона и рядами витков можно установить закладные кольца. В ответственных машинах для достижения монолитности витков при намотке ряды катушек промазывают клеящими лаками. Намотанные катушки перевязывают в нескольких местах лентой, снимают с шаблона и припаивают наконечники. Затем накладывают часть изоляции, называемую стягивающим слоем, которым служит для предохранения витков от сдвига, и расклинивают внутреннее отверстие деревянными клиньями.
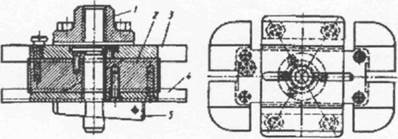
Рис. 13-1. Шаблон для намотки катушки полюса
Если катушке необходимо придать определенный радиус для плотного ее прилегания к корпусу индуктора после сборки, то изготовляют специальный шаблон, имитирующий часть индуктора, и закрепляют в нем катушку. В таком виде катушку пропитывают лаком. После пропитки клинья выбивают из неостывшей катушки, на катушку накладывают остальные слои наружной изоляции и повторяют пропитку. Повторная пропитка предназначена для заполнения пор наружной изоляции и воздушных промежутков между ее слоями.
Заключительные операции изготовления катушек — зачистка выводных концов, маркировка и контроль. Зачистку выводных концов от пленки лака, образовавшейся при пропитке, проводят вручную металлической щеткой. Около каждого вывода проставляют буквы «Н» или «К», означающие начало и конец намотки. Контроль катушек заключается в проверке габаритных размеров, активного сопротивления, количества витков, отсутствия межвитковых замыканий.
Возможные повреждения и ремонт электросетей
Ремонт внутрицеховых электросетей и источников освещения (мелкий) включает в себя следующие работы: замену неисправных изоляторов, штепсельных розеток и выключателей; закрепление провисшей электропроводки; восстановление электросети в местах ее обрыва; смену предохранителей, автоматов, пакетников и т. п.
В объем текущего ремонта входит: ремонт неисправных участков внутрицеховых сетей и источников освещения, в том числе замена электропроводки с поврежденной изоляцией, включая и в трубопроводах; перетяжка проводов, имеющих недопустимо большой провес; ремонт муфт и воронок с доливкой в случае необходимости эпоксида или мастики. Капитальный ремонт содержит полное переоборудование внутрицеховых электросетей и освещения, включая восстановление всех изношенных элементов и установок.
В проводках, осуществляемых в стальных трубах, частыми повреждениями изоляции проводов являются места подключения к оборудованию. Изоляция проводов может1 быть повреждена, если трубы не оконцованы защитной изоляционной втулкой или плохо закреплен выводной металлорукав, В обоих случаях за счет трения изоляции об острые части трубы и металлорукава изоляция может быть нарушена. Необходимо постоянно следить за сохранностью электрического контакта трубопровода, который создается наличием «царапающих» (заземляющих) гаек в местах ввода труб в коробки и «перемычками», которые привариваются к концам труб при их соединении или выводе к оборудованию.
Особые требования предъявляются к трубопроводам, проложенным во взрывоопасных зонах. Изоляционные (винипластовые) трубы подвержены поломкам. Обнаруженные поврежденные трубы должны быть либо заменены, либо защищены муфтами, если участки повреждения незначительны. Недоброкачественные соединения и оконцевания проводов и кабелей опрессовкой, сваркой и пайкой могут вызвать повреждения электросетей.
По внутрицеховым сетям проверяют наличие пыли в коробках шинопроводов; состояние контактных соединений; фактические нагрузки и степень нагрева шин; окраску и прочность; крепления короба и состояние фарфоровых изоляторов (трещины, сколы). При сварных шинах проверяют наличие трещин в местах сварки.
По трубным прокладкам проверяют качество окраски труб; их оконцевание; качество соединения с протяжными и ответвительными коробками; фактические нагрузки; состояния мест присоединения, наконечников и контактных соединений.
У тросовых и струнных проводок проверяют надежность крепления тросов; состояние изоляционных деталей натяжных устройств; качество крепления проводов и присоединения светильников. Проверяют состояние заземляющих устройств, целостность заземляющих линий.
К числу ремонтных работ в действующем цехе относятся работы по устройству новых участков линий к новым токоприемникам; по замене устаревших проводок более прогрессивными на отдельных участках, которые выполняются ремонтным персоналом предприятия.
В тросовых и струнных проводках, где в качестве троса используют стальную оцинкованную или имеющую лакокрасочное покрытие горячекатаную проволоку 0 5—8 мм или тросы 0 3—6,5 мм, с целью недопущения их повреждения следят за стрелой провеса, которая составляет 100— 250 мм, и ее выбирают по справочнику.
При осмотрах и ремонте обращают внимание и проверяют крепление анкеров и натяжных устройств, которые при ослаблении натяжения троса подтягивают, но не более чем допускает установленная для данного пролета стрела провеса. Следует проверить и в случае необходимости заменить изоляционные детали, имеющие большие сколы и трещины. В случае появления коррозии у натяжных устройств тросов и струн восстанавливают антикоррозионное покрытие и смазку натяжных устройств; устраняют повреждения проводок; проверяют ответвления и вводы в светильники. Работы по ремонту тросовых и струнных проводов проводят одновременно с осмотром и ремонтом светильников.
В сетях наиболее распространенными повреждениями являются: обгорание наконечников, повреждения концевых и соединительных муфт, возникающие обычно после аварий в результате некачественного монтажа, дефектов изоляции кабеля или проникновения влаги.
Поврежденный оконцованный наконечник жил удаляют с помощью ножовки. Оконцевание жилы кабеля новым наконечником выполняют одним из следующих способов: электродуговой, газовой, термитной сваркой, способом пайки и опрессованием, теми же приемами, как при монтаже.
Электроосветительные установки после ремонта подвергают ряду проверок и испытаний. При этом проверяют сопротивление изоляции сети рабочего и аварийного освещения и исправность системы аварийного освещения, отключая рабочее освещение не реже одного раза в квартал; автомат аварийного переключения освещения— один раз в неделю в дневное время; изоляцию у стационарных трансформаторов на напряжение 12—36 В — один раз в год, а у переносных трансформаторов и ламп на 12—36 В — каждые три месяца; у переносных трансформаторов исправность кожуха, а также надежность заземления корпуса и обмотки низшего напряжения. Один раз в год проводят люксметром фотометрические измерения освещенности в основных производственных цехах, помещениях и основных рабочих местах с контролем соответствия мощности ламп проекту. Результаты проверок и осмотров оформляют актами, утвержденными главным энергетиком предприятия. В межремонтный период и после капитального ремонта со гласно ПТЭ и ПТБ проводят следующие испытания и проверки: проверяют сопротивления изоляции проводок цеховых сетей и освещения мегомметром на напряжение 1000 В и для кабелей 2500 В; проверяют специальным мегомметром сопротивления заземляющих устройств (заземлителей); точными приборами измерения проверяют сопротивления петли фаза-нуль для наиболее удаленного участка; в случае необходимости специальными ждукционными устройствами уточняют трассы и глубины залегания кабеля; специальной установкой определяют место и характер повреждения кабеля; специальными термоматериалами проверяют температуру нагрева жил проводов, кабелей, шин, шинопроводов в местах контактов; проверяют надежность соединения шин и оконцевания многожильных проводов опрессовкой.
Дата: 2019-07-30, просмотров: 249.