Осідання - операція зменшення висоти заготівлі при збільшенні площі її поперечного перерізу. Осіданням не рекомендується деформувати заготівлі, у яких відношення висоти h заг до діаметра dзаг більше 2,5, тому що в цьому випадку може відбутися поздовжнє скривлення заготівлі. Осаджують заготівлі між бойками або підкладними плитами. Різновидом опади є висадження, при якій метал осаджують лише на частині довгі заготівлі.
Протягання - операція подовження заготівлі або її частин за рахунок зменшення площі поперечного перерізу. Протягання роблять послідовними ударами або натисканнями на окремі ділянки заготівлі, що примикають один іншому, з подачею заготівлі уздовж осі протягання й поворотами її на 90 навколо цієї осі. При кожному натисканні зменшується висота перетину, збільшуються ширина й довжина заготівлі. Загальне збільшення довжини дорівнює сумі збільшень довжин за кожне натискання, а розширення по всій довжині однаково. Якщо заготівлю повернути на 90 навколо горизонтальної осі й повторити протягання, то розширення, отримане в попередньому проході усувається, а довжина заготівлі знову збільшується. Чим менше подача при кожному натисканні, тим інтенсивніше подовження. Однак при занадто малій подачі можуть вийти затиски. Простягати можна плоскими й вирізаними бойками. При протяганні на плоских бойках у центрі виробу можуть виникати (особливо при протяганні круглого перетину) значні напруги, що розтягують, які приводять до утворення осьових тріщин. При протяганні з кола на коло у вирізаних бойках сили, спрямовані із чотирьох сторін до осьової лінії заготівлі, сприяють більше рівномірному плину металу й усуненню можливості утворення осьових тріщин. Деформація при протяганні може бути виражена величиною уковування:
В=Fн/Fк, (6.1)
де Fн - початкова (більша) площа поперечного перерізу;
Fк - кінцева (менша) площа поперечного перерізу після протягання.
Очевидно, чим більше уковування, тим краще прокований метал, тим вище його механічні властивості. Тому протягання застосовують не тільки для одержання кувань із подовженою віссю (вали, важелі, тяги й т.д.), але й у чергуванні з осіданням - для більшого уковування металу заготівлі. Протягання має ряд різновидів:
Розгін - операція збільшення ширини частини заготівлі за рахунок зменшення її товщини.
Протягання з оправленням - операція збільшення довжини пустотілої заготівлі за рахунок зменшення товщини її стінок. Протягання виконують у вирізних бойках на злегка конічному оправленні. Простягають в одному напрямку - до кінця, що розширюється, оправлення, що полегшує її видалення з кування.
Розкочування на оправленні - операція одночасного збільшення зовнішнього й внутрішнього діаметрів кільцевої заготівлі за рахунок зменшення товщини її стінок. Заготівля опирається внутрішньою поверхнею на циліндричне оправлення, установлювану кінцями на підставках, і деформується між оправленням і вузьким довгим бойком. Після кожного натискання заготівлю повертають щодо оправлення.
Прошивання - операція одержання порожнин у заготівлі за рахунок ви стискання металу. Прошиванням можна одержати наскрізний отвір або поглиблення (глухе прошивання). Інструментом для прошивання служать прошивні, суцільн і пустотілі; останніми прошивають отвору великого діаметра (400-900мм). При наскрізному прошиванні порівняно тонких кувань застосовують підкладні кільця. Більше товсті кування прошивають із двох сторін без підкладного кільця. Діаметр прошивня вибирають не більше 1/2 - 1/3 зовнішнього діаметра заготівлі при більшому діаметрі прошивня заготівля значно спотворюється. Прошивання супроводжується відходом.
Обрубка - операція відділення частини заготівлі по незамкнутому контурі шляхом впровадження в заготівлю деформуючого інструмента - сокири. Обрубку застосовують для одержання із заготівель великий довгі декількох коротких, для видалення надлишків металу на кінцях кувань, а також прибуткової й донною частин злитка й т.п. Інструмент для обрубки - сокири різної форми.
Гнучка - операція додання заготівлі вигнутої форми по заданому контурі. Цією операцією одержують косинці, скоби, гачки, кронштейни й т.п. Гнучка супроводжується перекручуванням первісної форми поперечного перерізу заготівлі й зменшенням його площі в зоні вигину.
Штампування в підкладних штампах - підкладний штамп може складатися з однієї або двох частин, у яких є порожнина з конфігурацією кування або її окремої ділянки. У підкладних штампах можна виготовляти голівки гайкових ключів, голівки болтів, диски з маточиною, втулки з буртом і інші кування.
З обліком всіх вищевикладених факторів роблю вибір заготівлі із двох способів одержання:
Штампування на ГКМ
Прокат калібрований
Штампування на ГКМ
Розрахунок виробляється за ДСТ 7505-89
1. Визначаємо клас точності кувань: Т4 [8]
2. Визначаємо групу сталі: М2 - сталь із масовою часткою вуглецю понад 0,35 до 0,65% [8] таб.1
3. Ступінь складності
C=Gп/Gф (6.2)
Gп=Mд*Kp (6.3)
Kp=1,5 - вали, осі, шатуни [8] ін.3
Gп=4,54*1,5=6,81 кг
Gф=Vф*0,00785 (6.4)
Vф= (p*d2*L*1,05) /4 (6.5)
Vф=3,1415*482*636*1,05/4=1208422 мм3
C=6,81/9,49=0,717 > 0,63 -
Група складності:
4. Визначаємо вихідний індекс залежно від маси кування, класу точності, групи сталі й ступеня складності.
5. Визначаємо основні й додаткові припуски й допуски, розміри заготівлі.
Таблиця 6.1. Значення в міліметрах
| Тип | Розмір деталі | Основний припуск | Додатковий припуск | Допуск | Розмір заготівлі |
| 850 | 3,0 | 0,3 | +3,0 1,5 | 856,6+3,0 1,5 | |
| Лінійні | 10 | 1,9 | 0,3 | +1,6 0,9 | 14,4+1,6 0,9 |
| 178 | 3,0 | 0,3 | +3,0 1,5 | 179,1+3,0 1,5 | |
| Æ48 | 1,8 | 0,3 | +1,6 0,9 | 52,2+1,6 0,9 | |
| Діаметри | Æ36 | 1,9 | 0,3+1,0=1,3 | +1,4 0,8 | 42,4+1,4 0,8 |
| Æ32 | 1,9 | 0,3+1,0=1,3 | +1,4 0,8 | 38,4+1,4 0,8 |

Малюнок 6.1 - Ескіз кування на ГКМ
6. Штампувальні ухили 50
7. Радіуси R4 мм
8. Величина зсуву, що допускається, по площині
рознімання матриці 0,8мм
9. Величина, що допускається, залишкового облоя 1,0мм
10. Величина, що допускається, заусенца по площині
рознімання матриці 2,0мм
11. Відхилення, що допускаються, по зігнутості 2,0мм
12. Уточнюємо масу кування:
Vп=p* (d12*L1+ d22*L2 +d32*L3) /4 (6.6)
Vп=3,1415* (42,42*179,1+52,22*14,4+38,42*663,1) /4=1051645,9 мм3
Mп=Vп*0,00785=1051645,9*0,00785=8255г =8,26 кг
Прокат
Зі стандартного ряду діаметрів за ДСТ 2590-71 вибираємо сталь круглу (52, точність звичайна, спосіб відрізки прес-ножиці.
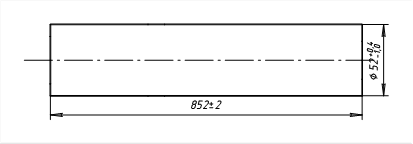
Малюнок 6.2 - Ескіз заготівлі із прокату
Знаходимо масу заготівлі із прокату:
Mз=Vз*0,00785 (6.7)
Vз=p*522*852/4=1809406 мм3
Mз=1809406*0,00785=14203г= 14,2 кг
Дата: 2019-05-29, просмотров: 187.