| Вид оборудования, предприятие - изготовитель | Производительность циклов, час
| Усилие прессования, Кн. | Тип привода | Способ нагрева подушки | Температура нагрева подушки, оС.
| Тип Подушки | Выполняемая операция | |||||||||
| верхний | нижний | верхней | ниж- ней | |||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||
| Малогабаритный пресс для дублирования RSP-450 “Global”(Нидерланды) | до 50 | 36 | пневматический | электрический | паровой | 50-250 | 105-110 | В-291 | дублирование | |||||||
| Стол утюжильный 101 «Макпи» Италия | - | - |
- |
- | электропаровой |
- | 105-110 |
0981 | внутрипроцессная ВТО | |||||||
| Электропаровой утюг УПП-МОАО «Агат» Россия | 2 кг. | - | электропаровой | - | 100-240 | - | - | внутрипроцессная ВТО | ||||||||
Таблица 2.5
Характеристика средств оргоснастки, рекомендуемых при изготовлении женской блузки
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие изготовитель |
| Поддерживание и закрепление нити на товарном ярлыке | Приспособление для продергивания нити, ее закрепления на товарном ярлыке | Этикет пистолет | — |
| Соблюдение параллельности строчки срезам стачиваемых деталей | Лапка с выдвижной направляющей линейкой | 1-44 (Л-00) МОМСЦНИИШТ | 131 ряд АО «Орша» |
| Обеспечение правильного расположения петель | Приспособление для нанесения мест расположения петель | ПРП-4 МОМЗ ЦНИИШП | 1025 |
| Формирование подогнутого края ткани и соблюдение параллельности ему строчки | Приспособление для подгибания низа строчки. | 305 1924 702000 (916714) АО «Орша» | 131 ряд АО «Орша» |
| Формирование складок- защипов | Приспособление для застрачивания складочек | 2-29 МОМЗ ЦНИИШП | 131 ряд АО «Орша» |
| Формирование подгиба цельновыкроенной планки. Соблюдение параллельности ему строчки | Приспособление для обработки планки | 3-142 (1-19) МОМЗ ЦНИИШП | 1276´19 |
Для изготовления женской блузки были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Например, машина 97-А кл. «Промшвеймаш» была заменена на одноигольную стачивающую машину 131-111+100 кл. (АО «Орша»), в которой имеется автоматизированный привод с выполнением типовых функций: остановка и фиксация иглы, подъем лапки, обрезка ниток, обрезка края детали.
Стачивающе-обметочная машина 208-А кл. заменена на AZ6500Н-А4DF (ПО «АОМЗ» Россия), эта машина имеет высокую скорость 6500об/мин., кроме того, машина снабжена универсально-сборным приспособлением УСП-3, с помощью которого можно получить до 300 модификация швов.
Для обработки цельнокроеной планки применяется двухигольная машина 1276´19 кл с приспособлением марки 3-142 (1-19) МОМЗ ЦНИИШП.
Для дублирования деталей плательного ассортимента рекомендуется использовать малогабаритный пресс для дублирования RSP-450 «Global» (Нидерланды). Этот пресс эффективно используется там, где дублирование применяется ограниченно или обрабатываются только мелкие и средние детали.
Для внутрипроцессной влажно-тепловой обработки рекомендуется использовать утюжильный стол 101 «Макпи» (Россия-Италия), который комплектуется основной и двумя специальными подушками и электропаровым утюгом УПП-М (ОАО «Агат»).
Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и сокращения затрат времени.
Для обработки цельнокроеной планки применяется двухигольная машина 1276´19 кл с приспособлением марки 3-142 (1-19) МОМЗ ЦНИИШП. Это позволяет применить параллельный способ обработки вместо последовательного.
Существующая обработка Предлагаемая обработка
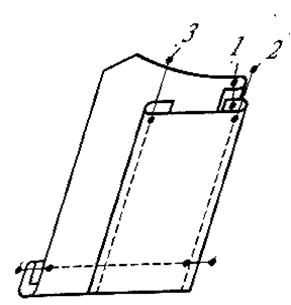
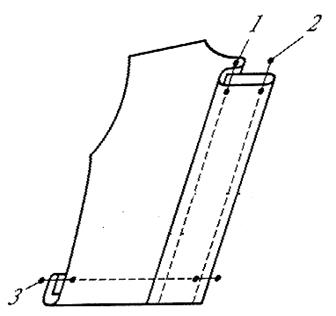
Рис.2.1. Обработка планки
Данные анализа представляются в таблице 2.5.
Таблица 2.5.
Анализ методов обработки планки
| Существующая обработка | Рекомендуемая обработка | ||||||||
| Наименование неделимой операции | Специальность | Разряд | Затрата времени сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек. | Оборудование, средства оргоснастки |
| Обработка планки | |||||||||
| Притачивание планки к борту | м | 4 | 50 | 97-а кл. | Застрачивание цельновыкроенной планки на правой полочке | м | 4 | 75 | 1276-5´19 + 3-142 (1-19) |
| Настрачивание шва притачивания планки | м | 4 | 40 | 97-а кл. | |||||
| Настрачивание внешнего среза планки на полочку | м | 4 | 70 | 97-а кл. | |||||
| Итого по узлу | 160 | 75 | |||||||
Расчет роста производительности труда РПТ и сокращение затраты времени СЗВ выбранных методов обработке производительности по формулам (6),(7). При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
 (6)
(6)
 (7)
(7)
Tн, Tс - новое и существующее время обработки, сек ;
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (Сн) определяют по формуле (8):
 , (8),
, (8),
где Тм – время механизированных операций, с; Тобщ – общая затрата времени, с.
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
 (9)
(9)
где: Tн, Tс - новое и существующее время обработки, сек ; Lн, Lс - длина стежков, см; mн, mс - новая и существующая частота стежков, в 1 см; Vс, Vн - новая и существующая скорость машины, об/мин.
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
По итогам анализа проводится расчет показателей эффективности, приведенных в табл.2.6.
Таблица 2.6.
Дата: 2019-07-30, просмотров: 384.