Введение
С варка — Это процесс получения неразъёмного соединения путем местного нагрева до жидкого или пластичного состояния с применением или без применения механических усилий.
Неразъёмное соединение, выполненное с помощью сварки, называют сварным соединением. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварку применяют и для неметаллов — пластмас, керамики или их сочетания.
При сварке используются различные источники энергии: электрическая дуга , электрический ток, газовое пламя, лазерное излучение, электронный луч. Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятий, но в полевых и монтажных условиях (в степи, в поле, в открытом море ит.п.), под водой и даже в космосе. Процесс сварки сопряжён с опасностью возгораний; поражение электрическим током; отравлений вредными газами; поражение глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
Сварка осуществима при следующих условиях:
1. применении очень больших удельных давлений сжатия деталей, без нагрева;
2. нагревании и одновременном сжатии деталей умеренным давлением;
Нагревании металла в месте соединения до расплавления, без применения давления для сжатия.
История развития сварки
Электрическая дуга впервые была открыта в 1802 г. профессором физики Санкт-Петербургской медико-хирургической академии В. В. Петровым. Описывая явления электрической дуги в книге под названием «Известия о гальвани-вольтовских опытах», профессор В.В. Петров указал на возможность использования электрической дуги для электроосвещения и плавления металлов.
А в 1882 г. русский изобретатель Н. Н. Бенардос применил электрическую дугу для соединения металлов, в 1885 г. он получил патент под названием «Способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питаемую электрической энергией от аккумуляторной батареи. Русский инженер-металлург и изобретатель Н. Г. Славянов в 1888 г. разработал способ сварки металлическим электродом, в 1891 г. он получил два патента под названием «Способ и аппараты для электрической отливки металлов» и «Способ электрического уплотнения металлических отливок». Н. Н. Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины. Он также разработал разнообразные виды автоматических устройств для сварки угольным и металлическим электродами, являющимися прообразами современных сварочных автоматов и полуавтоматов. Оригинальное приспособление для автоматического регулирования длины дуги с помощью соленоида, предложенное Н. Н. Бенардосом, в 1900 г. экспонировалось на Парижской всемирной выставке. Однако низкий уровень развития техники в России тех лет не позволял использовать и широко развивать столь гениальные идеи В. В. Петрова, Н. Н. Бенардоса и Н. Г. Славянова.
В 20-х годах нашего столетия дуговую сварку начинают внедрять при ремонте локомобилей и котлов. Например, дуговая сварка в это время применялась в Московских, Ленинградских, Ярославских, Читинских и других железнодорожных мастерских при использовании импортного и собственного сварочного оборудования, однако собственное оборудование было кустарного изготовления, а присадочным материалом служили голые электроды с ионизирующим покрытием.
В годы первых пятилеток разработка сварочного оборудования и передовой по тому времени технологии сварки способствовали успешному строительству гигантских строек: Днепрогэса, Магнитки, Уралмашзавода и других важнейших объектов страны. Развитие сварки позволило в годы Великой Отечественной войны быстро организовать производство самолетов, танков, орудий и других видов вооружения на заводах Урала и Сибири.
В настоящее время сварочное производство является самостоятельной отраслью машиностроительной промышленности и для его дальнейшего развития требуется решение целого ряда вопросов, таких, как разработка новых сварочных машин, аппаратов и материалов.
Организация рабочего места газосварщика
Газосварщик должен иметь на рабочем месте плоскогубцы, молоток, металлическую щетку для очистки поверхности металла, иглы для прочистки мундштуков и небольшой ломик для кантовки обрабатываемых изделий. Кроме того, необходим соответствующий инструмент для крепления редукторов, открывания вентилей баллонов и исправления мелких неисправностей горелок, обнаруживаемых при выполнении работ.
Рабочие сварщики должны быть снабжены спецодеждой по установленным номером и защитными очками (с плотностью светофильтров С-3 при работе с резаками и С-4 при сварочных работах с расходом ацетилена до 2500 л/ч).
Газопитание стационарных постов осуществляется централизовано: газ подается по газопроводам к местам потребления, если количество постов превышает 10. При меньшем количестве постов, когда устройство газопроводов нерационально, разрешается подача газа от индивидуальных баллонов.
Редукторы для сжатых газов
При газовой сварке и резке металлов рабочее давление газов должно быть меньше, чем давление в баллоне или газопроводе. Для понижения давления газа применяют редукторы. Редуктором называется прибор, служащий для понижения давления газа, отбираемого из бал лона до рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в баллоне или газопроводе.
Согласно ГОСТ 6268—68 редукторы для газопламенной обработки классифицируются:
по принципу действия — на редукторы прямого и обратного действия;
Редукторы отличаются друг от друга цветом окраски корпуса и присоединительными устройствами для крепления их к баллону. Редукторы, за исключением ацетиленовых, присоединяются накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепятся к баллонам хомутом с упорным винтом.
Принцип действия редуктора определяется его характеристикой. У редукторов прямого действия — падающая характеристика, т. е. рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия — возрастающая характеристика, т. е. с уменьшением давления газа в баллоне рабочее давление повышается.
А для правого --
dп = s/2,
где s -- толщина свариваемого металла, мм.
Скорость сварки устанавливается сварщиком в соответствии со скоростью плавления кромок детали.
Техника сварки -- совокупность способов, приемов и манипуляций, осуществляемых сварщиком для формирования высококачественного шва.
При газовой сварке составными элементами техники сварки являются:
* угол наклона мундштука горелки к поверхности свариваемых кромок;
* способ сварки;
* манипуляции мундштуком горелки и присадочной проволокой при движении пламени вдоль шва.
Угол наклона мундштука горелки к поверхности свариваемых кромок выбирает сварщик в зависимости от толщины металла и его теплофизических свойств .
Горелка в руке сварщика может перемещаться только в двух направлениях:
* справа налево, когда пламя направлено на холодные, еще не сваренные кромки металла, а присадочная проволока подается впереди пламени. Такой способ получил название левого;
* слева направо, когда пламя направлено на сваренный участок шва, а присадочная проволока подается вслед за пламенем.
Левый способ применяют при сварке тонкостенных (толщиной до 3 мм) конструкций и легкоплавких металлов и сплавов.
Правый способ используют для сварки конструкций с толщиной стенки свыше 3 мм и металлов с большой теплопроводностью.
Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищен пламенем горелки от воздействия воздуха.
В данном случае на подходит правый способ.Так как толщина меттала 8мм
Перед зажиганием горелки необходимо проверить ее на инжекцию. Процесс проверки горелки на инжекцию включает в себя: первоначально нужно снять ацетиленовый шланг с горелки, затем открывать вентиль кислорода, кислород идет через центральное отверстие инжектора и ускоряется, тем самым создает вакуум в боковых каналах инжектора и за счет этого подсасывается из этих каналов ацетилен. После того, как вентиль кислорода открыт, мы подставляем палец к штуцеру горелки и если палец присасывается, то это значит, что горелка работает и можно производить сварку.
Горелку следует зажигать в следующем порядке. Сначала, на пол оборота открывают кислород, а затем ацетилен, но ни в коем случае не наоборот, так как пламя будет коптить и не полностью сгорать ацетилен.
Угол наклона мундштука и поверхности свариваемого металла равен примерно 90°.
Сварку проводят без флюса с использованием в качестве присадочного материала сварочной проволоки следующих марок:
* Св-08 и -08А -- для неответственных конструкций;
* Св-08Г, -08ГА, -10ГА и -14ГС -- для ответственных конструкций.
Технология газосварки
В моей дипломной работе мне необходимо описать технологию таврового толщиной 8 мм газосваркой.
В которой я выполняю v-образную разделку кромок.
На сборочную плиту я устанавливаю пластину к которой прихватываю вторую пластину. Зазор между первой и второй пластиной 1 мм с целью получения таврового соединения. Прихватки произвожу сначала с одной стороны потом с другой. И так по переменно. Для уменьшения напряжения и деформаций в процессе сборки. Далее произвожу сварку.Угол наклона горелки 45º В процессе сварки горелкой произвожу колебания с целью равномерного прогрева пластин с целью заполнения кромки. После произведения сварки провожу проверку качества.
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм - только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений.
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью.
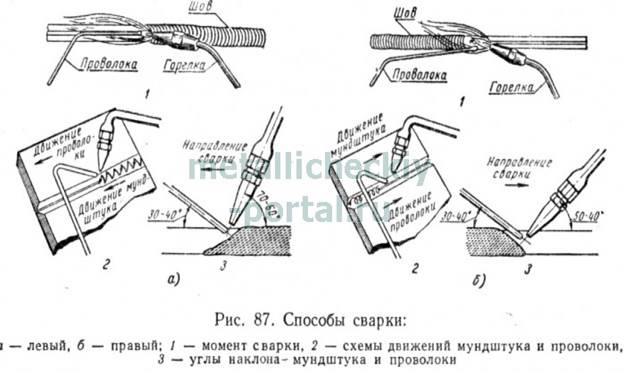
Левая сварка (рис. 87, а).Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм3ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б).Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Техника безопасности при выполнении газосварочных работ
Любые работы, производимые с открытым огнем, являются особо опасными, не исключение и газовая сварка. К тому же такой метод сваривания имеет и другой фактор опасности, так как для работ используется ацетилен и кислород - газы, которые относятся к взрывоопасным.
Техника безопасности при газовой сварке включает в себя комплекс правил, выполнение которых позволяет значительно обезопасить труд газосварщика. Эти правила касаются как поведения сварщика во время работ, так и организации рабочего пространства, используемых инструментов и оборудования.
Требования к помещению для газосварочных работ.
Отметим, что сварочные работы, которые предполагают использование горючих и взрывоопасных газов, должны проводиться в специально предназначенных для этого помещениях.
Такие помещения должны полностью отвечать условиям рабочего процесса. Одно рабочее место сварщика в таких помещениях должно быть не меньше четырех квадратных метров, при этом не учитывается площадь, необходимая для размещения оборудования для сварки. Между двумя рабочими постами должен быть проход, ширина которого не должна быть меньше метра.
Высота помещения для газовой сварки должна быть не меньше трех метров, при этом помещение должно быть свободно от разных выступающих над рабочим пространством сварщика элементов.
Помещение должно хорошо отапливаться и освещаться (уровень освещения должен составлять порядка 80 лк).
Обязательно в таких помещениях оборудуют хорошую вентиляционную систему, которая будет удалять с рабочего места сварщика вредные пары и газы.
Кроме уже названных правил техники безопасности при газосварочных работах стоит также знать правила эксплуатации используемого оборудования и действовать исключительно в рамках инструкций. Также необходимо соблюдать правила транспортировки газовых баллонов и сварочного оборудования.
Ультразвуковой контроль сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле ) и выявлен ия присутствия не металлических элементов.
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
·расстояние до дефекта — по времени распространения ультразвуковой волны в материале;
·относительный размер дефекта — по амплитуде отраженного импульса.
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 — 79), которые отличаются между собой только способом регистрации и оценки данных:
·Теневой метод. Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
·Зеркально-теневой метод. Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
·Эхо-зеркальный метод или “Тандем”. Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
· Дельта-метод. Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
·Эхо-метод. Основан на регистрации сигнала отраженного от дефекта.
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
Введение
С варка — Это процесс получения неразъёмного соединения путем местного нагрева до жидкого или пластичного состояния с применением или без применения механических усилий.
Неразъёмное соединение, выполненное с помощью сварки, называют сварным соединением. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварку применяют и для неметаллов — пластмас, керамики или их сочетания.
При сварке используются различные источники энергии: электрическая дуга , электрический ток, газовое пламя, лазерное излучение, электронный луч. Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятий, но в полевых и монтажных условиях (в степи, в поле, в открытом море ит.п.), под водой и даже в космосе. Процесс сварки сопряжён с опасностью возгораний; поражение электрическим током; отравлений вредными газами; поражение глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
Сварка осуществима при следующих условиях:
1. применении очень больших удельных давлений сжатия деталей, без нагрева;
2. нагревании и одновременном сжатии деталей умеренным давлением;
Дата: 2019-03-05, просмотров: 282.